

229
Герметизация является завершающим технологическим процессом изготовления полупроводниковых приборов и ИМС, её проводят для полной изоляции элементов, компонентов, кристаллов и электрических соединений от окружающей среды, содержащей влагу, а также активные вещества, способные вызвать коррозию, химические взаимодействия и, как следствие, привести к выходу изделий из строя.
Технологические способы герметизации микросхем должны удовлетворять следующим общим требованиям:
обеспечивать прочность и сохранять герметичность во всем температурном диапазоне работы схемы;
не вызывать нагрева активных элементов свыше 300°С;
не вызывать выделения газов и паров металлы внутри корпуса;
выполняться в среде очищенного и осушенного воздуха, азота или инертного газа с точкой росы не выше –25°С;
обеспечивать возможность механизации и автоматизации.
Особенно опасно воздействие на элементы микроэлектронных устройств влаги.
При этом все герметизирующие изделия можно подразделить на две принципиально различные группы:
1.Полые конструкции, в которых рабочая поверхность изделия не контактирует непосредственно с герметизирующим материалом;
2.Конструкции без внутренних газовых полостей, в которых герметизирующий материал контактирует с рабочей поверхностью изделия (монолитные конструкции).
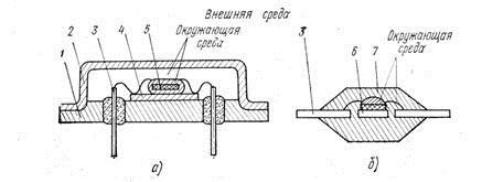
К первой группе относятся металлостеклянные, керамические, пластмассовые и другие корпуса, вторая группа состоит из бескорпусных изделий и монолитных пластмассовых корпусов (рис. 14.13).
Рис. 14.13 а – полый металлостеклянный корпус; б – монолитный пластмассовый:
1 – основание; 2 – крышка; 3 – выводы; 4 – подложка; 5 – навесной компонент с герметизирующим покрытием; 6 – кристаллодержатель с ИС и эластичным подслоем; 7 – пластмассовая оболочка
14.3. Монтаж приборов в корпус
Микросхемы выпускаются в двух конструктивных вариантах – корпусном и бескорпусном.
230
Бескорпусная микросхема – это полупроводниковый кристалл, предназначенный для монтажа в гибридную микросхему или микросборку.
Корпус имеет выводы, с помощью которых микросхему монтируют на печатную плату. Контактные площадки платы ИС электрически соединены с выводами корпуса.
Герметизация в корпусы предполагает предварительное изготовление основания с изолированными выводами, крышки корпуса, вспомогательных деталей.
В зависимости от материалов корпуса делятся на следующие типы:
металлостеклянные, стеклянные, керамические, металлополимерные, пластмассовые, полимерные.
Наиболее дешевыми являются полимерные корпуса, получаемые путем опрессовки микросхемы компаундом. Полимерные корпуса используют в основном для толстопленочных гибридных и полупроводниковых интегральных микросхем, работающих в нормальных условиях (промышленная и бытовая аппаратура).
корпуса
металлостеклянные  стеклянные
стеклянные
керамические |
|
|
|
металлополимерные |
|
|
|
||
|
|
|
|
|
пластмассовые  полимерные
полимерные
Рис. 14.14.
Основные требования, предъявляемые к корпусу, следующие:
механическая прочность и герметичность, обеспечивающие надежную защиту микросхемы от воздействия окружающей среды и механических повреждений;
высокая теплопроводность;
возможность надежного электрического соединения контактных площадок микросхем с выводами корпуса;
возможность надежного крепления микросхемы при монтаже в аппаратуре;
простота изготовления и герметизации;
низкая стоимость.
Металлические детали корпусов изготавливают холодной штамповкой на механических штампах; металлостеклянные узлы получают сплавлением в конвейерных печах; детали из вакуум-плотной керамики изготавливают методом горячего литья. Для соединения керамических деталей с металлическими керамику металлизируют с помощью паст или фольги.
231
Для герметизации применяют те же методы, что и для других операций сборки: сварку, пайку и склеивание (рис. 14.15).
Пайка и сварка позволяют получать вакуум герметичные соединения. Склеивание – самый простой и экономичный метод, однако он не позволяет получать герметичные соединения.
Корпуса стандартизованы для упрощения технологического процесса изготовления изделий из разных микросхем. Число стандартных корпусов исчисляется сотнями (рис. 14.16 и 14.17).
Рис. 14.15. Классификация методов и способов герметизации ИМ в корпуса
Рис. 14.16. Схемы конструкций корпусов микросхем:
а, б, в – металлостеклянных; г – стеклянного; д – керамического; е, ж – металлополимерных; з –пластмассового; и, к – полимерных

232
Рис. 14.17 Современные интегральные микросхемы, предназначенные для поверхностного монтажа
Можно выделить 4 типа корпусов:
с вертикальными выводами, расположенными перпендикулярно
плоскости корпуса интегральной |
микросхемы, |
|
||
с |
плоскими |
выводами, |
выходящими |
параллельно |
корпусу интегральной микросхемы, |
|
|
||
безвыводные корпуса (металлизация контактных площадок на боковых стенках корпуса)
с шариковыми выводами на нижней плоскости корпуса
С вертикальными выводами
DIP – (Dual Inline Package) – корпус с двумя рядами контактов (рис. 14.18). В зависимости от материала корпуса выделяют два варианта исполнения:
Рис. 14.18 Корпус DIP – (Dual Inline Package)
• PDIP (Plastic DIP) – имеет пластиковый корпус; CDIP (Ceramic DIP) –
имеет керамический корпус;
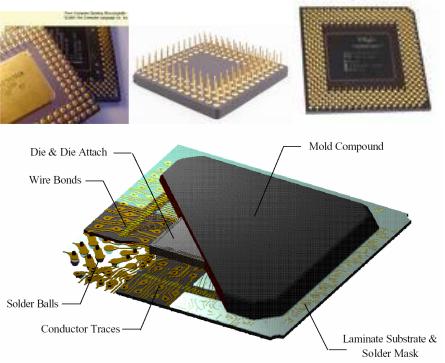
PGA – (Pin Grid Array) – корпус с матрицей выводов (рис. 14.19).
233
Рис. 14.19 Корпус PGA (Pin Grid Array)
Представляет собой квадратный или прямоугольный корпус с расположенными в нижней части штырьковыми контактами. В современных процессорах контакты расположены в шахматном порядке. В зависимости от материала корпуса выделяют три варианта исполнения:
•PPGA (Plastic PGA) – имеет пластиковый корпус;
•CPGA (Ceramic PGA) – имеет керамический корпус;
•OPGA (Organic PGA) – имеет корпус из органического материала; Существуют следующие модификации корпуса PGA:
•FCPGA (Flip-Chip PGA) – в данном корпусе открытый кристалл процессора расположен на верхней части корпуса. • FCPGA2 (Flip-Chip PGA 2) – отличается от FCPGA наличием теплораспределителя, закрывающего кристалл процессора.
•μFCPGA (Micro Flip-Chip PGA) – компактный вариант корпуса FCPGA.
•μPGA (Micro PGA) – компактный вариант корпуса FCPGA2.
Для обозначения корпусов с контактами, расположенными в шахматном порядке иногда используется аббревиатура SPGA (Staggered PGA).
С плоскими выводами
PLCC – (Plastic Leaded Chip Carrier) (рис. 14.20) и СLCC
представляют собой квадратный корпус с расположенными по краям контактами, предназначенный для установки в специальную панель (часто называемую «кроваткой»). В настоящее время широкое распространение получили микросхемы флэш-памяти в корпусе PLCC, используемые в качестве микросхемы BIOS на системных платах.
QFP – (Quad Flat Package) – семейство корпусов микросхем, имеющих планарные выводы, расположенные по всем четырём сторонам (рис. 14.21).

234
Микросхемы в таких корпусах предназначены только для поверхностного монтажа; установка в разъём или монтаж в отверстия штатно не предусмотрен, хотя переходные коммутационные устройства существуют. Количество выводов QFP микросхем обычно не превышает 200, с шагом от
0,4 до 1,0 мм.
Рис. 14.20 PLCC – (Plastic Leaded Chip Carrier)
Рис. 14.21 Корпус QFP – (Quad Flat Package)
Безвыводные корпуса
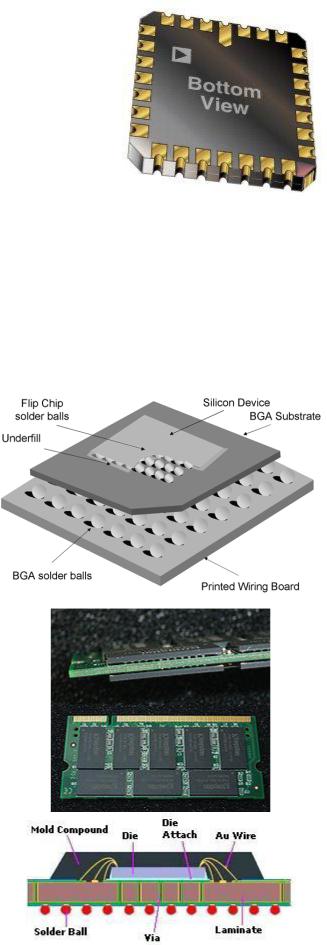
LCC – (Ceramic Leadless Chip Carrier Packages (CLCCs) – представляет собой низкопрофильный квадратный керамический корпус с расположенными на его нижней части контактами, предназначенный для поверхностного монтажа (рис. 14.22).
С шариковыми выводами
BGA – (Ball Grid Array – массив шариков) – представляет собой корпус PGA, в котором штырьковые контакты заменены на шарики припоя (рис. 14.23). Предназначен для поверхностного монтажа. Чаще всего используется в мобильных процессорах, чипсетах и современных графических процессорах. Существуют следующие варианты корпуса BGA:
235
Рис. 14.22. LCC – (Ceramic Leadless Chip Carrier Packages (CLCCs)
•FCBGA (Flip-Chip BGA) – в данном корпусе открытый кристалл процессора расположен на верхней части корпуса, изготовленного из органического материала.
•μBGA (Micro BGA) и μFCBGA (Micro Flip-Chip BGA) – компактные варианты корпуса.
•HSBGA Flip-chip – открытый кристалл процессора расположен на верхней части корпуса.
Рис. 14.23. BGA – (Ball Grid Array)