

6.2. Бесцентровые круглошлифовальные станки
Метод бесцентрового круглого шлифования, по сравнению с центровым, обеспечивает возможность более производительного шлифования нежестких деталей и деталей бесцентровых отверстий, а также шлифование деталей с большими подачами благодаря наличию опоры на всей длине детали, на которую воздействует давление шлифовального круга. Способы шлифования показаны на рис.6.3.
Шлифовальный круг вращается со скоростью (30…60 м/с), а ведущий - с меньшей (0,2…1 м/с). Вследствие меньшей скорости вращения ведущего круга трение между ведущим кругом и обрабатываемой деталью больше, чем между деталью и шлифовальным кругом, поэтому ведущий круг вращает деталь со скоростью круговой подачи, а шлифовальный круг снимает припуск.
Наладка станка. При бесцентровом шлифовании обрабатываемая поверхность является одновременно базирующей. Поэтому большое влияние на форму и размеры детали оказывает положение детали и ее оси в зоне шлифования.
Метод продольной подачи. Ведущий круг (или опорный нож) устанавливают под углом 1,5...6 град. при предварительном и под углом 0...1,5 град. при окончательном шлифовании.
Окружная скорость ведущего круга Vв разлагается на две составляющие:Vи и S (S=V*cosα).
Vи - представляет скорость вращения детали (круговую подачу).
S - Представляет продольную подачу детали.
Для обеспечения цилиндричности, ось заготовки 3 должна располагаться выше центров кругов 1 и 2 примерно на 0,15…0,25 диаметра детали. Шлифующий круг (а при наклонном расположении ножа оба круга) заправляют по форме однополого гиперболоида вращения для обеспечения линейного контакта со шлифуемой поверхностью.
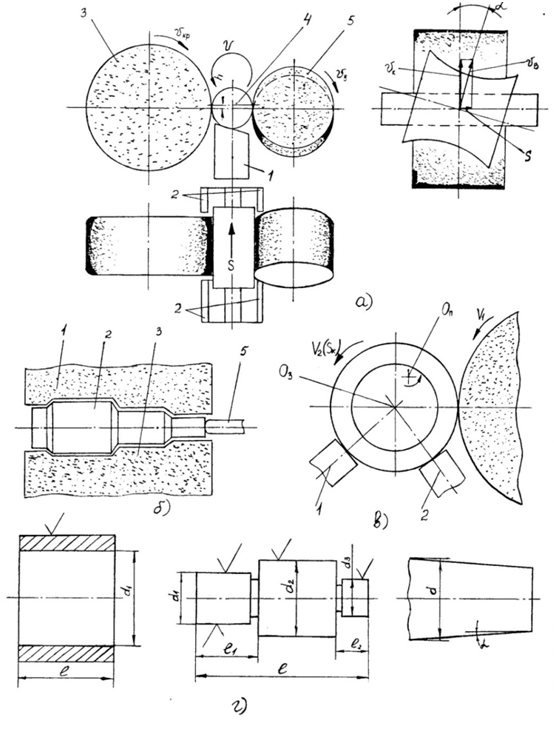
Рис. 6.3. Схема бесцентрового наружного шлифования:
а) на проход (с продольной подачей): 1 – опорный нож; 2 – направляющие линейки; 3,5 – шлифовальный и ведущий круги; 4 – заготовка.
б) врезное (с поперечной подачей): 1 – шлифовальный круг; 2 – заготовка; 3 – ведущий круг; 5 – выбрасыватель.
в) базирование на магнитных башмаках: 1,2 – башмаки; Оз – ось вращения заготовки; Оп – ось вращения патрона.
г) типовые поверхности, обрабатываемые на бесцентрово шлифовальных станках.
Кинематика станка (рис. 6.4). Главное движение В1 - вращение шлифовального круга 11 от электродвигателя М1.
Вращение ведущего круга В2 осуществляется от электродвигателя постоянного тока М2. Наладочное перемещение бабки ведущего круга 9 производит винтом 7.
Перемещение шлифовальной бабки П3. Ручное - от маховика Мх1 через червячную передачу на ходовой винт Р1. Толчковую подачу шлифовальной бабки производят рычагом через храповую собачку и храповое колесо и далее по кинематической цепи перемещения шлифовальной бабки.
Движение врезания шлифовальная бабка получает от гидроцилиндров ГЦ1 и ГЦ2. Ускоренный подвод осуществляется штоком гидроцилиндра ГЦ2. Поперечная подача осуществляется от гидроцилиндра ГЦ1, который перемещает клин 3, контактирующий со штоком гидроцилиндра ГЦ2, являющего продолжением винта Р3. Выхаживание происходит на упоре поз. 4 в конце поперечной подачи, когда прерывается контакт между клином и штоком гидроцилиндра ГЦ2.

Рис. 6.4. Структурная кинематическая схема бесцентрового шлифовального станка: 1 – механизм толчковой подачи; 2 – шлифовальная баба; 3 – копир; 4 – жесткий упор; 5 – механизм, быстрого перемещения шлифовальной бабки; 6 – механизм правки шлифовального круга; 7 – винт ручного перемещения; 8 – механизм правки ведущего круга; 9 – бабка ведущего круга; 10 – ведущий круг; 11 – шлифовальный круг.