

Основы технологии приборостроения (лаб.практ
.).pdfроховатости поверхности от других неровностей с относительно большими шагами ее рассматривают в пределах ограниченного участка, длина которого называется базовой длиной.
Для количественной оценки и нормирования шероховатости поверхности предусмотрено шесть параметров шероховатости поверхности (рис. 3.3):
Ra = 1 ∫x y(x) dx , l 0
где l – базовая длина;
Рис. 3.3. Параметры шероховатости поверхности
Ra ≈ 1 ∑n yi ,
n i=1
где n – число выбранных точек профиля по базовой длине;
|
1 |
|
5 |
|
|
5 |
|
|
|
|
||
Rz = |
5 |
∑ |
Hi max |
+∑ |
Hi min |
|
, |
|||||
|
i=1 |
|
|
i=1 |
|
|
||||||
|
|
1 |
|
5 |
|
|
5 |
|
|
|
||
Rz = |
5 |
|
∑ |
hi max |
−∑ |
|
hi min |
, |
||||
|
|
i=1 |
|
i=1 |
|
|||||||
|
|
|
|
1 |
n |
|||
|
|
tp = |
∑bi , |
|||||
|
|
|
|
l |
i=1 |
|||
|
1 |
n |
|
|
Sm = 1 |
2l0 |
|
|
Sm = |
∑Sm |
, |
, |
|||||
|
|
|||||||
|
n i=1 |
i |
n k −1 |
|||||
|
|
|
||||||
|
|
|
|
40 |
|
|
||

где k – количество нулей профиля; l0 длина отрезка средней линии в пределах базовой длины, ограниченная первым и последним нечетным пересечением профиля со средней линией;
|
1 |
n |
|
i |
|
|
|
S = |
∑Si ; |
S = |
, |
||||
|
N −1 |
||||||
|
n i=1 |
|
|
||||
где N – число максимумов профиля. Таким образом, можно выделить:
•три высотных (Ra – среднее арифметическое отклонение профиля; Rz – высота неровностей профиля по десяти точкам; Rmax – наибольшая высота профиля);
•два шаговых (S – средний шаг неровностей профиля по вершинам; Sm – средний шаг неровностей профиля по средней линии);
•один параметр опорной линии длины профиля (tср). Основными параметрами шероховатости с учетом эксплуата-
ционных свойств поверхности являются высотные параметры Rz и Ra. При их нормировании в первую очередь следует применять предпочтительные значения, указанные в табл. 3.2 для Ra и в табл. 3.3 для Rz и Rmax. Эти значения получили наибольшее применение в международной практике. Им соответствуют номинальные значения шероховатости образцов сравнения.
Т а б л и ц а 3.2
Среднее арифметическое отклонение профиля Ra по ГОСТ 2789–73, мкм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
– |
|
|
100 |
10,0 |
1,00 |
0,100 |
250 |
|
|
25,0 |
|
2,50 |
0,250 |
0,025 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
– |
|
80 |
8,0 |
|
0,80 |
|
0,080 |
200 |
|
20,0 |
|
2,00 |
|
0,200 |
0,020 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
– |
|
63 |
6,3 |
|
0,63 |
0,063 |
160 |
|
16,0 |
|
1,60 |
|
0,160 |
0,016 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
– |
|
50 |
5,0 |
0,50 |
0,050 |
125 |
|
12,5 |
|
1,25 |
0,125 |
0,012 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
400 |
|
40 |
4,0 |
|
0,40 |
|
0,040 |
– |
|
|
– |
– |
|
– |
0,010 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
320 |
|
32 |
3,2 |
|
0,32 |
0,032 |
– |
|
|
– |
– |
|
– |
0,008 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

 – предпочтительное значение
– предпочтительное значение
41

Т а б л и ц а 3.3
Высота неровности профиля по десяти точкам Rz и наибольшая высота неровностей профиля Rmax – по ГОСТ 2789–73, мкм
– |
1000 |
100 |
10,0 |
1,00 |
0,100 |
– |
320 |
32,0 |
3,20 |
0,320 |
0,032 |
|
|
|
|
|
|
|
|
|
|
|
|
– |
800 |
80 |
8,0 |
0,80 |
0,080 |
– |
250 |
25,0 |
2,50 |
0,250 |
0,025 |
|
|
|
|
|
|
|
|
|
|
|
|
– |
630 |
63 |
6,3 |
0,63 |
0,063 |
– |
200 |
20,0 |
2,00 |
0,200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
– |
500 |
50 |
5,0 |
0,50 |
0,050 |
1600 |
160 |
16,0 |
1,60 |
0,160 |
|
|
|
|
|
|
|
|
|
|
|
|
|
– |
400 |
40 |
4,0 |
0,40 |
0,040 |
1250 |
125 |
12,5 |
1,25 |
0,125 |
|
|
|
|
|
|
|
|
|
|
|
|
|

 – предпочтительное значение
– предпочтительное значение
Оптический прибор светового сечения МИС-11 позволяет из-
мерить параметры Rz и Rmax от 0,8 до 80 мкм.
При измерении параметров шероховатости в поле изображения прибора одна из нитей перекрестия должна быть установлена параллельно общему направлению профиля, другая – параллельно направлению неровностей. Параметры шероховатости определяют в пределах базовой длины.
Для нахождения значения параметра Rz измеряют ординаты пяти точек наибольших максимумов профиляhimax и пяти наибольших минимумов профиля himin в делениях барабана микрометра.
Значение Rz (в мкм) находят по формуле
∑5 |
hi max −∑5 |
hi min |
. |
Rz = i=1 |
i=1 |
|
|
|
5 |
|
|
Обозначения шероховатости на чертежах регламентирует ГОСТ 2.309–73.
В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяется знак
42
 .
.
Если поверхность должна быть образована удалением слоя материала, например фрезерованием, точением и т.д., применяют знак
 .
.
Для поверхностей, полученных без удаления слоя материала, например литьем, ковкой, объемной штамповкой и т.п., применяют знак
 .
.
Значение параметра шероховатости проставляют в обозначении шероховатости параметра Ra без символа, а для остальных параметров – после соответствующего символа.
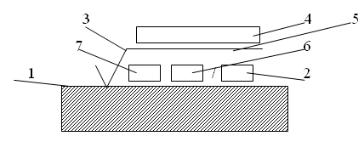
Структура обозначения шероховатости поверхности приведена на рис. 3.4.
Рис. 3.4. Структура обозначения шероховатости поверхности: 1 – поверхность, 2 – место указания параметров шероховатости, 3 – знак, 4 – место указания вида обработки, 5 – полка знака, 6 – место указания базовой длины, 7 – место условного обозначения направления неровностей
Порядок выполнения работы
43

1.Прослушать вводный инструктаж по технике безопасности при работе в механической мастерской и внимательно изучить правила безопасности работы на токарном станке.
2.Изучить процесс токарной обработки, поясняющие его плакаты, а также конструктивные особенности.
3.Изучить раздел «Необходимые теоретические сведения», получить исходные данные у преподавателя (ширина резания В, мм; глубина резания t, мм; вид и марка обрабатываемого материала).
4.Рассчитать режимы точения, используя справочник по определению режимов резания:
•определить стойкость резца Тm в минутах машинной работы;
•определить скорость резания v и поправочные коэффици-
енты: k1, зависящий от размеров обработки, k2, зависящий от обрабатываемого материала, k3, зависящий от стойкости и материала инструмента;
•рассчитать число оборотов шпинделя в минуту по формуле скорости резания:
v= π1000D nф ;
•уточнить число оборотов по паспорту станка, выбрав ближайшее меньшее − nф;
•рассчитать фактическую скорость резания, используя данные табл. 3.4.
Та б л и ц а 3.4
Определяемая |
Математическая |
Область приме- |
Величина коэф- |
||||||||
величина |
|
|
модель |
|
|
нения модели |
|
фициентов |
|||
Скорость |
резания |
v |
= |
|
|
Cv |
|
|
Стали конструк- |
Сv = 141 |
|
для продольного |
|
|
|
|
|
ционные, инстру- |
xv = 0,15 |
||||
|
t |
x |
y |
||||||||
точения |
и раста- |
|
|
|
v S |
v |
ментальные |
и |
yv = 0,25 |
||
чивания, |
подреза- |
|
|
|
|
|
|
|
подшипниковые |
|
|
ния торцов |
|
|
|
|
|
|
|
t ≤ 12 мм |
|
|
|
|
|
|
|
|
|
|
|
|
S < 0,4 мм/об |
|
|
•определить поправочные коэффициенты на скорость резания, используя данные табл. 3.5.
|
|
|
|
Т а б л и ц а 3.5 |
|
|
|
|
|
|
|
Определяемая |
Математическая |
|
Область примене- |
Величина |
|
величина |
модель |
|
ния модели |
коэффициентов |
|
|
|
44 |
|
|
|

Поправочные |
|
|
|
Инструментальный |
Cv |
mv |
коэффициенты на |
K |
|
= C T mv |
материал: |
||
скоростьрезания |
vт |
твердый сплав, |
|
|
||
|
|
v |
механическое кре- |
|
|
|
|
|
3,645 |
–0,398 |
|||
|
|
|
|
пление |
||
|
|
|
|
|
|
•определить рекомендуемую подачу: для D < 500 мм
S |
0 |
= |
(0,093 |
|
D +0,002D) y |
|
C |
M |
C |
RA |
rU k |
sm |
; |
|
|
|
|
||||||||||
|
|
t x φ2 |
(180 −φ−ε)z |
|
|
|
B |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|||
для конструкционных сталей:
См = 0,008; y = 1,4; x = 0,3; z = 0,35; u = 0,7;
для черновой стадии обработки CRA = 400; для получистовой стадии обработки CRA = 256; для чистовой стадии обработки CRA = 131; для отделочной стадии обработки CRA = 0,75.
5.Произвести торцевое точение образца при каждой из заданных подач, считая скорость вращения шпинделя постоянной (выполняется лаборантом).
6.Оценить шероховатость обработанных поверхностей на микроскопе МИС-11:
•включить микроскоп;
•установить образец на рабочем столике микроскопа таким образом, чтобы исследуемая поверхность находилась в поле зрения;
•произвести настройку микроскопа, добиваясь четкого изображения световой полоски на исследуемой поверхности;
•измерить величину микронеровностей и произвести соответствующие расчеты.
7.Построить экспериментальный график зависимости шероховатости от подачи.
8.Оформить отчет по выполненной работе (см. приложе-
ние 3.1).
ПР И Л О Ж Е Н И Е 3.1
45
Лаборатория № 2 Отчет по лабораторной работе № 3
«Исследование процесса торцевого точения»
Работа принята ________ |
|
Студент _________ |
Руководитель__________________ |
Группа __________ |
|
«___» ______________ |
г. |
|
1.Задание
2.Исходные данные
Обрабатываемый материал (наименование, марка, предел прочности кг/мм2, твердость HB, кг/мм2).
Инструмент (тип, материал, параметры).
Режим резания: глубина резания, подача, частота вращения шпинделя, скорость резания.
3.Схема обработки
4.Расчет режимов точения
5.Результаты измерений Rz
6.График Rz = f(S)
7.Выводы
ЛАБОРАТОРНАЯ РАБОТА № 4
ИССЛЕДОВАНИЕ ПРОЦЕССА ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ
Цель работы – изучить на практике процесс электроискровой обработки деталей, исследовать влияние некоторых параметров процесса на его производительность и точность.
Необходимые теоретические сведения
Электроэрозионная обработка (ЭЭО) объединяет группу методов, основанных на изменении формы, размеров, качества поверхностного слоя заготовки – разрушения поверхности электродов в результате электрической эрозии при прохождении между ними электрических разрядов. В процессах ЭЭО материал заготовки в
46
зоне обработки плавится и (или) испаряется и удаляется в жидком и (или) парообразном состоянии.
Для осуществления процесса ЭЭО инструмент-электрод и обрабатываемую заготовку включают в цепь электрического колебательного контура, преобразующего непрерывный постоянный ток в полярные импульсы требуемой мощности и частоты. Основная (прямая) схема ЭЭО предусматривает соединение заготовки с плюсом (+) и инструмента с минусом (−). Во время разряда происходит разрушение поверхности заготовки и инструмента, при этом процесс эрозии имеет ярко выраженный полярный эффект, который приводит к преимущественному разрушению заготовки.
Во всех случаях электрический разряд происходит в жидкой среде (масло, керосин, этиловый спирт и его водный раствор), которая способствует удалению продуктов разрушения от обрабатываемых поверхностей.
К основным видам ЭЭО относятся электроискровая (ЭИО), электроимпульсная (ЭИМ) и электроконтактная (ЭКО) обработки.
Электроискровая обработка характеризуется короткой длительностью импульсов (10-5...10-7 с), сравнительно небольшой их энергией, обычно прямой полярностью подключения электродов (заготовка − (+), электрод − (−)), отсутствием механического касания электродов между собой. Этот метод применяется преимущественно в качестве окончательной чистовой обработки.
Электроимпульсная обработка − разновидность ЭЭО, для ко-
торой типичны повышенная длительность импульсов (10-4...10-1 с), повышенная энергия импульсов и обратная полярность подключения электродов (заготовка − (−), электрод − (+)), а также отсутствие их механического контакта. При этой обработке достигается более высокая производительность, чем при ЭИО, но вместе с тем и более низкое качество поверхности, поэтому ЭИМ используется для предварительной обработки.
Электроконтактная обработка − также разновидность ЭЭО,
но существенно отличающаяся по характеру явлений, протекающих между электродами, которые в течение определенных промежутков времени находятся в соприкосновении друг с другом. Теплота, расплавляющая и (или) испаряющая металл, лишь частично возникает за счет прохождения электрического разряда. Определенная доля теплоты вводится при прохождении тока через сопротивление контакта. Часть теплоты возникает в результате трения.
47
Электроэрозионная обрабатываемость материалов определяется критерием Палаткина:
Рэ = Cρλtпл2 ,
где С − удельная массовая теплоемкость, кал/г °С; ρ − плотность, г/см3; λ − теплопроводность, кал/(с см °С); tпл – температура
плавления.
Электроэрозионная обрабатываемость типовых материалов приведена в табл. 4.1
|
|
|
Т а б л и ц а 4.1 |
||
|
|
|
|
|
|
Металл |
Относительная |
Металл |
Относительная обра- |
||
обрабатываемость |
батываемость |
||||
|
|
||||
|
|
|
|
|
|
Магний |
6,0 |
Бронза |
1,7 |
|
|
алюминиевая |
|
||||
|
|
|
|
||
Магниевые сплавы |
2,0 |
Никель |
0,8 |
|
|
Алюминий |
4,0 |
Титан |
0,6 |
|
|
Латунь |
1,6 |
Молибден |
0,5 |
|
|
Медь |
1,1 |
Твердый сплав |
0,5 |
|
|
Сталь |
1,0 |
Вольфрам |
0,3 |
|
|
Производительность ЭЭО определяется следующими факторами:
•обрабатываемостью данного материала этим методом (с учетом критерия Р);
•режимами обработки: электрическими (энергия, длительность и частота действия импульса); механическими (кинематика обработки, режимы подачи жидкости);
•свойствами межэлектродной среды (электропроводность, вязкость, насыщенность газами и парами).
Точность обработки при ЭЭО зависит от качества изготовления электрода, его положения относительно заготовки, формирования межэлектродного зазора, способа и скорости удаления продуктов эрозии.
При ЭЭО физико-механические свойства поверхностных слоев изменяются вследствие термического воздействия и электродинамических явлений. На поверхности образуются микротрещины. Глубина дефектного слоя зависит от энергии импульсов (Дж) и составляет 0,01...0,03 мм.
Схема электроискровой обработки представлена на рис. 4.1.
48

В генераторе импульсов конденсатор С заряжается в контуре через резистор R от источника постоянного тока напряжением 100...200 В. Когда напряжение на электродах 1 и 3, образующих разрядный контур, достигает пробойного, образуется канал проводимости, через который осуществляется разряд энергии, накопленной конденсатором. При этом продолжительность импульса составляет 20...200 мкс.
Sb – величина
вертикальной подачи электрода-инструмента
Рис. 4.1. Схема электроискровой размерной обработки: 1 − электрод-инструмент, 2 − ванна, 3 − заготовка, 4 − диэлектрик, 5 − кронштейн
В зависимости от количества энергии, расходуемой в импульсе, которая зависит от емкости конденсатора, режим обработки делят на жесткий, средний и мягкий. Жесткий режим, характеризующийся повышенной производительностью, пониженной точностью и увеличением шероховатости обрабатываемой поверхности, используется для предварительной обработки. Мягкий режим позволяет получать размеры с точностью до 2 мкм при шероховатости поверхно-
сти 0,15...0,60 мкм.
Обработку ведут в ваннах, заполненных диэлектрической жидкостью, которая охлаждает электроды и продукты их разрушения, локализует их выбросы, а также уменьшает величину боковых разрядов между электродами, что повышает точность обработки электрода-заготовки.
Чтобы усилить эффект разрушения для равномерного удаления металла, электроды (инструмент и заготовку) помещают в
49