

3.4. Расчет фактических сил резания
На основании 4-х расчетов выбираем наименьшую из 4-х подач

Подача на зуб согласно выбранной посылке:

Сила резания, приходящаяся на один зуб пилы, при e ≥ 0,1 мм


Определим среднюю силу резания на одну пилу:

Тогда сила резания всем поставом пил за рабочий ход равна:

Критическая сила определена: Fкр=9937,3 Н
Условие устойчивой работы пилы соблюдено:
F<Fкр 1278,7<9937,3
Мощность резания всего постава пил (по формуле 3.6):

Сила резания по задней поверхности резца одной пилы, Н

Сила резания по передней поверхности резцов одной пилы, Н

Радиальная сила резания (для одной пилы), Н

где δ – угол резания, δ=75°
φ – угол трения, φ=15°

Для всего постава пил:
56,97·3=170,91 Н
Сопротивление подаче, Н

Сила, нормальная к подаче, Н

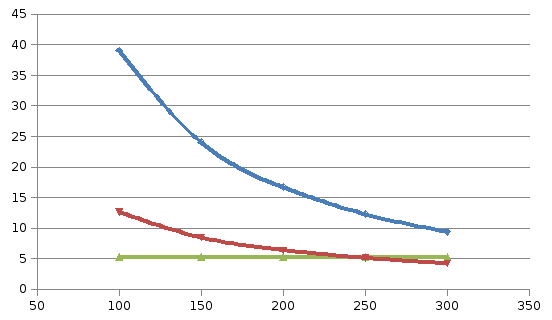
3.5. Построение графика скоростей подачи для рассматриваемого оборудования
Строим графики зависимостей скорости подачи от средней высоты пропила по критерию используемой мощности привода, критической силе и качеству обработанной поверхности.
Расчет графика скорости подачи при высотах пропила h =100, 150, 200, 250, 300 мм сведем в таблицу 3.1
Табл.3.1
|
Расчетная величина |
Размерность |
Высота пропила h, мм | ||||
|
100 |
150 |
200 |
250 |
300 | ||
|
Н=400 |
мм |
|
|
|
|
|
|
P=31,75 |
кВт |
|
|
|
|
|
|
n=290 |
мин-1 |
|
|
|
|
|
|
t=22 |
мм |
|
|
|
|
|
|
|
мм |
13,9 |
20,8 |
27,8 |
34,8 |
41,7 |
|
k=40,6 |
Н/мм2 |
| ||||

|
|
- |
1,27 |
1,41 |
1,55 |
1,69 |
1,83 |
|
V=3.86 |
м/сек |
|
|
|
|
|
|
Fx=2742 |
H |
|
|
|
|
|
|
|
мм |
7,43 |
4,58 |
3,17 |
2,34 |
1,80 |
|
|
м/мин |
39,1 |
24,1 |
16,7 |
12,3 |
9,4 |
|
|
мм |
44,0 |
29,3 |
22,0 |
17,6 |
14,6 |
|
|
м/мин |
12,7 |
8,5 |
6,38 |
5,1 |
4,2 |



На рисунке горизонталями разделены границы класса шероховатости поверхности распила. Расчет скорости подачи VRm,м/мин, производится по данным приложения 1 [3, с.294] и по формулам
Результаты расчета сведем в таблицу 3.2.
|
Δd |
Δd1 |
Δd2 |
Δd3 |
Δd4 |
|
|
2 |
1,6 |
1 |
0,5 |
|
|
10,49 |
8,38 |
5,25 |
2,61 |

 ,
м/мин
,
м/минТабл.3.2
V,м/мин
 h,мм
h,мм
Рисунок 3.2 – График скоростей подачи
3.6. Расчет потребного количества дереворежущего и абразивного инструмента на год
Годовой расходный фонд Аr, шт, можно вычислить из количества и длительности работы основного технологического оборудования по формуле [3,c. 191]:

где TГ – время работы инструмента в году, ч; z – число одинаковых инструментов в комплекте на один станок, шт; a – величина допускаемого стачивания рабочей части режущего инструмента а одну переточку, мм; a/b – возможное число переточек за срок службы инструмента, шт; t – продолжительность работы инструмента между двумя переточками, ч; K – коэффициент, учитывающий поломку и непредвиденные расходы инструмента.
Для определения длительности работы инструмента на планируемый период времени необходимо установить календарный фонд времени в соответствии с принятым режимом работы предприятия и учитывать время не только на технологические операции, но и на техническое обслуживание станка.

где l – число рабочих дней в году;
m – число смен;
Тсм – продолжительность смены, ч;
– коэффициент загрузки станка.
l = 252 дня (на 2013 год)
Данные для расчета расходного фонда рамных пил сведены в таблицу 3.3.
Табл.3.3
|
Обозначение параметра |
t, ч |
b, мм |
a, мм |
K |
|
Численное значение |
4 |
0,6…1,0 |
70…100 |
0,15 |

Принимаем 29 пил на год.
Для заточки рамных пил по контуру зубьев применяют круги прямого ПП или конического профиля ЗП, изготовленные из электрокорунда белого или нормального. Потребное число абразивных инструментов в год определим по формуле:
где ba – расход абразивного инструмента на одну заточку, ba = 0,02 шт.

Принимаем 57 кругов.