

Автоматическая и полуавтоматическая сварка
Автоматы и их основные узлы. Автоматом для дуговой сварки называют устройство, механизирующее возбуждение и поддержание дуги, перемещение ее вдоль линии соединения и подачу сварочных материалов в зону плавления.
П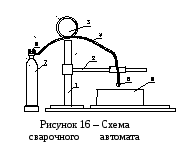 одавляющее
большинство автоматов предназначено
для сварки плавящимся электродом –
проволокой. Такой автомат (рисунок 16)
представляет собой укрепленную на
основании стойку 1, по которой в
вертикальном направлении может
перемещаться рейка 2. Эта рейка имеет
возможность поворачиваться относительно
оси стойки. По реке 2 перемещается каретка
5, к которой подводится шланг 4, подводящий
сварочную проволоку и углекислый газ
в зону сварки. Углекислый газ подается
в шланг из баллона 7 через редуктор 8.
Необходимость применения редуктора
обусловлена тем, что давление газа в
баллоне порядка 200 ати, а для сварочного
процесса достаточно давления в 0.2 ати.
Проволока при помощи механизма подачи
сматывается с барабана 3. Механизм подачи
проволоки представляет собой пару или
несколько последовательно стоящих пар
роликов, вращаемых электромотором через
редуктор. Ролики зажимают проволоку,
вытягивают ее с катушки и проталкивают
в мундштук. Расстояние от места подвода
тока к проволоке до дуги не превышает
нескольких сантиметров. Поэтому потери
напряжения из-за сопротивления проволоки
малы и можно работать на гораздо больших
плотностях тока, чем при ручной сварке.
Так, сварку проволокой диаметром 1 мм
выполняют токами до 450 А, то есть
значительно большими, чем при ручной
сварке электродами диаметром 5 мм.
Вследствие этого, производительность
и глубина проплавления при автоматической
сварке гораздо больше, чем при ручной.
Немаловажно также, что время подготовки
сварщика для работы на автомате гораздо
меньше, чем для ручной дуговой сварки.
одавляющее
большинство автоматов предназначено
для сварки плавящимся электродом –
проволокой. Такой автомат (рисунок 16)
представляет собой укрепленную на
основании стойку 1, по которой в
вертикальном направлении может
перемещаться рейка 2. Эта рейка имеет
возможность поворачиваться относительно
оси стойки. По реке 2 перемещается каретка
5, к которой подводится шланг 4, подводящий
сварочную проволоку и углекислый газ
в зону сварки. Углекислый газ подается
в шланг из баллона 7 через редуктор 8.
Необходимость применения редуктора
обусловлена тем, что давление газа в
баллоне порядка 200 ати, а для сварочного
процесса достаточно давления в 0.2 ати.
Проволока при помощи механизма подачи
сматывается с барабана 3. Механизм подачи
проволоки представляет собой пару или
несколько последовательно стоящих пар
роликов, вращаемых электромотором через
редуктор. Ролики зажимают проволоку,
вытягивают ее с катушки и проталкивают
в мундштук. Расстояние от места подвода
тока к проволоке до дуги не превышает
нескольких сантиметров. Поэтому потери
напряжения из-за сопротивления проволоки
малы и можно работать на гораздо больших
плотностях тока, чем при ручной сварке.
Так, сварку проволокой диаметром 1 мм
выполняют токами до 450 А, то есть
значительно большими, чем при ручной
сварке электродами диаметром 5 мм.
Вследствие этого, производительность
и глубина проплавления при автоматической
сварке гораздо больше, чем при ручной.
Немаловажно также, что время подготовки
сварщика для работы на автомате гораздо
меньше, чем для ручной дуговой сварки.
Автоматы, в которых перечисленные узлы установлены на самоходной тележке с приводом от электромотора, которая перемещается автоматически вдоль свариваемого стыка, называются самоходными. Автоматы, перемещающиеся непосредственно по изделию или по направляющим, укладываемым на изделие или рядом с ним, называются сварочными тракторами. Прочие самоходные автоматы перемещаются только по направляющим сварочной установки. Конструкция направляющих зависит от формы стыка. Для сварки прямолинейных швов часто применяют консольные направляющие. Они позволяют сваривать и кольцевые поворотные швы: каретка стоит неподвижно, а изделие под ней поворачивают.
Несамоходные (подвесные) сварочные автоматы перемещаются вдоль шва механизмами, входящими в состав сварочного станка или установки.
Механизмы подачи электродной проволоки. Во время работы автомата режим сварки необходимо поддерживать постоянным, чтобы обеспечить постоянство геометрических размеров и качество шва. Другими словами, сварочный ток, напряжение и длина дуги должны быть неизменными. Поэтому любой механизм подачи электродной проволоки должен подавать ее со скоростью точно равной скорости плавления. Неравенство этих скоростей приводит к удлинению и обрыву дуги или к короткому замыканию (проволока упрется в изделие). Равенство скоростей плавления и подачи проволоки в сварочных автоматах обеспечивают двумя способами:
а) скорость плавления проволоки, т. е. сварочный ток, поддерживают постоянным, а скорость подачи проволоки в процессе сварки регулируют. Такие автоматы называют автоматами с регулируемой скоростью подачи проволоки;
б) проволоку подают с постоянной скоростью, а сварочный ток, т. е. скорость плавления, регулируют в процессе сварки. Такие автоматы называются автоматами с постоянной скоростью подачи проволоки.
Р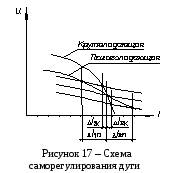 абота
автоматов с регулируемой скоростью
подачи проволоки основана на линейной
зависимости напряжения дуги от ее длины
при заданном токе:
абота
автоматов с регулируемой скоростью
подачи проволоки основана на линейной
зависимости напряжения дуги от ее длины
при заданном токе:![]() .
Значит, постоянство напряжения на дуге
обеспечивает постоянство ее длины. В
механизме подачи проволоки таких
автоматов используют электромотор
постоянного тока с двумя обмотками
возбуждения. Одна обмотка (независимая)
питается от выпрямителя, вторая обмотка
(дуговая) через выпрямительный блок
подключена параллельно дуге. Магнитные
потоки обмоток направлены встречно,
причем, чем больше поток дуговой обмотки,
тем больше скорость подачи проволоки.
Магнитный поток независимой обмотки
препятствует подаче проволоки. Если
скорость плавления проволоки по
каким-то случайным причинам окажется
больше скорости подачи, то длина дуги
увеличится, в результате возрастут
напряжение на дуге, ток в дуговой обмотке
и повысится скорость подачи проволоки.
Если же длина дуги уменьшится, то
напряжение дуги и магнитный поток
дуговой обмотки уменьшатся, замедляя
подачу проволоки и восстанавливая
заданную длину дуги. Задают длину дуги
изменением тока независимой обмотки с
помощью реостата.
.
Значит, постоянство напряжения на дуге
обеспечивает постоянство ее длины. В
механизме подачи проволоки таких
автоматов используют электромотор
постоянного тока с двумя обмотками
возбуждения. Одна обмотка (независимая)
питается от выпрямителя, вторая обмотка
(дуговая) через выпрямительный блок
подключена параллельно дуге. Магнитные
потоки обмоток направлены встречно,
причем, чем больше поток дуговой обмотки,
тем больше скорость подачи проволоки.
Магнитный поток независимой обмотки
препятствует подаче проволоки. Если
скорость плавления проволоки по
каким-то случайным причинам окажется
больше скорости подачи, то длина дуги
увеличится, в результате возрастут
напряжение на дуге, ток в дуговой обмотке
и повысится скорость подачи проволоки.
Если же длина дуги уменьшится, то
напряжение дуги и магнитный поток
дуговой обмотки уменьшатся, замедляя
подачу проволоки и восстанавливая
заданную длину дуги. Задают длину дуги
изменением тока независимой обмотки с
помощью реостата.
Работа автоматов с постоянной скоростью подачи проволоки основана на явлении саморегулирования дуги, открытом в 1942 г. В. И. Дятловым. Суть его в следующем. При увеличении длины дуги точка пересечения статической характеристики дуги с внешней характеристикой источника питания смещается в сторону уменьшения тока (рисунок 17). При увеличении длины дуги эта точка пересечения смещается в сторону уменьшения тока. Таким образом, возрастание длины дуги приводит к снижению скорости плавления проволоки, а уменьшение длины дуги к увеличению скорости плавления. Если в исходный момент скорость плавления была равна скорости подачи проволоки, то при случайных отклонениях длины дуги скорость плавления самопроизвольно меняется в сторону восстановления исходной длины дуги. Если используют источник питания с крутопадающей характеристикой, то абсолютные изменения скорости плавления при изменении длины дуги малы, и практически не ощутимы. Если же источник питания имеет пологопадающую или жесткую характеристику, то малейшее изменение длины дуги приводит к значительному изменению сварочного тока и быстрому восстановлению длины дуги. Эффективность саморегулирования тем больше, чем больше плотность тока и чем больше изменение тока при колебаниях длины дуги, то есть чем меньше крутизна внешней характеристики источника.
К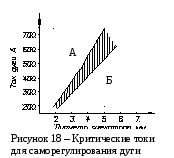 ак
правило, в приводе механизмов подачи
проволоки с постоянной скоростью
используют асинхронные двигатели
переменного тока. Скорость подачи
проволоки устанавливают предварительно,
меняя коэффициент передачи редуктора.
Длина дуги и сварочный ток самоустанавливаются
в процессе сварки сообразно скорости
подачи проволоки и внешней характеристике
источника питания. Автоматы с постоянной
скоростью подачи проволоки конструктивно
проще и надежнее в эксплуатации, чем
автоматы с регулируемой скоростью
проволоки. Поэтому автоматов с постоянной
скоростью подачи проволоки большинство.
Но установлено, что саморегулирование
дуги достаточно эффективно только при
токах, превышающих минимальные для
данного диаметра проволоки – выше
кривой А на рисунке 18. При сварочных
токах в интервале между кривыми А и Б
восстановление режима после случайных
изменений недопустимо затягивается.
Ниже кривой Б устойчивость дуги
недостаточна для нормальной работы и
нужны автоматы с регулируемой скоростью
подачи проволоки. Кроме того, автоматы
с регулируемой скоростью проще настраивать
при сварке разных изделий.
ак
правило, в приводе механизмов подачи
проволоки с постоянной скоростью
используют асинхронные двигатели
переменного тока. Скорость подачи
проволоки устанавливают предварительно,
меняя коэффициент передачи редуктора.
Длина дуги и сварочный ток самоустанавливаются
в процессе сварки сообразно скорости
подачи проволоки и внешней характеристике
источника питания. Автоматы с постоянной
скоростью подачи проволоки конструктивно
проще и надежнее в эксплуатации, чем
автоматы с регулируемой скоростью
проволоки. Поэтому автоматов с постоянной
скоростью подачи проволоки большинство.
Но установлено, что саморегулирование
дуги достаточно эффективно только при
токах, превышающих минимальные для
данного диаметра проволоки – выше
кривой А на рисунке 18. При сварочных
токах в интервале между кривыми А и Б
восстановление режима после случайных
изменений недопустимо затягивается.
Ниже кривой Б устойчивость дуги
недостаточна для нормальной работы и
нужны автоматы с регулируемой скоростью
подачи проволоки. Кроме того, автоматы
с регулируемой скоростью проще настраивать
при сварке разных изделий.
Шланговые полуавтоматы. Автоматическая сварка не всегда осуществима и целесообразна. Она выгодна при выполнении длинных прямолинейных и круговых швов, а также при выполнении коротких швов на небольших массовых изделиях, подкладываемых под автомат. В противном случае время на перестановку и настройку автомата перекрывает выигрыш в производительности автоматической сварки по сравнению с ручной.
Достоинства автоматической сварки (производительность и глубокий провар) в сочетании с гибкостью ручной в значительной степени сочетает сварка с помощью шланговых полуавтоматов, В них механизм подачи электродной проволоки принципиально такой же, как в сварочных автоматах, проталкивает проволоку по гибкому шлангу в горелку, которую держит в руке сварщик. Таким образом, шланговый автомат подачу сварочной проволоки в дугу, а перемещение дуги вдоль шва сварщик производит вручную. Для первичной ионизации в горелку подают углекислый газ, который попутно защищает сварочную ванну от взаимодействия с кислородом воздуха или устанавливают на ней воронку с флюсом, который выполняет те же функции.
Подавляющее большинство горелок комплектуют шлангами длиной 3 м (предельная длина шлангов 4 – 5 м) Шланг состоит из направляющей трубки (сплошной полимерной или стальной спиральной), защитных слоев, токоведущих гибких жил, трех проводов управления и, наконец, наружного защитного слоя.
Сварку выполняют тонкой проволокой – сплошной диаметром 0,8 – 2 мм, порошковой – диаметром до 3,5 мм, которая не ухудшает гибкость шланга. Плотность тока при сварке велика – до 200 А/мм2, поэтому саморегулирование длины дуги идет очень быстро. Это позволяет при ручном перемещении горелки использовать механизмы подачи проволоки с постоянной скоростью. Случайные колебания длины дуги из-за ручного ведения горелки легко компенсируются саморегулированием дуги.
Источниками питания при полуавтоматической сварке обычно служат сварочные трансформаторы и выпрямители на номинальные токи от 300 до 500 А. Механизмы подачи полуавтоматов гораздо меньше и легче, чем у автоматов, так как рассчитаны на проволоку только малого диаметра. Масса их для разных отечественных полуавтоматов колеблется в пределах 12 – 25 кг – их легко переносить или перевозить на тележке. Для сварки на монтаже в небольших количествах выпускают ранцевые полуавтоматы, масса механизма подачи которых составляет 5 – 7 кг. Их сварщик надевает на спину как рюкзак. Сварочные провода позволяют относить механизм подачи на расстояния примерно до 50 м от источника питания.
Производительность полуавтоматической сварки плавящимся электродом в 2 – 3 раза превышает производительность ручной сварки покрытыми электродами.