

Попов. восстан детал
.pdf,
(2.25)
где Иmin – минимальный односторонний износ, мм. Число ремонтных размеров:
для вала
; |
(2.26) |
для отверстия
, |
(2.27) |
где γ = 2·(βИmax + z) – ремонтный интервал; Dmin, Dmax – соответственно минимально допустимый диаметр для вала и максимально допустимый
диаметр для отверстия, определяемые из условия прочности или нарушения толщины термообработанного слоя.
Рис. 2.44. Схема к расчету ремонтных размеров:
а – для вала; б – для отверстия
Ремонтный интервал зависит от величины износа поверхности детали за межремонтный пробег автомобиля, припуска на механическую обработку. Значения ремонтных интервалов должны быть регламенти-
131
рованы соответствующими техническими условиями или руководствами по ремонту.
2.10.2. ПОСТАНОВКА ДОПОЛНИТЕЛЬНОЙ РЕМОНТНОЙ ДЕТАЛИ
Способ дополнительных ремонтных деталей (ДРД) применяют для восстановления резьбовых и гладких отверстий в корпусных деталях, шеек валов и осей, зубчатых зацеплений, изношенных плоскостей.
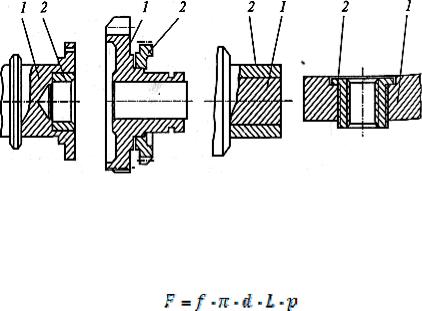
При восстановлении детали изношенная поверхность обрабатывается под больший (отверстие) или меньший (вал) размер и на нее устанавливается специально изготовленная ДРД: ввертыш, втулка, насадка, компенсирующая шайба или планка (рис. 2.45). Крепление ДРД на основной детали производится напрессовкой с гарантированным натягом, приваркой, стопорными винтами, клеевыми композициями, на резьбе. При выборе материала для дополнительных деталей следует учитывать условия их работы и обеспечивать срок службы до очередного ремонта. После установки рабочие поверхности дополнительных деталей обрабатываются под номинальный размер с соблюдением требуемой точности и шероховатости.
Рис. 2.45 Восстановление изношенных отверстий (а), шестерен (б), шеек цапф (в), резьб (г) постановкой дополнительных деталей:
1 – изношенная деталь; 2 – дополнительная деталь
Усилие запрессовки F подсчитывают по формуле
, |
(2.28) |
гдe f = 0,08...0,10 – коэффициент трения; d – диаметр контактирующих поверхностей, мм; L – длина запрессовки, мм; р – удельное контактное давление сжатия, кгс/мм2.
Диаметр контактирующей поверхности: для вала
132
; |
(2.29) |
для втулки
, |
(2.30) |
где dн.о, dв.о – соответственно нижнее и верхнее предельные отклонения вала и втулки, мм; δ – толщина втулки, мм.
Значение минимально допустимой толщины втулки определяют из условия прочности
, |
(2.31) |
где n = σт/[σ] – запас прочности; [σ] – допускаемое напряжение, кгс/см2; σт – предел текучести для материала втулки, кгс/см2.
Красчетной толщине втулки δ необходимо прибавить припуск на
еемеханическую обработку после запрессовки.
Удельное контактное давление сжатия между деталями
, |
(2.32) |
где – максимальный расчетный натяг, мкм; С1 и С2 – коэффициенты охватываемой и охватывающей детали; Е1 и Е2 – модули упругости материала охватываемой и охватывающей детали, кгс/мм2:
, |
(2.33) |
где d0 – диаметр отверстия охватываемой детали (для вала d0 = 0), мм; D – наружный диаметр охватывающей детали, мм; μ1, и μ2 – коэффициенты Пуассона для охватываемой и охватывающей детали (для стали –
0,3; для чугуна – 0,25).
Если для постановки ДРД используются тепловые методы сборки, то температуру нагрева охватывающей детали или охлаждения охватываемой детали определяют по формуле
133
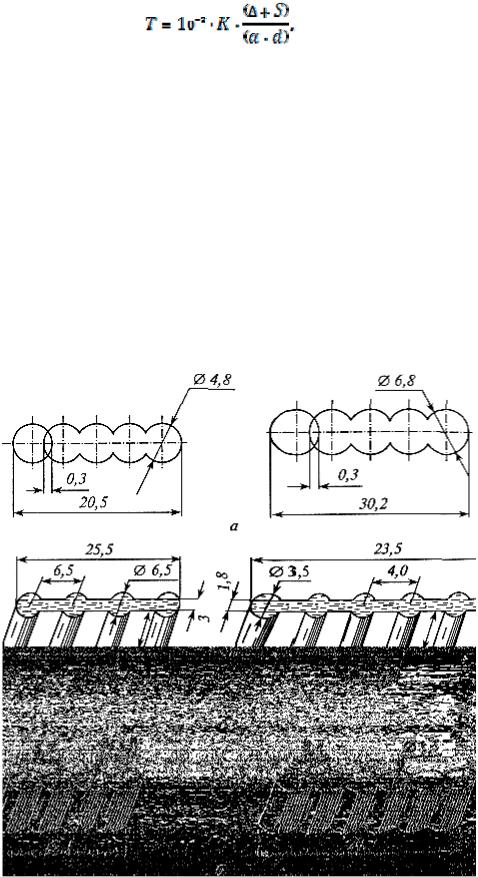
(2.34)
где К = 1,15...1,30 – коэффициент, учитывающий частичное охлаждение или нагрев при сборке; S – гарантированный зазор, мкм; α – коэффициент линейного расширения охватывающей детали при нагреве или охватываемой при охлаждении.
2.10.3. ЗАДЕЛКА ТРЕЩИН В КОРПУСНЫХ ДЕТАЛЯХ ФИГУРНЫМИ ВСТАВКАМИ
Трещины в корпусных деталях (головках и блоках цилиндров двигателей, картерах коробок передач, задних мостах и других деталях) можно устранить следующими двумя видами фигурных вставок
(рис. 2.46).
Уплотняющие вставки (рис. 2.46, a) применяют для заделки трещин длиной более 50 мм с обеспечением герметичности как толстостенных, так и тонкостенных деталей.
134
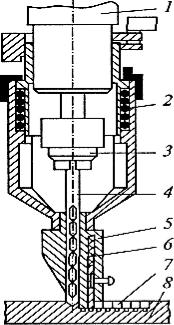
Рис 2.46. Фигурные вставки:
а – уплотняющие; б – стягивающие
Для тонкостенных деталей используют вставки диаметром 4,8 мм, а для деталей с толщиной стенок 12...18 мм – 6,8 мм. Для установки уплотняющей фигурной вставки сверлят отверстия диаметром 4,8 или 6,8
ммна глубину 3,5 или 6,5 мм за пределами конца трещины на расстояние 4...5 или 5...6 мм соответственно. Затем, используя специальный кондуктор (рис. 2.47), последовательно вдоль трещины сверлят такие же отверстия. Через каждые пять отверстий сверлят отверстия поперек трещины – по два с каждой стороны. Отверстия продувают сжатым воздухом, обезжиривают ацетоном, смазывают эпоксидным составом, устанавливают и расклепывают фигурные вставки. Вставки диаметром 6,8
ммпомещают в отверстие в два ряда.
Стягивающие вставки (рис. 2.46, б) используют для стягивания боковых кромок трещины на толстостенных деталях. В деталях сверлят по кондуктору перпендикулярно трещине четыре или шесть отверстий (по два или три отверстия с каждой стороны) диаметром, соответствующим диаметру вставки, с шагом, большим на 0,1...0,3, и глубиной 15 мм. Перемычку между отверстиями удаляют специальным пробойником в виде пластины шириной 1,8 или 3,0 мм в зависимости от размеров вставки. В паз запрессовывают фигурную вставку, ее расклепывают и зачищают (опиливанием или переносным вращающимся абразивным кругом) этот участок заподлицо.
Рис. 2.47. Кондуктор для сверления отверстий под фигурные вставки:
135
1 – шпиндель сверлильной машины; 2 – приспособление для сверления; 3 – патрон; 4 – сверло; 5 – кондуктор; 6 – фиксаторы;
7 – просверленные отверстия; 8 – деталь
Фигурные вставки устанавливаются в несколько слоев до полного закрытия паза с последующим расклепыванием каждого слоя. Фигурные вставки изготавливают способом волочения в виде фасонной ленты из ст. 20, ст. 3.
Качество заделки трещины проверяют на герметичность на стенде в течение 3 мин при давлении 0,4 МПа.
Для выполнения работ по заделке трещин с использованием фигурных вставок используют следующее оборудование: сверлильную машину или электрическую дрель; шлифовальную машину или станок обдирочно-шлифовальный; клепальный молоток; пистолет для обдува детали сжатым воздухом; емкости с ацетоном и с составом на основе эпоксидной смолы.
2.10.4. ВОССТАНОВЛЕНИЕ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ СПИРАЛЬНЫМИ ВСТАВКАМИ
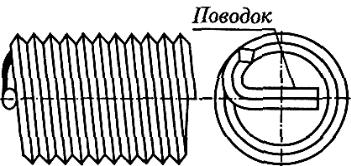
Один из способов восстановления изношенной или поврежденной резьбы – это установка резьбовой спиральной вставки. Эти вставки увеличивают надежность резьбовых соединений деталей, особенно изготовленных из алюминия и чугуна. Спиральные вставки изготавливают из коррозионно-стойкой проволоки ромбического сечения в виде пружинящей спирали (рис. 2.48).
Рис.2.48. Резьбовая спиральная вставка
Технологический процесс восстановление резьбовой поверхности включает:
• рассверливание отверстия с применением накладного кондуктора и снятие фаски (1x45°). Смещение осей отверстий не более и, 15 мм, перекос осей отверстий не более 0,15 мм на длине 100 мм;
136
•нарезание резьбы в рассверленном отверстии детали (скорость резания 4...5 м/мин, частота вращения 60...80 мин-1 );
•установку резьбовой вставки в деталь: установить резьбовую вставку в монтажный инструмент; ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в паз нижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с помощью инструмента в резьбовое отверстие детали вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки;
•контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром (контрольным болтом). Проходной калибр, завернутый на всю длину вставки, не должен отклоняться более чем на 0,5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на один виток резьбы. Выступание ее не допускается.
2.10.5. ВОССТАНОВЛЕНИЕ ПОСАДОЧНЫХ ОТВЕРСТИЙ СВЕРТНЫМИ ВТУЛКАМИ
Восстанавливают свертными втулками посадочные отверстия под подшипники качения. Технологический процесс включает в себя следующие операции:
•изготовление заготовки свертной втулки. Заготовки свертных втулок получают резкой стальной ленты на полосы шириной Н и длиной L = l + 3...5 мм. Толщина ленты зависит от износа детали
(табл. 2.21).
•свертывание втулки из заготовки путем ее сгиба на специальных приспособлениях. После свертывания втулки с одного из ее торцов снимают фаску;
•подготовка ремонтируемого отверстия под свертную втулку: растачивание отверстия; нарезка на обработанной поверхности винтообразной канавки треугольного профиля;
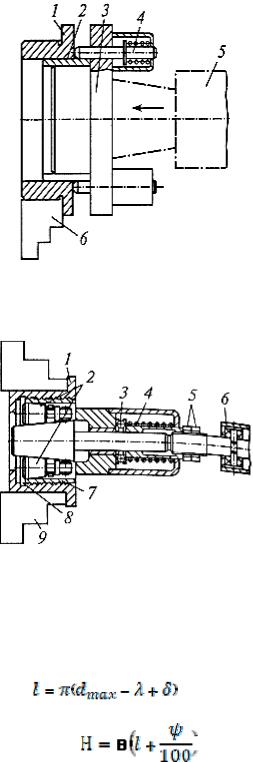
•установка втулки в ремонтируемое отверстие с помощью специальной оправки, которая крепится в пиноли задней бабки токарного станка (рис. 2.49);
137
• раскатка втулки специальным раскатником (рис. 2.50) на режимах: окружная скорость 50...70 м/мин, подача 0,3–0,4 мм/об; обработка фаски в соответствии с чертежом на новую деталь.
Рис. 2.49. Схема установки свертной втулки в отверстие детали на токарном станке:
1 – деталь; 2 – свертная втулка; 3 – оправка; 4 – штифты; 5 – пиноль задней бабки; 6 – патрон станка
Рис. 2.50. Схема раскатки свертной втулки:
1 – деталь; 2 – ролики; 3 – подшипник упорный; 4 – пружина; 5 – регулировочные гайки; 6 – шарнирный хвостовик; 7 – свертная втулка; 8 – канавка;
9 – кулачок патрона токарного станка
Длина и ширина заготовки свертной втулки равны
, |
(2.35) |
, |
(2.36) |
138

где l – длина заготовки свертной втулки, мм; dmax – максимальный диаметр расточенного отверстия, мм; λ – номинальная толщина ленты; δ – допуск на толщину ленты, мм; Н – ширина заготовки свертной втулки, мм; В – ширина восстанавливаемой поверхности, мм; ψ – величина относительной осевой деформации (числовые значения приведены в табл. 2.21);
Таблица 2.21
Параметры стальной ленты в зависимости от износа восстанавливаемого отверстия
Увеличение диаметра |
Номинальная |
Относительная осевая |
|
ремонтируемого |
деформация ленты |
||
толщина ленты, мм |
|||
отверстия, мм |
при свертывании, % |
||
|
|||
До 0,5 |
0,8 |
15,2 |
|
0,5... 0,7 |
1,0 |
13,2 |
|
0,7...1,0 |
1,2 |
12,5 |
|
1,0...1,2 |
1,4 |
11,5 |
|
1,2...1,4 |
1,6 |
10,2 |
2.11. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СПОСОБОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ
2.11.1. СУЩНОСТЬ ПРОЦЕССА
Способ пластического деформирования основан на способности деталей изменять форму и размеры без разрушения путем перераспределения металла под давлением, т. е. основан на использовании пластических свойств металла деталей. Особенность способа – это перемещение металла с нерабочих поверхностей детали на изношенные рабочие поверхности при постоянстве ее объема. Пластическому деформированию могут подвергаться детали в холодном или в нагретом состоянии в специальных приспособлениях на прессах.
Стальные детали твердостью до HRC 30 (низкоуглеродистые стали), а также детали из цветных металлов и сплавов обычно деформируют в холодном состоянии без предварительной термообработки.
Таблица 2.22
Интервалы температур горячей обработки металлов давлением, °С
Материал детали |
Обработка |
139
|
начало |
окончание |
Сталь с содержанием |
|
|
углерода, %: |
|
|
< 0,3 |
1200...1150 |
800...850 |
0,3...0,5 |
1150...1100 |
800...850 |
0,5...0,9 |
1100...1050 |
800... 850 |
Сталь: |
|
|
низколегированная |
1100 |
825...850 |
среднелегированная |
1100...1150 |
850...875 |
высоколегированная |
1150 |
875...900 |
Медные сплавы: |
|
|
бронза |
850 |
700 |
латунь ЛС59 |
750 |
600 |
При холодном деформировании наблюдается упрочнение металла детали, т. е. происходит наклеп, который повышает предел прочности и твердости металла при одновременном понижении ее пластических свойств. Этот процесс требует приложения больших усилий. Поэтому при восстановлении деталей очень часто их нагревают. В нагретом состоянии восстанавливают детали из средне- и высокоуглеродистых сталей. При восстановлении деталей необходимо учитывать верхний предел нагрева и температуру конца пластического деформирования металла. Относительно низкая температура конца деформирования металла может привести к наклепу и появлению трещин в металле. В табл. 2.22 приведены интервалы горячей обработки металлов давлением. В зависимости от конструкции детали, характера и места износа нагрев может быть общим или местным.
Процесс восстановления размеров деталей состоит из операций: подготовка–отжиг или отпуск обрабатываемой поверхности перед холодным или нагрев их перед горячим деформированием; деформирова- ние–осадка, раздача, обжатие, вытяжка, правка, электромеханическая обработка и др.; обработка после сформирования – механическая обработка восстановленных поверхностей до требуемых размеров и при необходимости термическая обработка; контроль качества.
2.11.2.ВОССТАНОВЛЕНИЕ РАЗМЕРОВ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МЕТОДАМИ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ
Осадку (рис. 2.51, а) используют для увеличения наружного диметра сплошных и полых деталей, а также для уменьшения внутреннего диаметра полых деталей за счет сокращения их высоты (бронзовые втулки и др.). Допускается уменьшение высоты втулок на 8...10 %.
140