

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение
высшего профессионального образования
ВОРОНЕЖСКАЯ ГОСУДАРСТВЕННАЯ ТЕХНОЛОГИЧЕСКАЯ АКАДЕМИЯ
Производственный процесс
ЕГО СТРУКТУРА И ОРГАНИЗАЦИЯ
Методические указания
к выполнению контрольной работы № 1 по дисциплине
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Для студентов специальностей
080502 - «Экономика и управление на предприятии
(в пищевой промышленности)»
Воронеж, 2006
УДК 347+35(07)
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС ЕГО СТРУКТУРА И ОРГАНИЗАЦИЯ: Методические указания к выполнению контрольной работы № 1 по дисциплине «ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА». / Воронеж. гос. технол. акад.: Сост. В.М Самойлов, Ю.А. Сорокин. Воронеж, 2006. 11 с.
Методические указания к выполнению контрольной работы № 1 разработаны в соответствии с требованиями, предъявляемыми квалификационной характеристикой ГОС ВПО подготовки экономиста по специальности 080502 - «Экономика и управление на предприятии (в пищевой промышленности)».
Представленные в методическом указании задачи предназначены для закрепления теоретических знаний дисциплины цикла СД применительно к конкретным ситуациям организации производственного процесса на предприятии.
Библиогр.: 12 назв.
Составители: доценты В.М. САМОЙЛОВ,
Ст. Преподаватель ю.А. Сорокин
Научный редактор проф., д.э.н. В.М. БАУТИН
Рецензент проф., д.э.н. В.П. ВОРОНИН
Печатается по решению
редакционно-издательского совета
Воронежской государственной технологической академии
Воронежская
государственная
технологическая
академия, 2006
Тема контрольной работы расчет времени обработки партии изделий Теоретические пояснения к теме
В процессе обработки единицы или партии сырья и материалов перемещаются от одного рабочего места к другому. При этом различают три вида движения предметов труда в процессе производства: последовательный, параллельный и параллельно-последовательный.
Последовательный вид движения предметов труда характеризуется тем, что на каждой операции обработка изделий ведется партиями, и передача на следующую операцию осуществляется только после обработки всей партии.
График последовательного вида движения предметов труда на пяти производственных операциях длительностью ti = 6, 4, 8, 2, 4 мин. приведен на рисунке 1.
m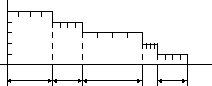
1
2
3
4
5 t
4х6=24 4х4=16 4х8=32 4х2=8 4х4=16
Рисунок 1 - График последовательного вида движения
предметов труда
Время обработки партии изделий на операциях производственного процесса при последовательном виде движения предметов труда, определяется по формуле:
![]()
где n - количество изделий в партии;
ti - длительность производственной операции, мин;
m- количество операций в процессе.
Параллельный вид движения предметов труда (рис.2) характеризуется тем, что предметы труда передаются с предыдущей операции на последующую поштучно сразу после окончания их обработки.
m
1







2









3






4








5







 t
t






 6+4+8+2+4=24 8х3 =24
6+4+8+2+4=24 8х3 =24
Рисунок 2 - График параллельного вида движения
предметов труда
Время обработки партии изделий при параллельном виде движения предметов труда, определяется по формуле:
![]()
где tгл - время наиболее длительной операции условно принятой за главную, мин.
При параллельном виде движения предметов труда значительно сокращается длительность обработки партии изделий. Однако неравенство времени обработки по операциям приводит к перерывам в работе машин на операциях менее продолжительных, чем главная операция, величина которых определяется по формуле:
i = tгл - ti.
Величина перерывов, повторяющихся с каждым изделием, на первой операции составляет 1 = 8-6 = 2 мин, на второй 2 = 8-4 = 4 мин, на четвертой 4 = 8-2 = 6 мин и на пятой 5 = 8-4 = 4 мин.
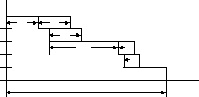
Параллельно-последовательный вид движения предметов труда (рис.3) характеризуется тем, что предметы труда, обработанные на длинной операции, передаются для обработки на короткую операцию передаточными партиями, а с короткой на длинную - поштучно.
Длинной операцией называется такая, которая находится между двумя короткими, а короткой - операция между двумя длинными. Чтобы определить, какие из данных операций длинные, а какие короткие, надо перед первой и после последней поставить нуль. В нашем примере (0-6-4-8-2-4-0) длинными будут первая (6), третья (8) и пятая (4) операции, а короткими - вторая (4) и четвертая (2).
m
1 12 12
2 12
3 26 6
4 6
5 t
96-12-12-6-6 = 60
Рисунок 3 - График параллельно-последовательного вида
движения предметов труда
Время начала короткой операции после начала длинной (время запуска в производство партии изделий) определяется по формуле:
tн = tдлn - tкор( n - 1 ) ,
где tдл - продолжительность длинной операции, мин;
tкор - продолжительность короткой операции, мин;
n - количество изделий в партии.
Вторая операция (короткая) должна начаться после начала длинной, через tн = 6•4 - 4(4-1) = 12 (мин), а четвертая - через tн = 8•4 - 2(4-1) = 26 (мин).
Количество передаваемых изделий с длинной операции на короткую (партию запуска) можно определить как целую часть числа, полученного от деления tн на tдл:
nзап i = Int(tн i / tдл i-1) .
Продолжительность обработки партии предметов труда при параллельно-последовательном виде движения меньше, чем при последовательном, на время параллельно выполняемых операций.
Время параллельного выполнения смежных операций составляет 36 мин.: первой и второй - 12 мин., второй и третьей - 12, третьей и четвертой - 6, четвертой и пятой - 6 мин.
Длительность обработки партии предметов труда при параллельно-последовательном виде движения может быть определена двумя способами:
1)
![]()
где
![]() -
время параллельного выполнения смежных
операций, мин.
-
время параллельного выполнения смежных
операций, мин.
2)
![]()