

1.4 Пример построения и анализа -r-карты
В таблице 8 приведены результаты измерений сопротивлений 25 выборок резисторов (k=25), объемом 5 штук каждая (n=5). Требуется привести технологический процесс производства резисторов номинальным сопротивлением 1 кОм и максимально допустимой погрешностью ±5% в статистически управляемое состояние, после чего оценить его возможность производить резисторы с указанными параметрами, сделать выводы о необходимости настройки либо модернизации оборудования. Вероятная доля дефектных резисторов не должна превышать 1%.
Найденные средние значения и размахи выборок также занесены в таблицу 8.
Таблица 8 – Данные технологического процесса
|
Номер выборки |
Сопротивление |
Среднее
( |
Размах (R) | ||||
|
x1 |
x2 |
x3 |
x4 |
x5 | |||
|
1 |
0,995 |
0,999 |
1,013 |
1,005 |
1,001 |
1,003 |
0,018 |
|
2 |
1,011 |
0,991 |
0,983 |
0,982 |
1,016 |
0,996 |
0,034 |
|
3 |
0,990 |
1,010 |
1,058 |
0,985 |
0,989 |
1,006 |
0,073 |
|
4 |
1,011 |
1,013 |
1,007 |
1,020 |
0,983 |
1,007 |
0,037 |
|
5 |
1,015 |
0,998 |
1,017 |
1,008 |
1,006 |
1,009 |
0,019 |
|
6 |
1,007 |
1,001 |
0,982 |
0,987 |
1,017 |
0,999 |
0,035 |
|
7 |
1,003 |
0,988 |
1,001 |
1,016 |
1,005 |
1,003 |
0,028 |
|
8 |
0,988 |
1,005 |
0,986 |
0,988 |
0,984 |
0,990 |
0,021 |
|
9 |
0,982 |
0,981 |
1,016 |
1,017 |
1,001 |
1,000 |
0,036 |
|
10 |
0,988 |
1,017 |
1,016 |
0,988 |
1,009 |
1,003 |
0,029 |
|
11 |
1,000 |
1,011 |
1,004 |
1,006 |
0,982 |
1,001 |
0,028 |
|
12 |
1,004 |
1,002 |
1,011 |
0,980 |
1,011 |
1,002 |
0,031 |
|
13 |
1,019 |
1,004 |
0,984 |
1,013 |
1,015 |
1,007 |
0,034 |
|
14 |
1,005 |
1,009 |
0,990 |
0,993 |
1,003 |
1,000 |
0,019 |
|
15 |
1,018 |
0,981 |
0,997 |
1,017 |
1,012 |
1,005 |
0,036 |
|
16 |
1,004 |
0,996 |
1,011 |
1,003 |
1,010 |
1,005 |
0,014 |
|
17 |
0,999 |
0,997 |
0,982 |
1,007 |
1,009 |
0,999 |
0,027 |
|
18 |
0,990 |
0,980 |
1,012 |
0,987 |
0,986 |
0,991 |
0,031 |
|
19 |
0,991 |
0,983 |
1,012 |
1,008 |
1,005 |
1,000 |
0,030 |
|
20 |
0,990 |
0,991 |
1,008 |
1,002 |
0,994 |
0,997 |
0,018 |
|
21 |
1,009 |
0,984 |
0,988 |
0,999 |
0,987 |
0,993 |
0,024 |
|
22 |
0,992 |
0,993 |
1,019 |
1,003 |
0,983 |
0,998 |
0,036 |
|
23 |
0,997 |
0,984 |
1,016 |
1,018 |
1,010 |
1,005 |
0,034 |
|
24 |
1,001 |
0,994 |
1,017 |
1,003 |
1,010 |
1,005 |
0,022 |
|
25 |
0,998 |
0,984 |
1,010 |
1,005 |
1,012 |
1,002 |
0,028 |
Определим среднее значение размахов выборок.
 .
.
Находим координаты центральной линии (CL), верхней (UCL) и нижней (LCL) контрольных границ по формулам, приведенным в таблице 6. Коэффициенты формул приведены в таблице 7.
![]() .
.
![]() .
.
![]() (LCL
отсутствует).
(LCL
отсутствует).
Строим R-карту (рисунок 19).
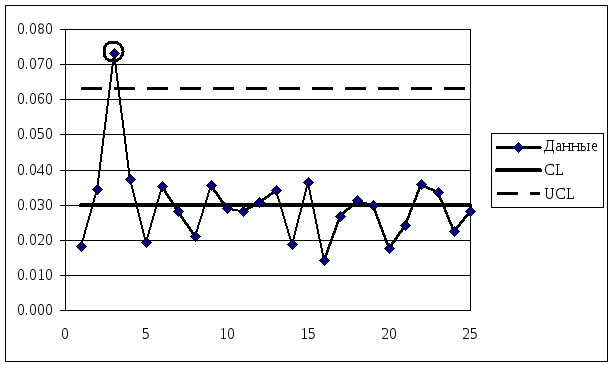
Рисунок 19 – R-карта (оригинальные данные)
Точка, соответствующая выборке номер 3, выходит за UCL, что говорит о том, что процесс находится в статистически неуправляемом состоянии. В момент изготовления резисторов из партии номер 3 на технологический процесс действовали особые (неслучайные) факторы, которые следует найти и устранить. Необычных структур расположения точек, могущих указывать на наличие других особых факторов, на R-карте не наблюдается. Исключаем выборку номер 3 из дальнейшего рассмотрения. Рассчитываем новые значения CL, UCL, LCL.
 ;
;
![]() ;
;
![]() ;
;
![]() (LCL
отсутствует).
(LCL
отсутствует).
Вновь полученная R-карта указывает на статистическую управляемость процесса (рисунок 20).

Рисунок 20 – R-карта (исключена выборка номер 3)
Вычисляем
CL,
UCL,
LCL
для
![]() -карты
и строим
-карты
и строим![]() -карту
(рисунок 21). При вычислениях и построении
точку 3 из первоначальной выборки
исключаем.
-карту
(рисунок 21). При вычислениях и построении
точку 3 из первоначальной выборки
исключаем.
 ;
;
![]() ;
;
![]() .
.
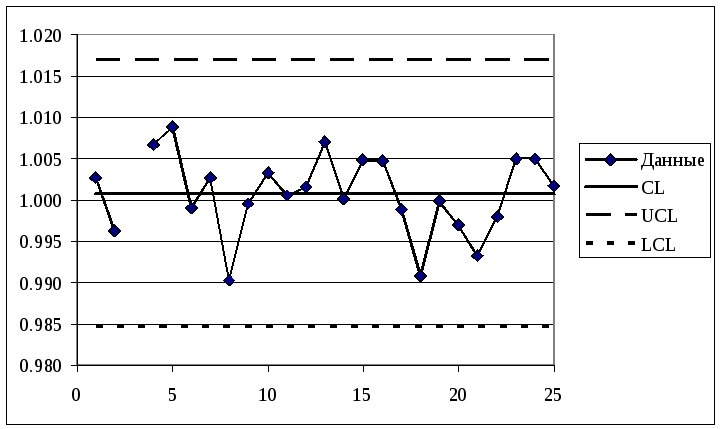
Рисунок
21 –
![]() -карта
(исключена выборка номер 3)
-карта
(исключена выборка номер 3)
На
вновь полученной R-карте
и на
![]() -карте
все точки лежат внутри контрольных
границ. Необычных структур расположения
точек не наблюдается. Таким образом,
карты, приведенные на рисунках 20 и 21,
демонстрируют статистическую управляемость
технологического процесса.
-карте
все точки лежат внутри контрольных
границ. Необычных структур расположения
точек не наблюдается. Таким образом,
карты, приведенные на рисунках 20 и 21,
демонстрируют статистическую управляемость
технологического процесса.
Оценим возможность данного процесса производить резисторы с заданными параметрами. Для этого вычислим индекс возможностей технологического процесса PCI.
Определим верхнее UTL и нижнее LTL допустимое значение контролируемого параметра:
UTL=1,05;
LTL=0,95.
Оценку среднеквадратического отклонения определим с помощью коэффициента 1/d2, взятого из таблицы 2 для n=5:
![]() .
.
 .
.
Поскольку PCI больше 1,33, считаем, что процесс способен выпускать резисторы требуемого номинала с требуемой точностью. В тоже время, так как процесс находится в статистически управляемом состоянии и PCI лишь незначительно превышает величину 1,33, существенно улучшить процесс, и, например, перейти к выпуску резисторов с погрешностью 2,5% вероятно не удастся без модернизации технологического оборудования.
Определим величины коэффициентов точности и настроенности:
 ;
;
 .
.
Ввиду
того, что коэффициенты слишком малы,
установить по номограмме (рисунок 18)
значение вероятной доли дефектных
резисторов не представляется возможным.
Однако, можно уверенно утверждать, что
она меньше установленной в задании
величины 1%. Кроме того, смещение центра
настройки
![]() от номинального значения контролируемого
параметра составляет 0,1%. Дополнительная
настройка процесса не требуется.
от номинального значения контролируемого
параметра составляет 0,1%. Дополнительная
настройка процесса не требуется.