

Рефераты / Многокристальные микромодули (вар.8) / kursachr
.docСуперкомпоненты. Развитие ТПМ как эффективнейшего средства
миниатюризации ЭВС от ЭУ на ПМ компонентах (ПМК) в
микрокорпусах до ЭУ на БК так же естественно, как и
повышение плотности коммутации плат-носителей выводов,
оснований корпусов и т.д., на которых БК монтируются. С этой
точки зрения минимальную длину и максимальную плотность
сигнальных трактов (а следовательно, и наибольшее
быстродействие ЭУ) можно получить при многоуровневой
разводке коммутации на самом кристалле. Поэтому весьма
заманчивой казалась идея создания сверхплотноупакованной
аппаратуры в одном большом кристалле (суперчипе) на основе
интеграции различных структур БИС и СБИС (субчипов) ,
объединяемых в систему с помощью многоуровневой
коммутации на поверхности суперчипа. Однако реализация
суперчипа оказалась нецелесообразной не только из-за
сложностей сопряжения таких устройств с органами
управления, индикации и т. д., но главным образом по
следующим причинам:
-
- весьма низкого выхода годных изделий из-за неудовлетворительной технологической совместимости разнородных структур БИС (СБИС), изготавливаемых в одном технологическом цикле, по технологическим ограничениям и функциональным критериям (например, одновременное изготовление устройств сопряжения со специальной логикой работы (не требующих сверхвысокого быстродействия) с универсальными устройствами высокого быстродействия (с БИС (СБИС) памяти, со СБИС обработки изображений и др.); ограниченности в технических и программных средствах , а также в технологических нормах проектирования оригинальных СБИС с произвольной логикой;
-
существенного удорожания процессов проектирования, изготовления и отработки конструкции и технологии (включая контроль и испытания) интегрированных СБИС.
В конечном счете технико-экономически целесообразной
оказалась интеграция однотипных структур БИС (СБИС) в виде суперчипа с использованием разнотипных СБИС в виде навесных БК, монтируемых на поверхности суперчипа по СОВ- или ТМВ-технологиям [2, 6]. Это, в сущности, возврат к гибридным
тонкопленочным микросборкам, но уже в новом качестве, т.е. это сверхбольшие МСБ (СБМСБ), отличающиеся от ранее освоенных МСБ не только высокоплотной компоновкой БИС (СБИС, УБИС), но и многоиерархическим применением (т.е. СБМСБ может использоваться как в качестве навесного компонента, так и ячейки, узла, блока ЭУ либо готового устройства).
Со второй половины 80-х годов появилось большое разнообразие конструкторско-технологических вариантов СБМСБ , названных суперкомпонентами, что положило начало развитию нового направления ТПМ, известного как многокристальные модули
(МКМ). Современное состояние перспективных разработок МКМ (рис.1) можно охарактеризовать следующими особенностями:
- преимущественное использование бескорпусных либо
полукорпусированных БИС (СБИС, УБИС), а в отдельных случаях и совместно с пассивными чип - компонентами;
-
широкое использование толсто- и тонкопленочной технологий;
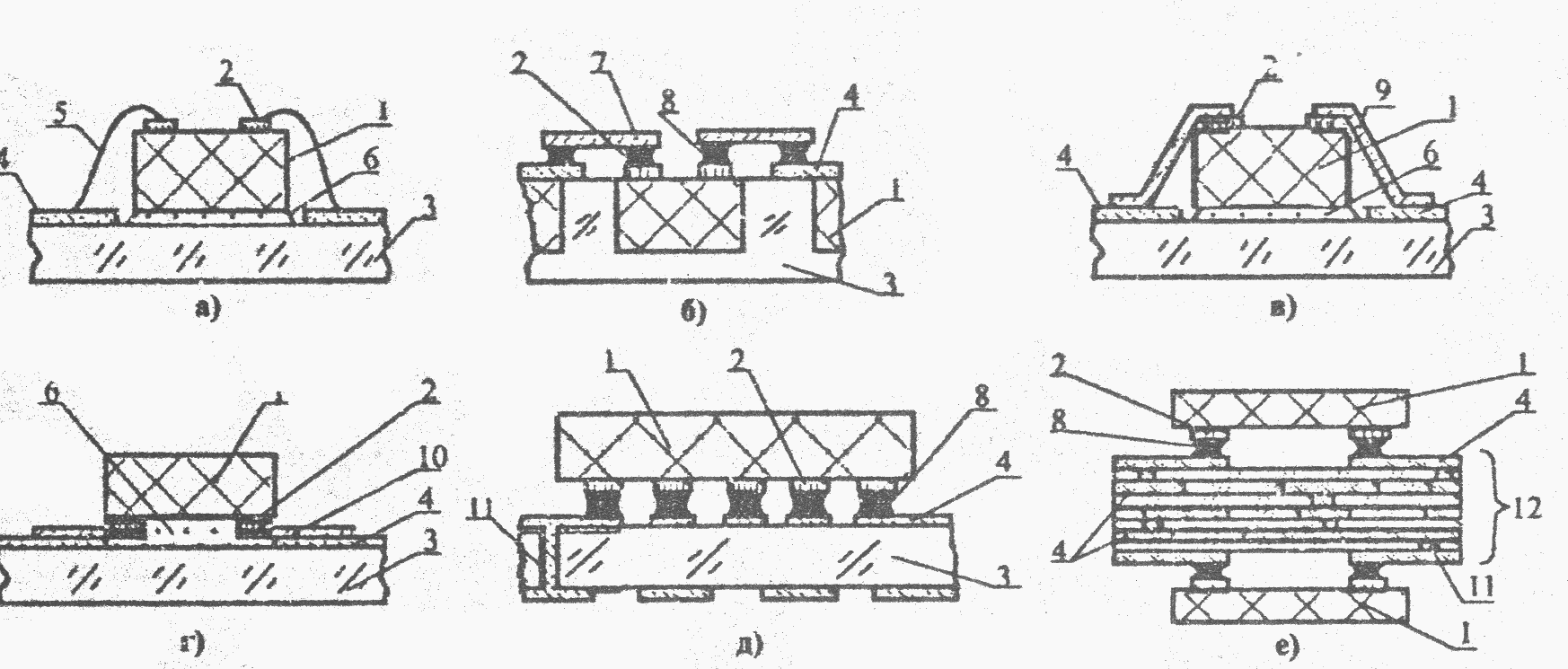
Рис.1, Примеры использования бескорпусных кристаллов ИС (БИС, СБИС) при сборке и монтаже электронных устройств, включая суперкомпоненты: а – проволочный монтаж микросваркой; б - монтаж пайкой с использованием балочных и столбиковых выводов с заглублением кристаллов; в - монтаж микросваркой с использованием ленточных (паучковых) выводов по варианту " кристалл лицом вверх"; г - монтаж микросваркой (пайкой) с использованием плоских ленточных выводов по варианту "кристалл лицом вниз"; д, е - монтаж пайкой с применением столбиковых выводов по варианту "кристалл лицом вниз" соответственно на одной стороне платы с двухсторонней металлизацией (д) и с двух сторон многослойной платы (е). 1 - кристалл; 2 – выводные контактные площадки кристалла; 3 - диэлектрическое основание КП; 4 – проводящие элементы платы; 5 - монтажная проволока диаметром 30-40 мкм; 6- клей с тешоотводшцим наполнителем; 7 - балочные выводы; 8 - шариковые (или столбиковые) выводы; 9 - ленточные выводы, формуемые в виде "паука"; 10 - ленточные пленарные выводы; 11 - межслойная коммутация; 12 - КП с многоуровневой разводной коммутации.
-
использование коммутационных плат (подложек) с многоуровневой
разводкой коммутации; с рельефной поверхностью (для заглубления компонентов во время сборки) при создании объемных МКМ (ОМКМ); со встроенными пассивными пленочными элементами; со встроенными теплоотводами в структуру подложки для мощных ОМКМ;
-
применение (кроме кремния) разнообразных органических и не
органических материалов (а также их сочетаний) в качестве оснований плат (подложек);
-
применение новых перспективных способов монтажа, исключающих традиционные методы микроконтактирования, т.е. пайку и микросварку. Это прежде всего способы сращивания металлизации БК и контактных площадок платы, а также различные способы реализации полимерной технологии, как можно видеть из рис.2.
-
Интенсивному развитию технологий для создания МКМ и ОМКМ (или объемных интегральных модулей, т.е. ОИМ) (см. рис.2) способствовали не только имевшиеся конструкторско-технологические наработки по изготовлению ГИС (БГИС) и МСБ, но и расширение сферы применения сверхминиатюрных устройств, для которых во многих случаях тонкопленочная технология просто не имеет альтернативы . Речь идет в первую очередь об аппаратуре микроволнового диапазона, качество и надежность функционирования которой в основном зависит от точности воспроизведения малых топологических размеров элементов схемы. Проблематичными для МКМ и ОИМ все еще остаются сложности их проектирования и изготовления, невозможность быстрого внесения коррективов при отработке конкретных конструкгорско-технологических вариантов, а также защита от влияния дестабилизирующих факторов внешней среды и пока еще высокая стоимость разработок. Что касается низкой ремонтопригодности, то потребителям она меньше всего нужна, гораздо больше их интересует безотказность в работе и с этой точки зрения перспективность МКМ, включая ОИМ, не вызывает сомнений .Результаты сравнительного анализа перспективных ЭВС, созданных на основе ЭУ (в виде сборочных узлов), выполненных с применением ТПМ и отличающихся плотностью монтажа, используемыми технологиями изготовления и техникой корпусирования компонентов, даны и табл.3. Обобщенные показатели эффективности применения ЭУ для представленных вариантов реализации 1-6 объединяют три важных показателя аппаратуры: мощностьхразмерыхстоимость. Все значения показателей приведены относительно принятых за единицу показателей самого простого сборочного узла на печатной плате (вариант 1). В сущности, ЭУ, выполненные по вариантам 2-6, являются МКМ, и разнообразие способов их реализации значительно увеличивает возможности выбора подходов к решению задач комплексной миниатюризации аппаратуры, в том числе для создания многофункциональных оригинальных устройств, включая ФБ, ОИМ и систем с их применением.
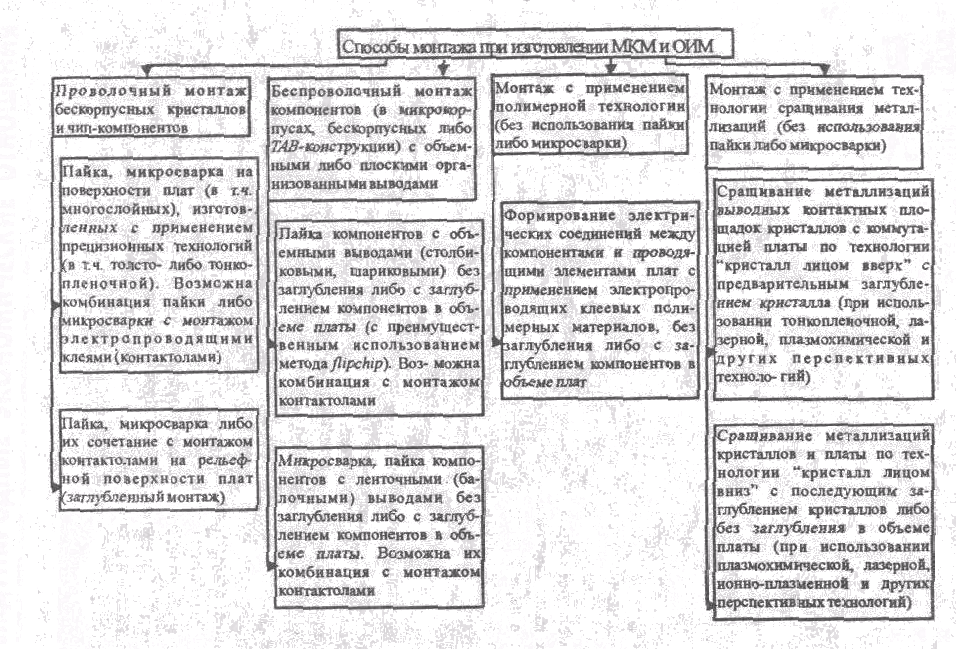
Рис. 2. Систематизация способов монтажа при изготовлении МКМ и ОИМ
Таблица 3.
Сравнение показателей эффективности применения ЭУ с различной плотностью монтажа для создания перспективных ЭВС, отн. ед.
|
|
|
Мощностьх
|
Массогаба-
|
Стои-
|
Обобщенный
|
|
№
|
Кожгфукторско-технологический
|
х задержка
|
ритный
|
иость
|
Показатель
|
|
п/п
|
Вариант реализации ЭУ
|
|
показатель
|
|
Эффектив-
|
|
|
|
|
|
|
Ности
|
|
1
|
Корпусированные ТМК и ПМК на
|
|
|
|
|
|
|
Сгеклотекстолитовой плате
|
1,00
|
1,00
|
1,00
|
1,00
|
|
2
|
Толстопленочная многослойная МСБ с
|
|
|
|
|
|
|
Керамическими кристаллодержателями
|
1,08
|
0,42
|
1,02
|
0,46
|
|
3
|
Керамическая многослойная МСБ с БК
|
0,34
|
0,20
|
0,65
|
0,044
|
|
4
|
Тонкопленочная многослойная МСБ с
|
|
|
|
|
|
|
TAB ПМК на одной стороне КП (с раз-
|
0,19
|
0,14
|
0,60
|
0,016
|
|
|
Личными материалами основания КП)
|
|
|
|
|
|
5
|
Тонкопленочная многослойная МСБ с
|
|
|
|
|
|
|
Интегрированными в объеме пластины
|
ОДО
|
0,09
|
0,46
|
0,0041
|
|
|
БИС (СБИС) и БК на ее поверхности
|
|
|
|
|
|
6
|
Тонкопленочная многослойная МСБ (на
|
|
|
|
|
|
|
Различных, в том числе гибких
|
0,08
|
0,07
|
0,44
|
0,0025
|
|
|
Основаниях КП) с БК СБИС (УБИС)
|
|
|
|
|
|
|
При двухстороннем их монтаже (в том
|
|
|
|
|
|
|
Числе с использованием заглубления
|
|
|
|
|
|
|
Компонентов, встроенных пассивных
|
|
|
|
|
|
|
Элементов)
|
|
|
|
|
Список используемой литературы:
-
Гуськов Г.Я., Блинов Г.А., Газаров А.А. “Монтаж
микроэлектронной аппаратуры”.
-
А.В. Заводян, В.А. Волков “Производство современных ЭВС.
Учебное пособие. Ч.2. ”