

Химический состав стали 9хф
|
Химический состав, % | |||||
|
углерод |
магний |
кремний |
хром |
ванадий |
никель |
|
0,92 |
0,38 |
0,34 |
0,60 |
0,22 |
0,22 |
3.Результаты исследований влияния нагрева на механические свойства стали 9хф
Из проведенных исследований вытекает, что нагрев стали каркаса, как и следовало ожидать, отрицательно влияет на ее механические свойства (рис. 4.2). Однако при нагреве до температур 1200 К это влияние невелико. Плавящиеся на поверхности металла флюс и припой несколько блокируют вредное влияние нагрева. Как и в случае с твердым сплавом, это мы объясняем эффектом «залечивания» дефектов поверхности. Причиной снижения прочности стали каркаса следует считать увеличение размеров ее зерна. Об этом свидетельствуют фрактограммы излома образцов, из которых следует, что на не перегретых образцах структура стали более мелкозернистая, чем на образцах, подвергнутых перегреву. Безусловно, необходим отпуск зубьев пил после напайки твердого сплава, об этом свидетельствует весьма значительное повышение механических свойств стали, которое описывается кривыми 1, 2 и 3 на рис. 4.2. Безусловно, отрицательно влияет на прочность стали длительная выдержка при высоких температурах.
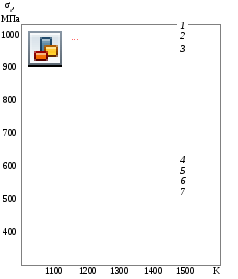
Рис. 4.2. Зависимость прочности стали 9ХФ от температуры нагрева и отпуска
|
1– нагрев с флюсом и припоем; |
V= 100 К/с, отпуск 570 К; |
|
2 – нагрев с флюсом; |
V= 100 К/с, отпуск 570 К; |
|
3 – нагрев на воздухе; |
V= 100 К/с, отпуск 570 К; |
|
4 – нагрев с флюсом и припоем; |
V = 100 К/с, без отпуска; |
|
5 – нагрев с флюсом; |
V= 100 К/с, без отпуска; |
|
6 – нагрев на воздухе; |
V = 100 К/с, без отпуска; |
|
7 – нагрев на воздухе; |
V= 50 К/с, без отпуска. |
4. Выводы
1. Температура нагрева оказывает незначительное влияние на микроструктуру твердого сплава, а, следовательно, и на его прочность. Снижение прочности твердого сплава при высоких температурах нагрева объясняется более интенсивным протеканием окислительных процессов на его поверхности.
2. Припой и флюс, расплавленные на поверхности твердого сплава, улучшают его механические свойства, что, по нашим предположениям, объясняется эффектом «залечивания» микро- и субмикродефектов поверхности.
3. Увеличение времени нагрева, безусловно, недопустимо, поскольку это способствует развитию окислительных процессов на поверхности твердого сплава.
4. Высокие температуры нагрева ухудшают свойства стали каркаса, растет его зерно, интенсивно протекают процессы окисления поверхности.
Отрицательно на свойства стали влияет увеличение времени выдержки при высоких температурах.
5. Отпуск стали после нагрева под пайку абсолютно необходим, поскольку он позволяет увеличить прочность стали каркаса.
6. Как и для твердого сплава, смачивание поверхности стали флюсом и припоем увеличивает механические свойства.
7. Безусловно, при пайке необходим активный контроль температуры нагрева.