

Управление токарным станком
Управление станком — это выполнение действий, которые обеспечивают процесс резания, т. е. вращение заготовки и перемещение резца. Однако прежде чем приступить к управлению станком, его надо наладить и настроить.
Токарная обработка с закреплением заготовки в патроне
Наладка станка заключается в закреплении заготовки и инструмента. Для закрепления заготовок применяют трех кулачковый патрон (рис. 67) или поводковую планшайбу с центрами (рис.68).
В патрон заготовку 1 (рис.67) помещают на глубину не менее 20...25 мм и сжимают кулачками 6 при помощи ключа 4. Заготовка не должна выступать из патрона на величину более пяти ее диаметров.
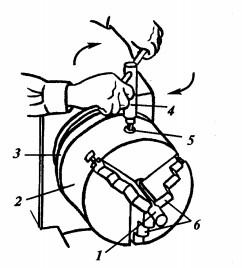 Рис.67.
Установка заготовок в трех кулачковый
патрон: 1 - заготовка; 2 - корпус патрона;
3 - планшайба; 4 - ключ;
Перед
закреплением заготовки в центрах в ее
торцах выполняют ответственность.
Передний центр 2 (рис. 68) устанавливают
в коническое отверстие шпинделя,
а задний 6 - в пиноль задней бабки.
Вместо патрона на шпинделе закрепляют
поводковую планшайбу 1.
Рис.67.
Установка заготовок в трех кулачковый
патрон: 1 - заготовка; 2 - корпус патрона;
3 - планшайба; 4 - ключ;
Перед
закреплением заготовки в центрах в ее
торцах выполняют ответственность.
Передний центр 2 (рис. 68) устанавливают
в коническое отверстие шпинделя,
а задний 6 - в пиноль задней бабки.
Вместо патрона на шпинделе закрепляют
поводковую планшайбу 1.
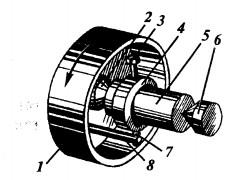 Рис.
68. Вращение заготовки при помощи
поводковой планшайбы: 1 — корпус
поводковой планшайбы; 2 — передний
центр; 3 - стопорный винт; 4 — хомутик; 5
- заготовка; 6 — задний центр;
7 — стержень; 8 — поводок
Рис.
68. Вращение заготовки при помощи
поводковой планшайбы: 1 — корпус
поводковой планшайбы; 2 — передний
центр; 3 - стопорный винт; 4 — хомутик; 5
- заготовка; 6 — задний центр;
7 — стержень; 8 — поводок
Резец
1 (рис. 69) закрепляют в резцедержателе
ключом 4 с помощью винтов 5. Резец не
должен выступать от края поверхности
резцедержателя на расстояние, равное
1...1,5 высоты резца. С помощью подкладок
6 под резец 1 добиваются того, чтобы
вершина резца совпадала с вершиной
заднего центра 2.
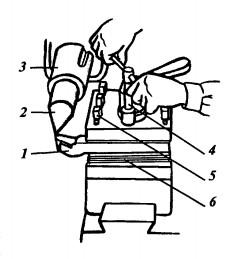 Рис.
69. Установка токарного резца в
резцедержателе: 1 — резец; 2 - задний
центр; 3 — пиноль задней бабки; 4 - ключ;
5 - винты крепления резца; 6 - подкладка
под резец
Настройка
станка - это установление необходимой
частота вращения шпинделя
и скорости перемещения суппорта. Для
каждого конкретного способа обработки
устанавливают наиболее выгодные режимы
резания: скорость резания, глубину
резания и подачу.
Рис.
69. Установка токарного резца в
резцедержателе: 1 — резец; 2 - задний
центр; 3 — пиноль задней бабки; 4 - ключ;
5 - винты крепления резца; 6 - подкладка
под резец
Настройка
станка - это установление необходимой
частота вращения шпинделя
и скорости перемещения суппорта. Для
каждого конкретного способа обработки
устанавливают наиболее выгодные режимы
резания: скорость резания, глубину
резания и подачу.
Скорость резания (у, м/мин) — это путь, который проходят наиболее удаленные от центра точки обрабатываемой заготовки за единицу времени при ее вращении. Глубина резания (/, мм) — это толщина слоя металла, которая срезается за один рабочий ход резца: { = (В — (1)/1, где X) — диаметр заготовки, (I — потребный диаметр детали. Подача (5, мм/об) — это величина перемещения режущей кромки резца в направлении движения подачи за один оборот заготовки.
Настраивают станок ТВ-6 при помощи нескольких ручек по таблицам, которые прикреплены к станку. Органы управления станком показаны на рис. 62
Токарная обработка при установке заготовки в центрах
Центры. На токарных станках применяют различные типы центров. Наиболее распространенный центр показан на рис. 37, а. Он состоит из конуса 1, на который устанавливается обрабатываемая деталь, и конического хвостовика 2. Хвостовик должен точно входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
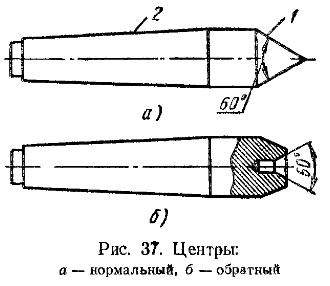
Детали с наружными конусами на концах обрабатывают в обратных центрах (рис. 37, б).
Вершина конуса центра должна точно совпадать с осью хвостовика. Для проверки центр вставляют в отверстия шпинделя и приводят его во вращение. Если центр исправен, то вершина его конуса не будет "бить".
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как задний центр в большинстве случаев неподвижен - о его поверхность трется вращающаяся деталь. От трения нагреваются и изнашиваются как коническая поверхность заднего центра, так и поверхность центрового отверстия детали. для уменьшения трения необходимо наполнить центровое отверстия детали у заднего центра густой смазкой следующего состава: тавот - 65%, мел - 25%, сера - 5%, график - 5% (мел, сера и графит должны быть тщательно растерты).
Отсутствие смазки ведет к сгоранию конца центра, а также к порче и задирам поверхности центрового отверстия.
При обтачивании деталей на больших скоростях (u>75 м/мин) происходит быстрый износ центра и разработка центрового отверстия детали. Для уменьшения износа заднего центра его конец иногда оснащают твердым сплавом; лучше однако применять вращающиеся центры.
На рис. 38 показана конструкция вращающегося центра, вставляемого в коническое отверстие пиноли задней бабки. Центр 1 вращается в шариковых подшипниках 2 и 4. Осевое давление воспринимается упорным шариковым подшипником 5. Конический хвостовик 3 корпуса центра соответствует коническому отверстию пиноли.
Чистовая обработка наружных цилиндрических и конических поверхностей.
Типовые методы обработки наружных цилиндрических и торцовых
поверхностей.
Точение таких поверхностей осуществляют, как правило, в центрах, в
патроне, в патроне с поджимом центра задней бабки (длинные валы)
Основные методы обтачивания:
− с продольной подачей резца;
− с поперечной подачей резца.
Первый метод наиболее распространенный, применяется при обработке
деталей, длина которых больше длины режущей кромки резца; вид резца – проходной.
Второй метод используется при обработке коротких цилиндрических
поверхностей, длина которых меньше или равна длине режущей кромки резца;
применяемые виды резцов – прорезные, канавочные, отрезные.
Обтачивание выполняют, как правило, в два этапа:
1) черновая или предварительная обработка (снимается 0,7-0,8 припуска);
2) чистовая или окончательная обработка (снимается остальная часть
припуска). Черновая обработка характеризуется малой скоростью резания и
большой продольной подачей, а чистовая - большой скоростью резания и малой
продольной подачей. Чистовая обработка применяется для получения поверхности с
малой шероховатостью, точной по форме и размерам.
Для получения необходимой точности диаметра обработки (9-8 квалитета)
используют лимб поперечной подачи, с помощью которого устанавливают резец по
методу пробных проточек. Точность и производительность обработки повышается при
использовании жестких или регулируемых ограничителей хода продольной подачи.
При работе с большими скоростями резания необходимо применять
вращающиеся центры, устанавливаемые в пиноль задней бабки.
Особенности установки заготовок в различных приспособлениях.
При токарной обработке наиболее часто применяются три основных способа
установки заготовок на станке: в трехкулачковом патроне, в трехкулачковом
патроне и заднем центре, в центрах.
Рис.1. Способы установки заготовок на токарном станке
а — в патроне; б - в патроне и заднем центре; в - в центрах; 1—зажимной патрон;
2 - задний центр; .3 - поводковый патрон; 4- передний центр; 5 - хомутик 3
В универсальном трехкулачковом патроне устанавливают короткие заготовки
с длиной выступающей части из кулачков до 2-3 диаметров. Установку в патроне и
заднем центре применяют преимущественно для чернового обтачивания длинных
валов. Установку в центрах используют для чистового обтачивания валов, когда
необходимо выдержать строгую соосность обрабатываемых поверхностей, а также
в случаях последующей обработки детали на других станках с той же установкой.
Инструмент, применяемый для обработки наружных цилиндрических
поверхностей.
Рис. 2. Проходные резцы:
а) - прямой; б)- отогнутый; в) - упорный
Обтачивание выполняют:
а) проходными прямыми
б) отогнутыми
в) упорными резцами.
Первые два типа резцов с главными углами в плане φ=30-60° применяют
преимущественно для обработки жёстких деталей; ими можно обтачивать,
протачивать, а отогнутыми и подрезать торцы. Более широкое распространение в
токарной практике получили упорные резцы с углом φ=90°, которые для указанных
работ позволяют подрезать уступы. Эти резцы особенно рекомендуются для
обтачивания нежёстких валов, так как они вызывают наименьший по сравнению с
другими резцами поперечный прогиб обрабатываемой детали. При универсальных
работах проходные резцы применяют как для чернового, так и для чистового
точения. У черновых резцов вершину закругляют радиусом г =0,5-1мм, у чистовых -
г=1,5-2мм. Причём с увеличением радиуса закругления вершины снижается
шероховатость.