

4. Станки фрезерной группы. Общие сведения
Фрезерные станки предназначены в основном для обработки наружных и внутренних поверхностей различного профиля с помощью фрез. Возможна обработка прямых и винтовых канавок, резьб и зубчатых колес. Главным движением является вращение фрезы, а движение подачи – относительное перемещение фрезы и заготовки.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
Размер стола можно определить по последней цифре в обозначениях фрезерных станков:
|
0 |
6Н10-6Н80Г |
200Х800 |
|
1 |
6Н11-6Н81Г |
250Х1000 |
|
2 |
6Н12П-6Н82 |
320Х1250 |
|
3 |
6Н13П-6Н83 |
400Х1600 |
|
4 |
6Н14-6Н84Г |
500Х2000 |
Классификация фрезерных станков. Фрезерные станки делятся на две основные группы: станки общего назначения и специализированные.
Станки общего назначения:
- консольно-фрезерные станки (горизонтально-фрезерные, вертикально-фрезерные и широкоуниверсальные);
- бесконсольные (вертикальные и горизонтальные);
- продольно-фрезерные;
- фрезерные, непрерывного действия (карусельные и барабанные);
Специализированные станки:
- шпоночно-фрезерные
Основные параметры и присоединительные размеры фрезерных станков приведены в ГОСТ 21610—82. Вертикально-фрезерные станки делятся на две группы: консольно-фрезерные и бесконсольно-фрезерные.
Станки консольного исполнения (рис. 4 а) имеют меньшую массу и занимают меньшую площадь по сравнению со станками других типов. Недостатком станков данной компоновки является невысокая жесткость вследствие консольной компоновки, и это делает их в варианте с ЧПУ малоперспективными [12].
В бесконсольных станках вертикальное перемещение имеет фрезерная головка (рис. 4 бив). Крестовый стол перемещается по осям X' и У, он установлен на массивном основании, благодаря чему станки такого типа обладают повышенной, по сравнению с консольными, жесткостью. Станки выпускают в вертикальном и горизонтальном исполнении.
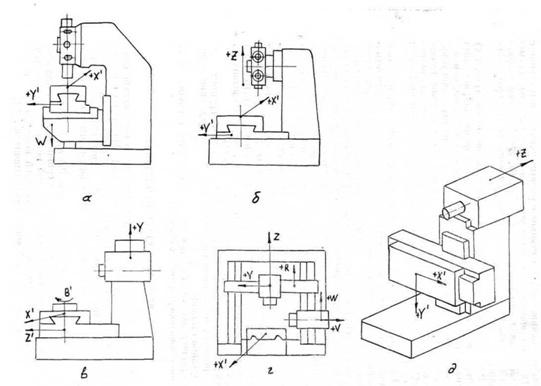
Рис. 4. Компоновка фрезерных станков: а – вертикально-фрезерные консольные станки с револьверной головкой; б - вертикально-фрезерные станки с крестовым столом и револьверной головкой; в - горизонтально-фрезерные станки с крестовым поворотным или не поворотным столом; г – продольно-фрезерные станки с неподвижным порталом, с неподвижной или подвижной поперечиной; д – широкоуниверсаный инструментальный фрезерный станок.
4.1 Консольно-фрезерные станки
Консольно-фрезерные станки подразделяют на: горизонтальные и вертикальные,
универсальные и широкоуниверсальные (см. рис. 4.1.).
Рис.
4.1. Консольно-фрезерные станки:
а – широкоуниверсальные; б – горизонтальный универсальный; в – вертикальный.
1 – консоль; 2 – станина; 3 - салазки; 4 – продольный стол; 5 – поворотная плита; 6 – серьги; 7 – шпиндель; 8 – хобот; 9 – дополнительная шпиндельная головка; 10 – накладная фрезерная головка; 11 – шпиндельная головка; 12 – коробка подачь.
На фундаментной плите установлена станина 2 с вертикальными направляющими. По вертикальным направляющим перемещается консоль 1. На консоли выполнены горизонтальные направляющие, по которым движутся салазки 3, несущие стол 4, на котором закрепляют заготовку.
Консольные горизонтальные универсальные станки (рис. 4.1 б) отличаются тем, что на салазках 3 установлена промежуточная поворотная плита 5, по горизонтальным направляющим которой перемещается стол 4. Стол можно повернуть вокруг вертикальной оси на 45°. Шпиндель 7 станка расположен горизонтально, а на станине 2 смонтирован хобот 8, несущий поддерживающую серьгу 6. Фрезу или набор фрез закрепляют в оправке, один конец которой устанавливают в шпиндель, а другой - в отверстие серьги. Станки, не имеющие поворотной плиты, называются простыми, в отличие от универсальных.
Широкоуниверсальные горизонтально-фрезерные станки (рис 4.1а) отличаются наличием дополнительной шпиндельной головки 9, смонтированной на выдвижном хоботе. Головка может поворачиваться на любой угол в вертикальной плоскости. Еще большую универсальность станку придает наличие накладной фрезерной головки 10 со шпинделем, поворачивающимся в горизонтальной плоскости. В этих станках отсутствует поворотная плита.
Вертикальный консольно-фрезерный станок отличается от горизонтально-фрезерного вертикальным расположением оси шпинделя поз. 11 и строится обычно на одной базе с ним, имея много унифицированных деталей и узлов. Шпиндельная головка может поворачиваться в вертикальной плоскости. В некоторых конструкциях станков этого типа шпиндель имеет осевые перемещения.
Структурная кинематическая схема и движения в станках.
Структурная кинематическая схема широкоуниверсального консольно-фрезерного станка приведена на рис. 4.2а. В станке два привода главного движения. Более мощный горизонтальный шпиндель 6 получает движение В1 от электродвигателя М1 через коробку скоростей iv1. Шпиндель поворотной головки 11 получает движение В2 от автономного привода.
Уравнение
кинематического баланса (у.к.б.):

Привод подач содержит коробку подач is с электродвигателем М3, механизмы для распределения движения между столом П4, салазками П3 и консолью П5, передачу винт-гайка для перемещения каждого из этих узлов.
У.к.б. цепи профильных
подач (П4)

Ц.к.б. цепи поперечных
подач (П3)

Ц.к.б. цепи
вертикальных подач (П5)

Вспомогательные движения. Ускоренное перемещение стола, салазок и консоли осуществляется от электродвигателя М2 через is по более коротким кинематическим цепям. Поворот шпиндельной головки (В6 и В7) осуществляется при наладке станка для получения необходимого взаимного положения инструмента и детали.
Структурные кинематические схемы горизонтального и вертикального консольно-фрезерных станков приведены на рис. 4.2б и 4.2в. Эти станки имеют по одному шпинделю. А в остальном структурные кинематические схемы приводов главного движения и подач идентичны. Отличие только во вспомогательных движениях.

Рис. 4.2. Структурные кинематические схемы консольно-фрезерных станков:
1 – консоль; 2 – станина; 3 – салазки; 4 – продольный стол; 5 – поворотная плита; 6 – серьги; 7 – шпиндель; 8 – хобот; 9 – дополнительная шпиндельная головка; 10 – накладная фрезерная головка; 11 - шпиндельная головка; 12 – коробка подачь.
С конструкцией станков и наладкой их на основные виды работ студенты подробно знакомятся при выполнении лабораторных работ. Типовые поверхности, получаемые при обработке на консольно-фрезерных станках показаны на рис. 4.3а.

Рис. 4.3. Типовые поверхности, обрабатываемые на:
а) консольно-фрезерных станках;
б) горизонтальных фрезерных станках с использованием делительной головки.