

пОНЕДЕЛЬНИК / АПССУ / 31-40
.DOC
Уровень
Уровень

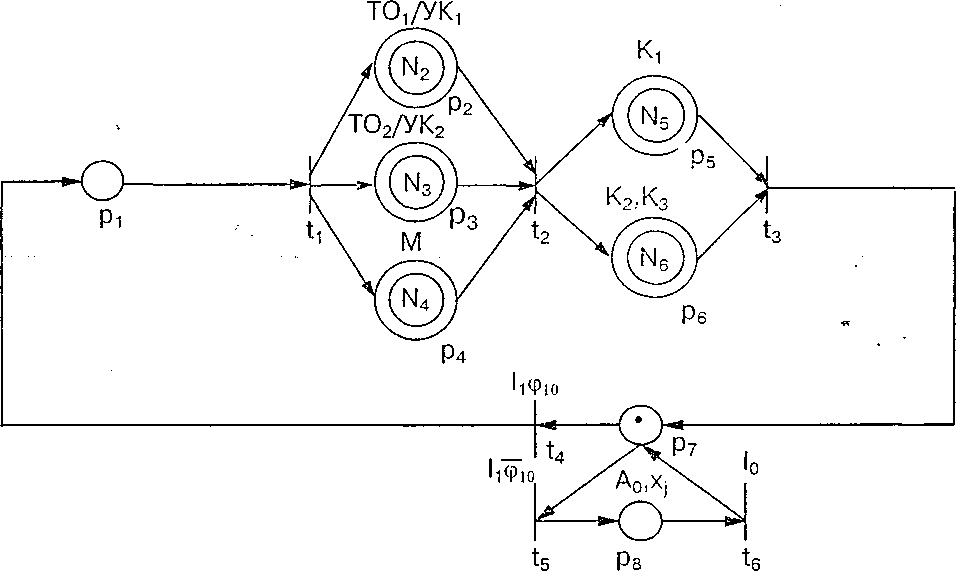
Рис. 23. Уровень I. Сеть N1. Управление РКК
После окончания работы этих агрегатов через переход t2 маркеры переходят в позиции р5 и р6, инициируя одновременный сдвиг конвейеров. Далее цикл управления повторяется.
Сеть N5 для управления К1 приведена на рис.24.
Если на входе РКК есть заготовка, то Х01=1, открывается переход t41, и маркер проходит в позицию р34, где инициируется запись в СМ а1:= 1 о наличии заготовки в Я1 . Далее через t43 маркер попадает в р36 , и начинается движение К1.
Если
на входе заготовки нет, но включен режим
непрерывной работы, то
![]() ,
и через t42
маркер
проходит в р35,
при этом в СМ производится запись а1:=0
об отсутствии детали в Я1.
Далее также инициируется движение
конвейера К1.
,
и через t42
маркер
проходит в р35,
при этом в СМ производится запись а1:=0
об отсутствии детали в Я1.
Далее также инициируется движение
конвейера К1.
При
отсутствии заготовки на входе и режиме
"по поступлению детали"![]() ,
и маркер через переход t40
попадает на выход сети (позиция р39),
не вызывая движения конвейера К1.
,
и маркер через переход t40
попадает на выход сети (позиция р39),
не вызывая движения конвейера К1.
После
перемещения конвейера на переходах
t45-t46
анализируется сбой К1
по
значению переменной S4,
которое формируется в сети N11
третьего уровня. Если S4=1
(сбоя нет), маркер проходит в р37,
инициируя сдвиг содержимого ленты L1
на три двоичных ячейки (Уi1,
Уi2,
Уi3)
вправо. В случае сбоя
![]() ,
и через переход t46
маркер попадает в р38,
при этом оператору выдается сигнал А4
об аварии на К1.
После устранения неисправности и нажатия
кнопки после аварийного пуска I0=1,
маркер проходит в р37
с выполнением соответствующих действий
в СМ и далее - на выход сети.
,
и через переход t46
маркер попадает в р38,
при этом оператору выдается сигнал А4
об аварии на К1.
После устранения неисправности и нажатия
кнопки после аварийного пуска I0=1,
маркер проходит в р37
с выполнением соответствующих действий
в СМ и далее - на выход сети.
Верхняя ветвь сети N11 (рис.25) описывает управление гидроприводом К1. В позиции р88 выдается сигнал Z41:=1 на рабочий ход штока гидроцилиндра. После ответа датчика Х41=1 о его выполнении маркер через t128 проходит в р89, где выключается рабочий ход (Z41:=0) и включается возврат (Z40: = 1) штока гидроцилиндра. При появлении сигнала Х40=1 о возврате штока маркер через t130 попадает в p90, при этом отключается подача жидкости в гидроцилиндр.
Нижние ветви сети служат для контроля времени движения штока. В позиции р88 одновременно с сигналом Z41: = 1 включается таймер G4:=1 и S4 присваивается значение 0. Если все действия гидропривода уложились в контрольное время τ4 (Н4=0), то переходы t129 и t131 закрыты, и маркер проходит по верхней ветви, где в р90 переменной S4 присваивается значение 1 (сбоя нет). Если же выдержка τ4 истекла (Н4=1), а какой-либо из датчиков Х41 или Х40 не ответил, открывается соответствующий переход (t129 или t131), и маркер по нижней ветви уходит в р91. При этом выполнение операции прекращается и остаётся S4:=0 (сбой).
Сети N12 и N13, описывающие движение К2 и К3, по конфигурации идентичны сети N11 и работают аналогично.
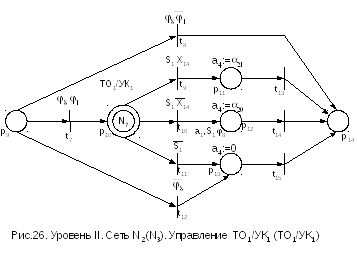
Сеть N2 для управления TO1/ УК1 показана на рис.26.
При наличии детали в ячейке Я4 и отсутствии брака ТО1 в двух предыдущих циклах подряд φ8φ1=1, и маркер через переход t7 попадает в позицию р10, инициируя работу TO1/ УК1 .
_
_
X01I2
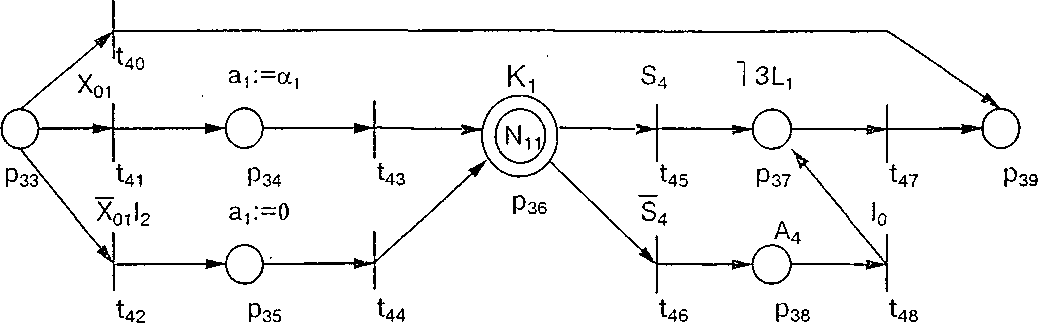
Рис. 24. Уровень II. Сеть N5. Управление К1
Рабочий
ход
G4:=0
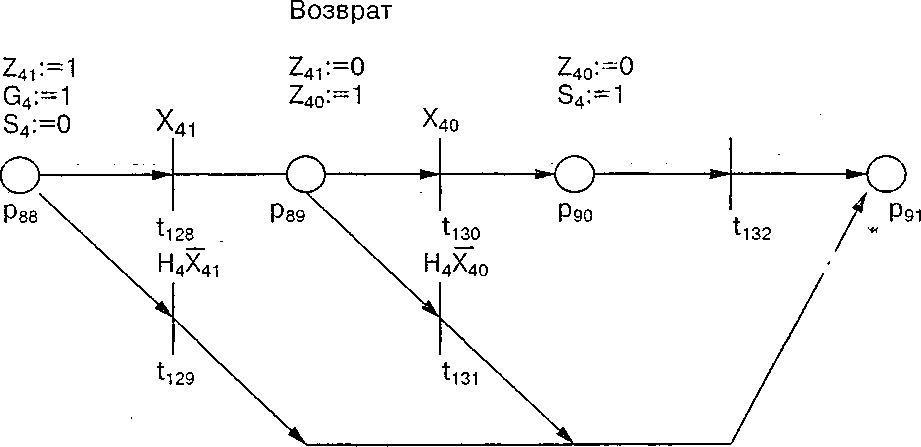
Рис. 25. Уровень III. Сеть n11 (N12,N13). Движение К1 (К2,К3)

После
отработки TO1/
УК1
анализируется
наличие сбоя и качество операции. При
отсутствии сбоя и удовлетворительном
качестве S1X14=1,
и маркер через t9
проходит в р11,
при этом в СМ производится запись а4:=α21
(годная деталь). Если качество операции
неудовлетворительное, то
![]() ,
маркер попадает в позицию р12,
где производится запись а4=α20
(брак), далее - на выход сети.
,
маркер попадает в позицию р12,
где производится запись а4=α20
(брак), далее - на выход сети.
В
случае сбоя (![]() )
открывается переход t11,
и маркер попадает в позицию р13.
При этом оператору выдается сигнал А1
об аварии и значения переменных S1
и φ8,
а также в СМ производится запись а4:=0
(при ремонте деталь удаляется из ячейки
наладчиком). После устранения неисправности
оператор дает сигнал I0=1,
и маркер через t15
попадает
на выход сети.
)
открывается переход t11,
и маркер попадает в позицию р13.
При этом оператору выдается сигнал А1
об аварии и значения переменных S1
и φ8,
а также в СМ производится запись а4:=0
(при ремонте деталь удаляется из ячейки
наладчиком). После устранения неисправности
оператор дает сигнал I0=1,
и маркер через t15
попадает
на выход сети.
Если
перед началом работы TO1/
УК1
обнаружен брак TO1
в двух предыдущих циклах (![]() ),
то маркер через открытый переход t12
попадает
в р13,
инициируя действия, описанные для случая
сбоя, без запуска агрегата. При
одновременном отсутствии детали в Я4
и
двухразового брака TO1
маркер
через t8
(
),
то маркер через открытый переход t12
попадает
в р13,
инициируя действия, описанные для случая
сбоя, без запуска агрегата. При
одновременном отсутствии детали в Я4
и
двухразового брака TO1
маркер
через t8
(![]() )
перепускается на выход сети без запуска
TO1/
УК1.
)
перепускается на выход сети без запуска
TO1/
УК1.
Верхняя ветвь сети N7 (рис.27) описывает простейшие действия ТО1/УК1 и соответствующие сигналы СУ. Нижняя ветвь служит для контроля времени работы агрегата. Структурно и функционально сеть N7 подобна сети N11. Сеть N8, моделирующая работу ТО2/УК2, по конфигурации идентична сети N7 и функционирует аналогично.
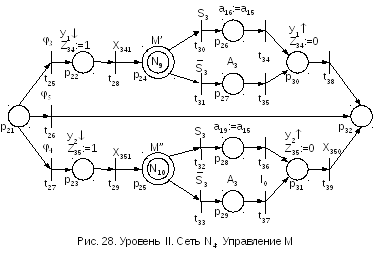
На рис.28 изображена сеть N4 для управления М.
При φ5=1 (Я15 - пустая) маркер через переход t26 проходит на выход сети, не вызывая работу манипулятора М.
Если в Я15 - годная деталь, то φ3=1, и через t25 маркер попадает в р22. При этом включается электромагнит на опускание упора У1. После ответа датчика Х341=1 маркер проходит в р24, инициируя М на переноску годной детали на К2. При отсутствии сбоя S3=1, и в p26 производится переписывание информации из а15 в а16. В случае сбоя S3=1, и в р27 обрабатывается аварийная ситуация. Далее в р30 отключается электромагнит, и У1 возвращается в исходное положение, что контролируется сигналом датчика Х340=1.
Нижняя ветвь сети функционирует аналогично верхней и реализует работу М по переноске брака на К3.
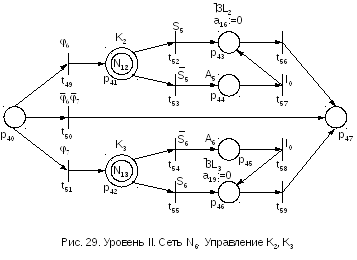
На рис.29 показана сеть N6 для управления К2 и К3.
При
отсутствии деталей в Я16
и Я19
![]() ,
и маркер через t50
попадает
на выход сети, не вызывая перемещения
конвейеров. Если одна из ячеек Я16
или Я19
загружена, то маркер через t49
или t51
попадает в р41
или р42,
инициируя движение соответственно К2
или К3.
После анализа сбоя и обработки при
необходимости аварийной ситуации в р43
или р46
производится сдвиг содержимого ленты
L2
или L3
на
три двоичных ячейки вправо и обнуление
ячейки а16
или а19
в СМ.
,
и маркер через t50
попадает
на выход сети, не вызывая перемещения
конвейеров. Если одна из ячеек Я16
или Я19
загружена, то маркер через t49
или t51
попадает в р41
или р42,
инициируя движение соответственно К2
или К3.
После анализа сбоя и обработки при
необходимости аварийной ситуации в р43
или р46
производится сдвиг содержимого ленты
L2
или L3
на
три двоичных ячейки вправо и обнуление
ячейки а16
или а19
в СМ.
Верхняя ветвь сети N9 (рис.30) описывает простейшие действия М' по переноске годной детали на К2 и соответствующие сигналы СУ.
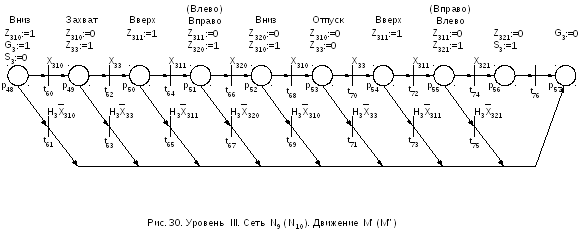
Нижняя ветвь служит для контроля времени выполнения операции. Структурно и функционально сеть N9 подобна сетям N11 и N7. Сеть N10, описывающая движение М" (на К3), по конфигурации идентична сети N9 и функционирует аналогично.
3.5. Особенности некоторых схем РКК
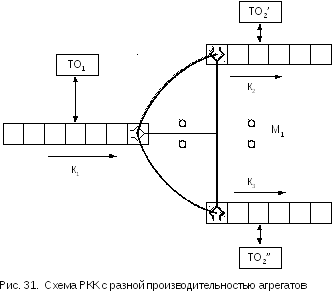
Часто последовательно выполняемые технологические операции имеют различную длительность (например, отличающуюся в два раза). В этом случае "быстрое" оборудование половину цикла простаивает, ожидая окончания работы "медленного", что приводит к нерациональному использованию времени и задержке работы всей линии комплексов.
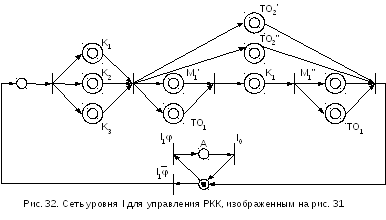
Для устранения задержки технологи "расшивают" узкое место, ставя параллельно два конвейера с идентичными "медленными" агрегатами. При этом получают, например, следующую схему РКК, где ТО2' и ТО2" имеют в два раза большую длительность работы, чем ТО1 (рис.31) .
За общий цикл работы данной схемы один раз отрабатывают агрегаты ТО2' и ТО2" и сдвигаются конвейеры К2 и К3, а агрегат ТО1 отрабатывает два раза, и два раза сдвигается конвейер К1. Манипулятор М1 также имеет две последовательные фазы работы: m1'-на загрузку К2 и М1"- на загрузку К3. Такой цикл работы РКК с синхронным сдвигом К2 и К3 моделируется сетью первого уровня, изображенной на рис.32.
Сети уровней II и III аналогичны обычным схемам РКК.
Задание на самостоятельную работу и варианты схем РКК
Для своего варианта РКК:
1. Привести структурную схему РКК и основные требования технологического процесса, а также указать принцип работы приводов механизмов.
2. Изобразить функциональную схему СЛУ и структурную схему СМ.
3. Составить описание сигналов СЛУ.
4. Сформулировать условия функционирования оборудования РКК:
а) в символьном виде,
б) в двоичных кодах.
5. Разработать модель процесса управления РКК на сетях Петри в соответствии с требованиями пп. 2.3 и 3.5 данных методических указаний с необходимыми пояснениями.
6. Привести результаты анализа сетей, полученные на лабораторном интерпретаторе, в виде дерева достижимости маркировок.
Варианты схем РКК приведены далее и выбираются по последней цифре шифра студента (вместо 0 принять 10).