

3.Сварка расплавом.
Сварка расплавом получила в последнее время широкое распространение благодаря простоте и высокой производительности, широким технологическим возможностям и высокому качеству сварных соединений.
Сварка может проводиться по непрерывной и периодической схемам. При непрерывной схеме сварки присадочный материал выходит из нагревательного устройства непрерывно, а при проведении процесса по периодической схеме периодически поступает в зазор между деталями, установленными в форму или зажатыми в приспособлении.
Сварку расплавом целесообразно осуществлять при высоких скоростях подачи расплава в шов и максимальной его массе, так как в этом случае присадочный материал теряет меньше теплоты и нагревать его можно до более низких температур.[1, стр. 60]

Рис. 11. Схема сварки расплавом, получаемым экструзией:
экструдер; 2- расплавленный присадочный материал; 3- свариваемые пленки; 4-прижимные ролики; 5- сваренный материал
4. Сварка трением.
Отличительными особенностями сварки трением являются малое время сварки (несколько секунд), локальное выделение тепла, высокая прочность сварного шва, возможность сварки поверхностей без их предварительной очистки, в том числе поверхностей, имеющих окисную пленку и различные инородные включения.
Сваркой трением хорошо соединяются полиэтилен, полипропилен, полиоксиметилен, поливинилхлорид, полиамиды, полистирол и сополимеры на его основе, а также некоторые фторполимеры. Сваркой трением могут соединяться не только однородные, но также и разнородные пластмассы.
Сварка трением широко применяется для соединения различных деталей, имеющих форму тел вращения, а также деталей любой формы, соединяемые поверхности которых находятся в одной плоскости, например, труб малых и средних диаметров, водопроводной арматуры, изделий сантехники, фильтров, резервуаров и др.[2, стр. 60]
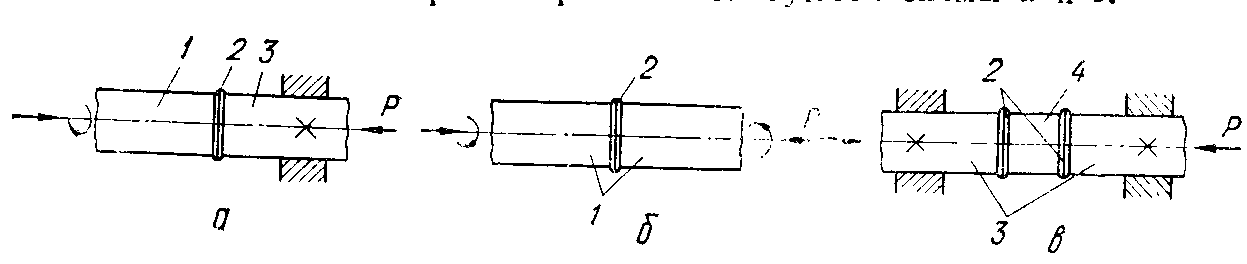
Рис. 12. Принципиальная схема сварки трением с использованием вращения одной детали (а), обеих деталей (б), вставки (в):
1- вращающаяся деталь; 2- сварной шов; 3- неподвижная деталь; 4- вставка
5. Ультразвуковая сварка
Мощные ультразвуковые колебания находят широкое применение в промышленности, а также в науке для исследования некоторых физических явлений и свойств веществ. В технике ультразвук используют для обработки металлов и в дефектоскопии. Широко применяется в медицине. В сварочной технике ультразвук может быть использован в различных целях. Воздействуя им на сварочную ванну в процессе кристаллизации, можно улучшить механические свойства сварного соединения, благодаря измельчению структуры металла шва и удалению газов. Ультразвук снижает или снимает собственные напряжения и деформации, возникающие при сварке. Одним из наиболее перспективных применений ультразвука является ультразвуковая сварка (УЗС), получившая в последние годы большое развитие, как в нашей стране, так и за рубежом.
Способ разработан в 1958 г. учеными МВТУ им.Н.Э.Баумана под руководством академика Николаева Г.А.
Основными отличительными чертами УЗС пластмасс является:
1) возможность сварки по поверхностям, загрязненным различными продуктами;
2) локальное выделение теплоты в зоне сварки, что исключает перегрев пластмассы, как это имеет место при сварке нагретым инструментом, нагретыми газами и т.д.;
3) возможность получения неразъемного соединения при сварке жестких пластмасс на большом удалении от точки ввода УЗ энергии;
4) возможность выполнения соединений в труднодоступных местах;
5) при УЗС нагрев материала до температуры сварки осуществляется быстро; время нагрева исчисляется секундами и долями секунды.
Способ УЗС пластмасс заключается в том, что электрические колебания УЗ частоты (18-50 Кгц), вырабатываемые генератором, преобразуются в механические колебания сварочного инструмента - волновода и вводится в свариваемый материал. Здесь часть энергии механических колебаний переходит в тепловую, что приводит к нагреву зоны контакта соединяемых деталей до температур вязкотекучего состояния. Для обеспечения надлежащих условий ввода механических колебаний и создание тесного контакта свариваемых поверхностей прикладывается давление между волноводом и опорой. 6. Такой контакт обеспечивается статическим давлением Рст. рабочего торца волновода на свариваемые детали.
Это давление способствует также концентрации энергии в зоне соединений. Динамическое усилие, возникающее в результате колеблющегося волновода, приводит к нагрузку свариваемого материала, а действие статического давления обеспечивает получение прочного сварного соединения. Механические колебания и давление в этом случае действуют по одной линии перпендикулярно к свариваемым поверхностям. Такая схема ввода энергии применяется для УЗС пластмасс в отличие от "металлической схемы, когда механические колебания действуют в плоскости соединяемых поверхностей, а давление перпендикулярно к ним. Подвод энергии от волновода может быть односторонним и двусторонним.
Различают сварку ультразвуком в ближнем и дальнем поле. Первая позволяет сваривать поверхности на расстоянии до 5 мм от места ввода в материал ультразвуковых колебаний. Вторая – до 250 мм. При сварке в ближнем поле для равномерного распределения энергии по всей площади контакта свариваемых деталей необходимо. Чтобы площадь и форма рабочего торца инструмента-волновода и плоскости контакта свариваемых деталей были идентичны. Этот способ сварки наиболее часто применяется для сварки внахлестку.

Рис. 13. Схемы ультразвуковой сварки в ближнем поле:
а- прессовая сварка; б- роликовая сварка; 1- волновод; 2- свариваемые детали; 3- опора
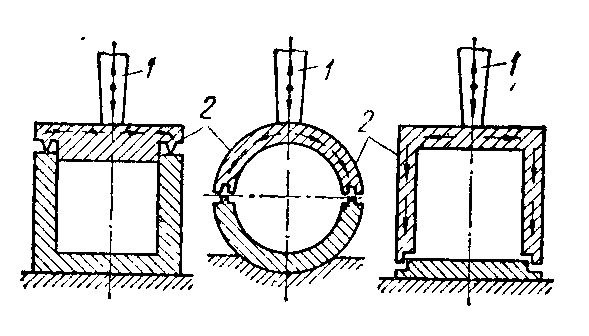
Рис. 14. Схемы ультразвуковой сварки в дальнем поле:
1- волновой инструмент; 2- свариваемое изделие
Оптимальные параметры режима сварки зависят от свойств свариваемого материала, толщины и формы изделий и других факторов и устанавливаются в каждом конкретном случае экспериментально к реальным изделиям. Оценка режима обычно проводится по показателям прочности сварного соединения. Кроме того, проверяют его на герметичность, деформацию и другие характеристики. [2, стр. 100]