

Виды сварных швов приведены на рисунке ниже.

Виды сварных соединений
В зависимости от характера сопряжения свариваемых деталей различают следующие виды сварных соединений:
стыковые соединения;
угловые соединения;
тавровые соединения;
нахлесточные соединения;
торцовые соединения.
Стыковым соединением называется сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями и размещенных на одной поверхности или в одной плоскости. Основные виды стыковых сварных соединений представлены на рисунке ниже.

Угловым соединением называется сварное соединение двух элементов, размещенных под углом и сваренных в месте примыкания их краев.
Тавровым соединением называется такое сварное соединение, в котором торец одного элемента примыкает под углом и присоединен к боковой поверхности другого элемента.
Основные виды угловых и тавровых сварных соединений продемонстрированы на рисунке ниже.

Нахлесточным соединением называется сварное соединение параллельно размещенных и частично перекрывающихся элементов.
Торцовым соединением называется такое сварное соединение, в котором боковые поверхности элементов примыкают друг к другу

Сварные соединения и швы классифицируются по следующим основным признакам:
![]() виду соединения;
виду соединения;
![]() положению, в котором выполняется
сварка;
положению, в котором выполняется
сварка;![]() конфигурации и протяженности;
конфигурации и протяженности;![]() применяемому виду сварки;
применяемому виду сварки;![]() способу
удержания расплавленного металла
шва;
способу
удержания расплавленного металла
шва;![]() количеству
наложения слоев;
количеству
наложения слоев;![]() применяемому
для сварки материалу;
применяемому
для сварки материалу;![]() расположению
свариваемых деталей относительно друг
друга;
расположению
свариваемых деталей относительно друг
друга;![]() действующему
на шов усилию;
действующему
на шов усилию;![]() объему
наплавленного металла;
объему
наплавленного металла;![]() форме
свариваемой конструкции;
форме
свариваемой конструкции;![]() форме
подготовленных кромок под сварку
форме
подготовленных кромок под сварку
Источники питания для сварки
Классификация источников питания для сварки.
![]() трансформаторы
(предназначены для сварки на переменном
токе);
трансформаторы
(предназначены для сварки на переменном
токе);
![]() выпрямители
(предназначены для сварки на постоянном
токе);
выпрямители
(предназначены для сварки на постоянном
токе);
![]() инверторы
(для
сварки на постоянном токе - постоянный
ток получают по инверторной схеме).
инверторы
(для
сварки на постоянном токе - постоянный
ток получают по инверторной схеме).
Требования к источникам питания для дуговой сварки
Важными параметрами процесса сварки являются вольтамперная характеристика сварочной дуги и внешняя характеристика источника питания. От их согласования во многом зависят устойчивость горения дуги и стабильность протекания процесса сварки.
На рис.1 показаны вольтамперные характеристики дуги, представляющие собой зависимость между напряжением UД и током IД при различной длине дуги l(l2>l1). Вольтамперная характеристика дуги нелинейная, поскольку в общем случае электрический ток в газах не подчиняется закону Ома (дуга является электрическим разрядом в газе, и ее сопротивление не равняется постоянной величине).
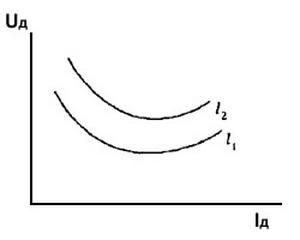
Рис.1 Вольтамперные характеристики дуги
При малых токах (примерно до 100А) с его увеличением интенсивно возрастают степень ионизации и число заряженных частиц. Сопротивление столба дуги уменьшается, и для поддержания тока необходимо меньшее напряжение.
При возрастании тока увеличение степени ионизации происходит медленнее, рост количества носителей заряда уменьшается, и напряжение дуги становится мало зависящим от тока.
При больших плотностях тока степень ионизации высокая, дуга не расширяется, так как ограничена диаметром электрода, и ее сопротивление становится постоянным. На этом участке она подчиняется закону Ома - ток и напряжение прямо пропорциональны.
Для каждого способа сварки наиболее характерен свой участок характеристики дуги. Например, при ручной сварке покрытыми электродами и неплавящимся электродом в среде аргона сила тока относительно невелика, а диаметр электрода значителен. Эти условия соответствуют подающему участку характеристики дуги.
При сварке под флюсом сила тока больше, чем при ручной сварке, поэтому характеристика переходит на пологий и частично на возрастающий участок. Сварка в углекислом газе характеризуется применением проволок малого диаметра, что пропорционально квадрату диаметра увеличивает плотность тока. Характеристика дуги становится возрастающей.