

2.4 Расчет посадки с натягом
Дана
посадка с натягом в системе отверстия:
ø120![]()
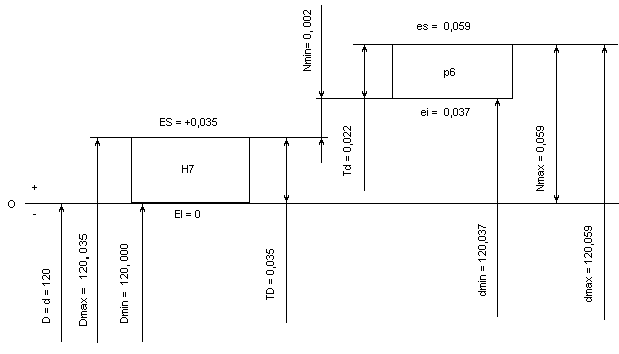
1 По стандарту для отверстия ø120 отклонения по Н7:
ES = +0,035 мм, ЕI = 0 мм;
для вала ø120 отклонения по р6:
es = 0,059 мм, ei = 0,037 мм;
2 Предельные размеры:
для отверстия:
Dmax = D + ES = 120 + 0,035= 120, 035 мм;
Dmin = D + EI = 120 + 0 = 120, 000 мм;
наибольший – ø 120,035 мм, наименьший – ø 120,000 мм;
для вала:
dmax = d + es = 120 + 0,059 = 120,059 мм;
dmin = d + ei = 120 + 0,037 = 120,037 мм;
наибольший – ø 120,059 мм, наименьший – ø 120,037 мм;
3 Допуск отверстия:
TD = ES – EI = 0,035 – 0 = 0,035 мм;
допуск вала:
Td = es – ei = 0,059 – 0,037 = 0,022 мм;
4 Основное отклонение отверстия равно нулю, основное отклонение вала равно - 0.022 мм;
5
Графическое изображение полей допусков
для сопряжения: ø120
![]()
Рисунок
14 - Схема расположения полей допусков
для сопряжения ø120![]()
3 Расчёт посадки резьбового соединения
Метрическая цилиндрическая резьба применяется главным образом в качестве крепежной и разделяется на резьбу с крупным шагом диаметром 1...64 мм и резьбу с мелким шагом диаметром 1...600 мм.
При равных наружных диаметрах метрические резьбы с мелким шагом отличаются от резьб с крупным шагом меньшей высотой профиля и меньшим углом подъема резьбы. Поэтому резьбы с мелким шагом рекомендуется применять при малой длине свинчивания, на тонкостенных деталях, а также при переменной нагрузке, толчках и вибрациях. Резьбы с крупным шагом рекомендуется применять для соединения деталей, не подвергающихся таким нагрузкам, так как они менее надежны при переменной нагрузке и вибрациях и более склонны к самоотвинчиванию.
К основным параметрам цилиндрических резьб относятся:
— d 2(D2) — средний диаметр резьбы соответственно болта и гайки;
— d(D) — наружный диаметр резьбы соответственно болта и гайки;
— d 1(D1) — внутренний диаметр резьбы соответственно болта и гайки;
— Р — шаг резьбы;
——угол профиля резьбы, для метрических резьб = 60.
Значения основных параметров метрических резьб находят по ГОСТ 9150-2002 и ГОСТ 8724-2002 Резьбы при свинчивании контактируют только боковыми сторонами профиля, поэтому только средний диаметр, шаг и угол профиля резьбы определяют характер сопряжения в резьбе. Для компенсации накопленной погрешности шага и погрешности угла профиля производят смещение действительного среднего диаметра резьбы. Вследствие взаимосвязи между отклонениями шага, угла профиля и собственно среднего диаметра, допускаемые отклонения этих параметров раздельно не нормируют. Устанавливают только суммарный допуск на средний диаметр болта Td2 и гайки TD2, который включает допускаемые отклонения собственно среднего диаметра и диаметральные компенсации погрешности шага и угла профиля. Кроме этого, задается допуск на наружный диаметр болта d и внутренний диаметр у гайки D1, то есть на диаметры, которые формируются перед нарезанием резьбы и при измерении готовых изделий наиболее доступны. Длина свинчивания в силу конструктивных особенностей резьбовых соединений оказывает влияние на качество и характер сопряжения. Установлено три группы длин свинчивания: S — короткие, N — нормальные, L — длинные.
К группе N относятся резьбы с длиной свинчивания не менее 2.24 Р d 0.2 и не более 6.7 Р d 0.2. Длины свинчивания менее 2.24 Р d 02 относятся к группе S, а длины свинчивания более 6.7 Р d 0.2 — к группе L.
Точные значения длин свинчивания установлены ГОСТ 16093—2004.
Класс точности — понятие условное (на чертежах указывают поля допусков), и его используют для сравнительной оценки точности резьбы.
Точный класс рекомендуется для ответственных резьбовых соединений; средний класс — для резьб общего назначения; грубый класс — для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т. п.
Пример условного обозначения резьбового сопряжения с правой резьбой и мелким шагом P = 1.5 мм: М201.5—6H/6g.
1. Определяем диаметры данной резьбы:
D = d = 20 мм
Средний и внутренний диаметр определяем в зависимости от шага резьбы:
P = 1.5 мм;
D2 = d2 = d – 1 + 0.026 = 20 – 1 + 0.026 = 19.026 мм
D1 = d1 = d – 2 + 0.376 = 20 – 2 + 0.376 = 18.376 мм
Следовательно, предельные отклонения для всех диаметров:
Для болта: Для гайки:

 d2
es2
= -32 мкм =
-0,032мм D2
ES2
= +190 мкм =
+0.190мм
d2
es2
= -32 мкм =
-0,032мм D2
ES2
= +190 мкм =
+0.190мм
ei2 = -172 мкм = -0,172мм EI2 = 0 мкм = 0мм

 d
es
= -32 мкм =
-0,032мм D1
ES1
= +300 мкм =
+0.300мм
d
es
= -32 мкм =
-0,032мм D1
ES1
= +300 мкм =
+0.300мм
ei = -268 мкм = -0,268мм EI1 = 0 мкм = 0мм

 d1
es1
= -32 мкм =
-0,032мм D
ES
– не нормируется
d1
es1
= -32 мкм =
-0,032мм D
ES
– не нормируется
ei1 = не нормируется EI=0 мкм=0мм
2. Определяем предельные размеры:
Для болта:
d2max = d2 + es2 = 19,026 + (-0,032) = 18,994мм
d2min = d2 + ei2 = 19,026 + (-0,172) = 18,854мм
d1max = d1+ es1=18,376 + (-0,032) = 18,344мм
d1min - не нормируется
dmax = d + es=20 + (-0,032) = 19,968мм
dmin = d + ei=20 + (-0,268) = 19,732мм
Для гайки:
D2max = D2 + ES2=19,026 + 0,190=21,262мм
D2min = D2 + EI2=19,026 + 0=19,026мм
D1max = D1 + ES1=18,376 + 0,300=18,676мм
D1min =D1 + EI1=18,376 + 0=18,376мм
Dmax - не нормируется
Dmin = D + EI=20 + 0=20мм