

3 Вопрос
а)))Основные факторы, влияющие на силы резания:
Знание сил, действующих в процессе резания, необходимо для правильного расчета и выбора режущего инструмента и приспособлений, для определения мощности, затрачиваемой на резание, а также для правильной эксплуатации станка, инструмента и приспособлений.
В процессе резания на величину составляющих силы резания влияют обрабатываемый металл, глубина резания, подача, передний угол резца, главный угол резца в плане, радиус закругления при вершине резца, смазочно-охлаждающие жидкости, скорость резания и износ резца.
Физико-механические свойства обрабатываемого металла оказывают большое влияние на величину силы, затрачиваемой на образование стружки и величину деформаций. Чем больше предел прочности при растяжении σв и твердость обрабатываемого металла, тем больше Рz, Рy и Рx.
Увеличение глубины резания и подачи приводит к увеличению усилий, затрачиваемых на образование стружки.
Глубина резания больше влияет на силу резания, чем подача.
Чем меньше передний угол γ или чем больше угол резания (так как δ = 90°—γ), тем больше сопротивление резанию.
Изменение главного угла в плане φ влияет на силы Рy и Рx, а именно: с увеличением φ сила Рy резко уменьшается, а сила Рx — увеличивается. Для твердосплавных резцов при увеличении φ от 60 до 90° сила Рz практически остается постоянной.
При увеличении радиуса закругления r при вершине резца сила Рz и Рy возрастает, а Рx — уменьшается.
Смазочно-охлаждающие жидкости уменьшают силу Рz при тонких стружках, при увеличении толщины среза и скорости резания эффект применения жидкости уменьшается.
Увеличение скорости резания с v = 50 до 400—500 м/мин приводит к эффективному уменьшению силы Pz, после чего влияние скорости на уменьшение Pz незначительно.
При возрастании износа по задней поверхности значительно увеличиваются Рy и Рx.
На силы резания оказывает влияние материал режущей части резца. Для твердосплавных резцов силы резания несколько меньше, чем для резцов из быстрорежущей стали.
б))Силы резания:
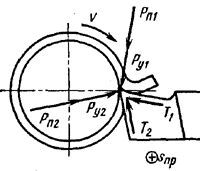
В результате сопротивления металла деформированию возникают реактивные силы, действующие на режущий инструмент. Это силы упругого (PУ1 и РУ2) и пластического (PП1 и РП2) деформирования, векторы которых направлены перпендикулярно к передней и главной задней поверхностям резца (рис. 1, а).
Наличие нормальных сил обусловливает возникновение сил трения (T1 и T2), направленных по передней и главной задней поверхностям инструмента. Указанную систему сил приводят к равнодействующей силе резания:
![]()
Считают, что точка приложения силы R находится на рабочей части главной режущей кромки инструмента (рис. 1, б). Абсолютная величина, точка приложения и направление равнодействующей силы резания R в процессе обработки переменны. Это можно объяснить неоднородностью структуры металла заготовки, переменной поверхностной твердостью материала заготовки, непостоянством срезаемого слоя металла (наличие штамповочных и литейных уклонов и др.), изменением углов g и a, в процессе резания. Для расчетов используют не равнодействующую силу резания, а ее составляющие, действующие по трем взаимно перпендикулярным направлениям — координатным осям металлорежущего станка. Для токарно-винторезного станка: ось х — линия центров станка, ось у — горизонтальная линия, перпендикулярная к линии центров станка, ось z — линия, перпендикулярная к плоскости хоу (рис.1, б).
|
Рис.
1(а). Силы, действующие на резец
|
Рис.
1(б). Разложение силы резания на
составляющие
|
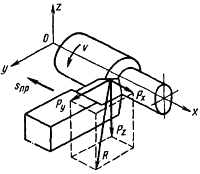
Вертикальная составляющая силы резания РZ действует в плоскости резания в направлении главного движения (по оси Z). По силе определяют крутящий момент на шпинделе станка и эффективную мощность резания.
Радиальная составляющая силы резания РУ действует в плоскости хоу перпендикулярно к оси заготовки. По силе РУ определяют величину деформации изгиба заготовки в плоскости хоу.
Силы, действующие на резец РХ действует в плоскости хоу, вдоль оси заготовки. По силе РХ рассчитывают механизм подачи станка и изгибающий момент, действующий на стержень резца. По величине деформации заготовки от сил РZ и РУ рассчитывают ожидаемую точность размерной обработки заготовки и погрешность её геометрической формы. По величине суммарного изгибающего момента от сил РZ и РХ рассчитывают стержень резца на прочность.
Равнодействующая сила резания, Н:
![]()
Силу РZ, Н, определяют по эмпирической формуле