

АТПП
4.
Автоматическая смена инструмента
Подготовленные и измерительные инструментальные блоки после измерительной машины и записи на них необходимой информации комплектуются в устройства автоматической смены инструмента (АСИ) В практике встречаются различные устройства АСИ станков с ЧПУ. В частности, в настоящее время имеются станки с системами автоматической замены не только отдельных инструментов, но и сложных многошпиндельньх инструментальных головок. Магазин таких головок размещают обычно рядом со станком в дополнение к магазину с одиночным инструментом. В ряде случаев замена инструментальных головок на станке осуществляется отдельным специальным устройством замены связанным с АСИ станка с одиночными инструментами
Устройства АСИ конструктивно исполняются в различных вариантах, которые можно подразделить на две основные группы 1) устройства АСИ без автооператора, 2) устройства АСИ с автооператором
Устройство АСИ без автооператора часто представляет собой сочетание револьверной головки и дополнительных узлов, обеспечивающих разжим, поворот и закрепление револьверной головки, а также вращение шпинделя револьверной головки, когда он находится в рабочей позиции.
В револьверных головках токарных станков с горизонтальной осью инструмент может быть размещен как параллельно осям с осью головки, так и в радиальном направлении. Конструктивно револьверные головки выполняют с пазами или базовыми отверстиями в поворотном корпусе.
В шпиндельных револьверных головках расположены шпиндельные узлы под режущий инструмент.
Станки с револьверными головками указанных конструкций имеют пониженную жестокость и, как следствие более низкую точность. Ограничена и емкость накопителя, которая обычно не превышает 8-12 единиц.
Устройства АСИ с автооператорами представляют собой сочетание инструментальных магазинов, автооператоров и других устройств. Под автооператором будем понимать часть устройства АСИ, которая обеспечивает автоматический обмен инструментов между накопителями и шпинделем станка.
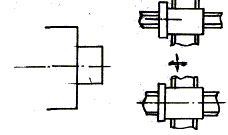
Устройство АСИ для станка с барабанным магазином может быть выполнено с поворотным автооператором с двумя захватами. Магазин у такого станка может быть размещен на стойке станка. Возможны две конструктивные схемы работы автооператора.
Согласно первой схеме, при смене инструмента верхний захват автооператора совершает ход снизу вверх, захватывает оправку инструмента, находящегося в гнезде магазина. В это время нижний захват автооператора выполняет ход сверху вниз и захватывает оправку инструмента, находящегося в шпинделе. После этого осуществляется раскрепление инструмента в шпинделе. Затем автооператор ходом вдоль оси шпинделя вытаскивает отработавший инструмент из шпинделя, а требуемый из гнезда магазина. Далее происходит поворот автооператора и замена инструмента. При замене инструмента по рассмотренной схеме шпиндельная бабка станка должна находится в так называемой позиции замены, обеспечивающей захват автооператором, двух инструментов — из магазина и из шпинделя. Однако рассмотренная схема позволяет и раздельное действие автооператора, так как каретка оператора может перемещаться в вертикальном направлении по направляющим стойки станка.
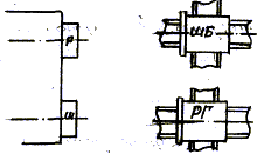
Согласно другой схеме, автооператор не имеет вертикального перемещения. При смене инструментов он, поворачиваясь вокруг своей оси, одновременно захватывает инструменты из магазина и шпинделя. Шпиндельная бабка при этом обязательно должна быть установлена в позицию замены. Затем автооператор ходом вдоль оси одновременно вытаскивает инструменты (из магазина и шпинделя), поворотом на 180° меняет их местами и устанавливает (обратным ходом вдоль оси) в магазин и шпиндель. Цикл смены заканчивается поворотом автооператора в горизонтальное, - нейтральное положение, в котором он не мешает повороту магазина и вертикальному перемещению шпиндельной бабки.
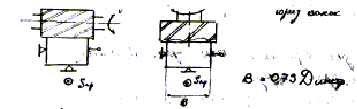
Вторая схема отличается более простым циклом работы автооператора и более простой конструкцией его механизмов. Однако в ней есть существенный недостаток: при повороте автооператор может задевать инструменты, расположенные в соседних гнездах магазина. Поэтому расстояние между гнездами, а, следовательно, максимальное число инструментов в магазине одинакового диаметра D будет меньше.
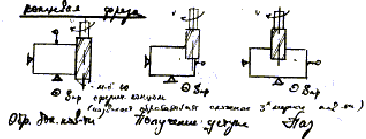
У автооператора для станка с цепным магазином захваты могут выдвигаться из корпуса каретки, а вся каретка - перемещаться вверх или вниз по направляющим стойки станка и в направлении, параллельном оси магазина и шпинделя. В нижнем положении каретки левый захват автооператора, выдвигаясь, захватывает инструмент из магазина.
2.
Токарные станки с чпу. Особенности конструкции и кинематики.
Токарная группа станков – самая большая. Здесь производится обработка деталей типа валов, дисков (тел вращения).
Привод главного движения – вращение шпинделя (в шпинделе осуществляется крепление заготовки). Привод продольного и поперечного перемещения.
В основном горизонтальные станки (горизонтальный или вертикальный – в зависимости от оси вращения шпинделя).
Основная характеристика станка – высота центров и наибольшая длина обрабатываемой заготовки.
Обеспечиваются такие виды обработки как точение, подрезка торца, точение пазов, нарезание резьбы, внутренняя обработка (только симметрично относительно оси), сверление.

Токарные станки с ЧПУ позволяют обеспечить не только все виды токарной обработки, но и фрезерование, сверление, шлифование, поэтому данные станки называются центрами.
Фрезерование или сверление в поперечном направлении обеспечивается за счет возможности жесткой фиксации шпинделя в требуемом положении, его поворота на нужный угол, а также возможностью инструмента в револьверной головке вращаться или быть жестко фиксированным в осевом направлении.
Кинематические схемы станков с ЧПУ отличаются:
упрощенной схемой, т.е. каждая кинематическая группа не связана механическим путем с другими группами (немеханическая связь);
уменьшением количества зубчатых колес в кинематических группах, что, в свою очередь, уменьшает погрешность, увеличивает жесткость, но при этом необходимо рационально распределять зубчатые передачи в зависимости от передаточных отношений;
правильной расстановкой датчиков ОС (на ненагруженных участках и максимально приближенных к последнему звену в случае использования датчика линейных перемещений)
Фрезерные станки с чпу. Компоновка, кинематическая структура.
Привод главного движения во фрезерных станках – вращение шпинделя с инструментом. Привод подач – продольное, поперечное и вертикальное перемещение.
В зависимости от оси вращения шпинделя станки бывают вертикальные и горизонтальные.
Основным показателем фрезерных станков является перемещение стола и его размеры (ширина 100-5000мм; длина 500-16000мм). Частота вращения на фрезерных станках 3,5 тыс об/мин.
При обработке плоскостей используются цилиндрические и торцевые фрезы
концевая фреза
обработка боковой поверхности, получение уступа, паз.
Для обработки на горизонтальных станках используют дисковые фрезы 3х и 2х сторонние (пазы, уступы различных профилей).
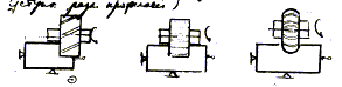
Для получения фасонной поверхности методом копирования режущей кромки инструмента используют фасонные фрезы.
![]()
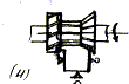
Набор фрез, установленных на оправке (в наборе следует использовать фрезы с отношением диаметров не более 1,5, чтобы их скорости резания были приблизительно одинаковыми)
![]()
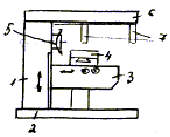
В ертикальный
станок с консолью
ертикальный
станок с консолью
1 – стойка; 2 – основание; 3 – консоль; 4 – стол; 5 – шпиндель; 6 – двигатель главного привода; 7 – привод зажима инструмента для станков с ЧПУ.
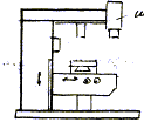
Горизонтальный станок с консолью
6 – хобот; 7 – серьга – для закрепления спец. приспособления с набором фрез (серьга устанавливается в требуемое положение)
Широкоуниверсальный станок (вертикальный фрезерный станок с ЧПУ)
Существуют продольно-фрезерные станки
Двухсторонний станок с максимальным количеством шпинделей.

3 – стол; 4 – горизонтальные шпиндельные бабки (м.б. с перемещением, м.б. закреплены); 5 – вертикальные шпиндельные бабки; 6 – поперечина; 7 – траверса (портал).
Существуют барабанно-фрезерные станки.
Фрезерование – высокопроизводительный метод формообразования поверхностей деталей многолезвийным режущим инструментом – фрезами. Для фрезерования характерно непрерывное главное вращательное движение инструмента и поступательное движение подачи заготовки. В некоторых случаях заготовка совершает круговое или винтовое движение подачи.
На карусельно-фрезерных станках применяют в основном торцевые насадные фрезы, которые обрабатывают горизонтальные плоскости.
Барабанно-фрезерный станок отличается от карусельно-фрезерного горизонтальным расположением оси вращения стола-барабана. Заготовки закрепляют в приспособлениях на гранях барабана.

Установленные в верхних головках фрезы и выполняют, как правило, предварительную обработку поверхностей, а две фрезы, установленных в нижних фрезерных головках – окончательную. На барабанно-фрезерных станках применяют торцевые насадные фрезы со вставными резцами, которые обрабатывают вертикальные плоскости.
В станках с ЧПУ коробка скоростей встраивается в стойку, если шпиндельная бабка не перемещается в вертикальном направлении. При отсутствии консоли появляется необходимость в перемещении шпиндельной бабки, и в этом случае коробка скоростей устанавливается внутри шпиндельной бабки. Для обеспечения устойчивости станка в этом случае устанавливают гидроцилиндр в стойке.