

Характеристика производственного профиля нового механосборочного цеха.
Для решения поставленной задачи – увеличение объема выпуска судовых запасных частей на машиностроительном предприятии, принято решение об организации нового производства – механосборочного цеха, который будет специализироваться на выпуске трех типов изделий – А, К, М, необходимых в судоремонте.
Производственная программа выпуска изделий определяет возможный объем производства и продаж продукции в плановом периоде, соответствующей по номенклатуре, ассортименту и качеству требованиям потребителя. Номенклатура – это укрупненный перечень продукции, выпускаемой предприятием. Ассортимент характеризует состав продукции по видам, типам, сортам, фасонам и другим признакам.
Таблица 1 - Годовая производственная программа выпуска изделий
|
Изделие |
Выпуск изделий, шт. |
|
А |
25000 |
|
К |
18000 |
|
М |
5000 |
Технологический процесс изготовления изделий.
Технологический процесс изготовления деталей (изделий) служит основой для проектирования производственного процесса и определяет производственную структуру цеха.
Структурная схема изготовляемых изделий приведена на рис.1.
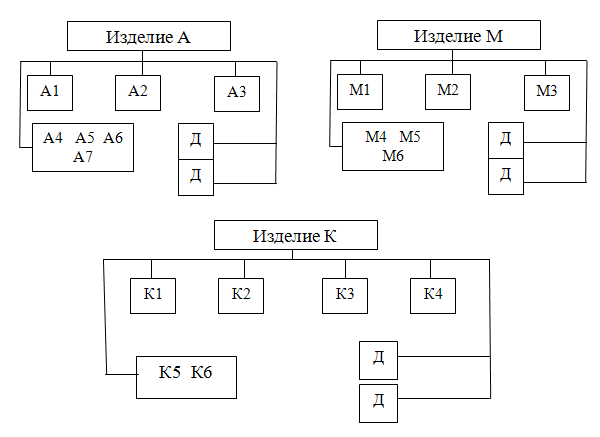
Рисунок 1 - Структурная схема изделий
Таблица 2 - Трудоемкость механической обработки деталей
|
Деталь |
Группы оборудования (операции) |
Итого | |||||
|
Токарная |
Фрезерование |
Сверление |
Долбление |
Шлифование |
| ||
|
А1 |
0,5 |
0,3 |
0,25 |
0,2 |
0,06 |
1,31 | |
|
А2 |
0,4 |
0,2 |
0,1 |
0,1 |
0,03 |
0,83 | |
|
А3 |
0,4 |
- |
0,1 |
0,3 |
0,1 |
0,9 | |
|
К1 |
0,7 |
0,5 |
- |
- |
0,3 |
1,5 | |
|
К2 |
0,3 |
0,5 |
0,06 |
0,3 |
0,02 |
1,18 | |
|
К3 |
1,0 |
- |
0,03 |
- |
0,2 |
1,23 | |
|
К4 |
1,4 |
0,2 |
0,1 |
0,5 |
0,1 |
2,3 | |
|
М1 |
0,3 |
1,0 |
0,1 |
0,3 |
0,03 |
1,73 | |
|
М2 |
1,0 |
0,2 |
0,06 |
0,3 |
0,04 |
1,6 | |
|
М3 |
1,4 |
0,5 |
0,3 |
- |
0,5 |
2,7 | |
|
Д |
0,4 |
0,25 |
0,3 |
0,2 |
0,07 |
1,22 | |
|
Коэффициент выполнения норм |
1,10 |
1,06 |
1,12 |
1,08 |
1,1 |
| |
Таблица 3 - Трудоемкость технологического процесса узловой и общей сборки изделий, ч
|
Операция |
Изделие | ||
|
А |
К |
М | |
|
Сборка узла |
0,5 |
1,0 |
1,5 |
|
Общая сборка изделий |
1,0 |
1,0 |
2,0 |
|
Итого |
1,5 |
2,0 |
3,5 |
|
Средний коэффициент выполнения норм |
1,15 |
1,15 |
1,1 |
Детали А4, А5, А6, А7, К5, К6; М4, M5, М6цех получает по кооперации из других структурных подразделений предприятия.
В таблицах 4 и 5 приведены нормы расхода основных материалов на изготовляемые изделия и стоимость покупных деталей.
Таблица 4 – Норма расходов основных материалов на продукцию, кг
|
Материал |
Деталь | ||||||||||
|
A1 |
А2 |
А3 |
К1 |
К2 |
К3 |
К4 |
M1 |
М2 |
М3 |
Д | |
|
Сталь У2 |
20 |
- |
- |
- |
30 |
- |
45 |
- |
- |
- |
|
|
Сталь 45 |
- |
15 |
- |
- |
- |
- |
- |
- |
- |
45 |
- |
|
Серый чугун |
|
|
|
|
|
|
|
25 |
- |
- |
- |
|
Дюралюминий |
- |
- |
- |
- |
- |
10 |
- |
- |
- |
- |
15 |
|
Алюминий |
- |
- |
5 |
10 |
- |
- |
- |
- |
15 |
- |
- |
Таблица 5 - Стоимость основных материалов и покупных деталей (с учетом транспортно-заготовительных работ), тыс. р.
|
Основные материалы, покупные детали |
Цена за 1 т |
Цена детали | |
|
материалов |
отходов | ||
|
Сталь У2 |
2,5 |
0,015 |
- |
|
Сталь 45 |
2,4 |
0,1 |
- |
|
Серый чугун |
2,0 |
0,08 |
- |
|
Дюралюминий |
27,0 |
2,9 |
- |
|
Алюминий |
23,0 |
2,0 |
- |
|
Детали: А4, А5, К5, М4 |
- |
- |
0,07 |
|
Детали: А6, К6, М5 |
- |
- |
1,05 |
|
Детали: А7, М6 |
- |
- |
0,10 |
Вспомогательные подразделения цеха предназначены для обслуживания и обеспечения работы производственных участков. В состав вспомогательных подразделений предполагается включить ремонтный участок, ремонтно-инструментальная мастерская, заточное отделение, отделение для приготовления и раздачи смазывающе-охлаждающих жидкостей (СОЖ) и др.