

Выбор оптимальной посадки для резьбового соединения и назначение средств контроля
|
d, D=22 мм |
|
|
P=1.5 мм |
(P |
|
L=28 мм |
(P |
|
|
n=18 |
|
материал – Д16 |
|
|
|
|
|
к=1 |
|
|
|
|
 n)
n) =26.97мм
=26.97мм n)
n) =26.95мм
=26.95мм =
= Па
Па
 =84
кН
=84
кН


m– коэффициент, учитывающий неравномерность нагрузки витков резьбы;
 кН
кН

Н = 0,866 ∙ Р=1,299

|
Резьба |
мкм |
мкм |
|
|
|
|
-407 |
236 |
|
1,2*108*3,14*22*10-3*28*10-3*0,34*0,629=59 кН |
|
|
-268
|
190
|
|
1,2*108*3,14*22*10-3*28*10-3*0,34*0,699=55 кН |
|
|
-150 |
118 |
|
1,2*108*3,14*22*10-3*28*10-3*0,34*0,772 = 89 кН |








Таким образом, наиболее
подходящей посадкой яв-ся

|
Номиналь-ные размеры, мм |
Болт M22 4h |
Гайка M22 4H5H | ||||||||||||||
|
Предельные отклонения, мкм |
допуск, мкм |
Предельные размеры, мм |
Предельные отклонения, мкм |
допуск, мкм |
Предельные размеры, мм | |||||||||||
|
верх-нее es |
ниж-нее ei |
наиб |
наим |
верх-нее ES |
ниж-нее EI |
|
Наиб |
наим | ||||||||
|
|
0 |
-150 |
150 |
22 |
21,85 |
|
0 |
|
|
22 | ||||||
|
|
0 |
|
|
21,51 |
|
+118 |
0 |
118 |
21,628 |
21,51 | ||||||
|
|
0 |
-90 |
90 |
21,19 |
21,1 |
+236 |
0 |
236 |
21,426 |
21,19 | ||||||
 22
22 21,19
21,19 21,51
21,51
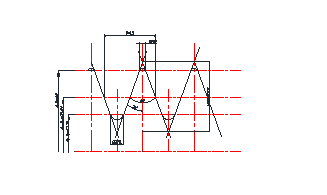
Рис. 6 Профиль Резьбы
Определение предельных и вероятностных зазоров в резьбовом соединении по среднему диаметру





Подсчет приведенного среднего диаметра и заключение о годностирезьбовой детали








Предельные размеры среднего диаметра по стандарту лежат в пределах :
 ,
, .
.
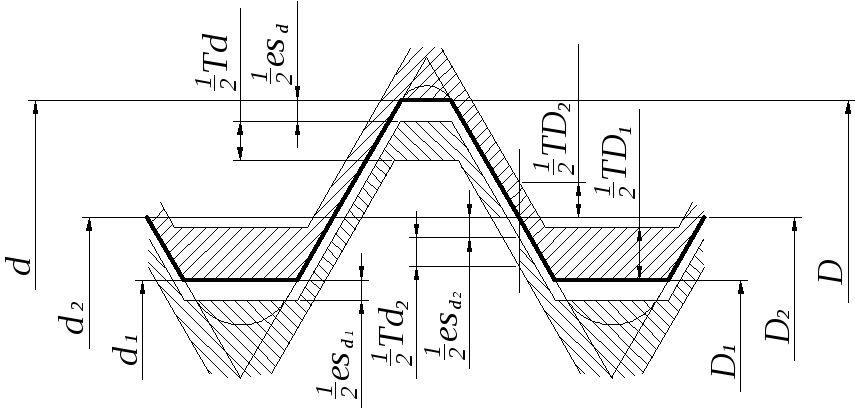
Рис. 7 Схема расположения полей допусков резьбовых деталей
Заключение:
Г, ДВ ≥ 99,73 %
Назначение средств контроля
Данная резьба является точной, т.о. требуется использовать дифференцированный метод контроля. Дифференцированный метод контроля применяютглавным образом для контроля точных резьб калибров-пробок, резьбообразующего инструмента, а также иногда резьб, выполненных по точному (4Р5Р/4h) классу точности. Используют для этого метода универсальные и специальные средства измерений. Надежные и достаточно точные средства и методы измерения отдельных параметров имеются только для наружных резьб; для внутренних резьб, диаметром меньше 18 мм, подобные средства и методы полностью еще не разработаны. Этот метод сложен, трудоемок и применяется в том случае, когда допуски даны на каждый параметр резьбы, при этом отдельно проверяются собственно средний диаметр, шаг и половина угла профиля. Заключение о годности дается также по каждому параметру.
Назначение посадок для типовых сопряжений методом аналогов и подобия
Посадки с зазоромпредназначены для подвижных и неподвижных соединений деталей. Для грубых соединений с большими зазорами следует по возможности применять посадку

Переходныепосадки предназначены для неподвижных, но разъемных соединений деталей и обеспечивают хорошее центрирование соединяемых деталей.

Посадки с натягомпредназначены для неподвижных неразъемных соединений деталей, как правило, без дополнительного крепления винтами, штифтами, шпонками и т.п. «легкопрессовые».

Резьбовое соединениешироко используются в конструкциях машин, аппаратах, приборов, инструментов и приспособлений различных отраслей промышленности.

Шпоночные соединенияпредназначены для соединения валов между собой с помощью специальных устройств (муфт), а также для соединения с валами осями различных тел вращения (зубчатых колес, эксцентриков, шкивов, маховиков и т.п.).
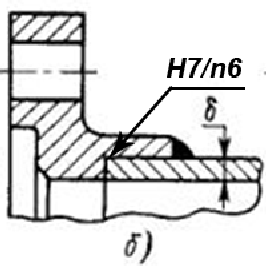
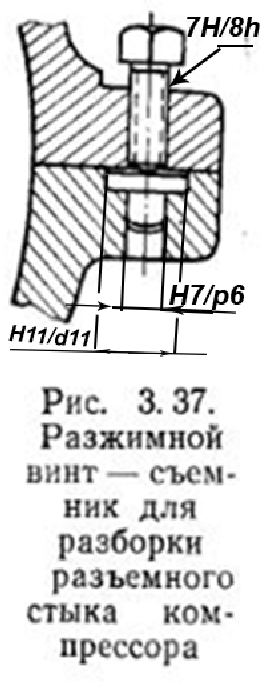
Рис.
8 Фланец корпуса компрессора
Рис.
9 Разжимной винт-съемник для разборки
разъемного стыка компрессора
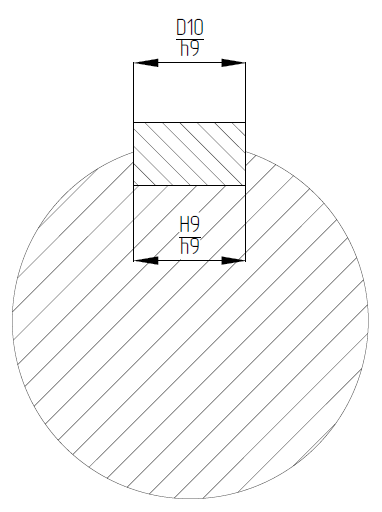
Шпоночное соединение:
Москва 2014