

Позиционирование управляемого по положению spos, шпинделя sposa
При помощи SPOS, M19 и SPOSA можно позиционировать шпиндели, к примеру при смене инструмента. После позиционирования шпиндель также может по адресу, определенному в машинных данных, перемещаться как путевая, синхронная или ось позиционирования.
SPOS или SPOS[...] Смена кадра происходит лишь тогда, когда все запрограммированные в кадре функции достигли своего конечного критерия, а шпиндель достиг запрограммированного положения (синхронное позиционирование).
SPOSA или SPOSA[...] На смену кадра или же процесс выполнения программы команда SPOSA никак не влияет. Позиционирование шпинделя может производиться параллельно с обработкой последующих кадров. Смена кадра наступает тогда, когда все запрограммированные в кадре функции (кроме шпинделя) достигли своего критерия конца. При этом позиционирование шпинделя может закончиться лишь после отработки нескольких кадров.
M19 или M19[...] Смена кадра производится тогда, когда все запрограммированные в кадре функции достигли своего критерия конца (к примеру все вспомогательные функции подтверждены PLC, все оси достигли конечных точек) и шпиндель достиг запрограммированного положения.
WAITS или WAITS(n,m)
При помощи команды WAITS в NC-программе можно обозначить место, в котором программа будет приостановлена настолько, пока один или несколько запрограммированных ранее в NC-кадре под SPOSA шпиндели не достигнут своих позиций.
Дополнительные указания
При использовании M70 происходит перемещение в положение (угол), который может быть запрограммирован под SPOS=....
Основные команды
|
Имя |
Значение |
|
G0 |
Движение ускоренного хода |
|
G1 |
Линейная интерполяция |
|
G2, G3 |
Круговая интерполяция по,против час.стрелки |
|
G4 |
Время ожидания, определенное |
|
G9 |
Уменьшение скорости,точный останов, покадровый |
|
G17, G18, G19 |
Выбор плоскости обработки XOY,XOZ,YOZ |
|
G54..G57 |
1-е, 2-е и т.д. смещение нулевой точки |
|
G60 |
Уменьшение скорости,точный останов в режиме упр.траекторией |
|
G90 |
Размеры детали в абсолютной системе координат |
|
G91 |
Размеры детали инкрементальные |
|
G94 |
Линейная подача мм/мин |
|
G95 |
Окружная подача мм/об |
|
G96, G97 |
Постоянная скорость резания ВКЛ., ВЫКЛ.(тип подачи G95) |
|
М0* |
Запрограммированный останов |
|
М1* |
Опционный останов |
|
М2*, М30* |
Конец программы |
|
М3 |
Вращение шпинделя по часовой стрелке |
|
М4 |
Вращение шпинделя против часовой стрелке |
|
М5 |
Неконтролируемый останов шпинделя |
|
М6* |
Смена инструмента |
|
М7, М8 |
Подача СОЖ |
|
М9 |
Остановка подачи СОЖ |
|
М41…М41 |
Настройка ступени передачи |
Примеры
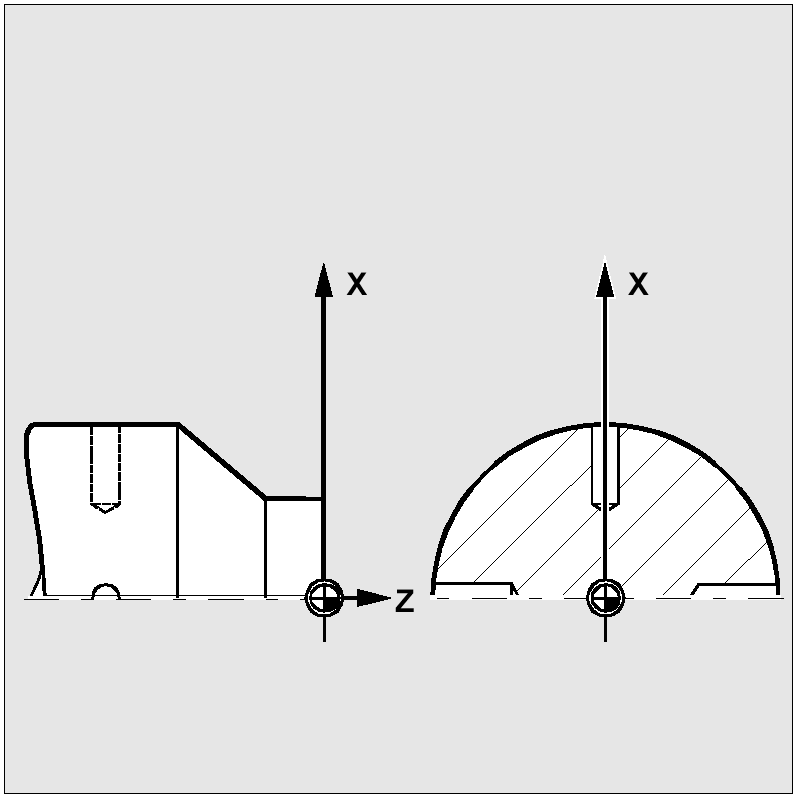
N2 G18; обработка в плоскости XOZ
N3 G54 DIAMON; смещение нулевой точки, размеры заданы через диаметр
N4 M41;
N5 S0 M4; обороты 0, вращение против часовой стрелки
N6 G94 G0 X326. Z85.;ускоренное перемещение в точку
N7 G1 G9 X331.9 Z69.2 F600 M8;линейная интерполяция, перемещение в точку с точным
остановом, включение СОЖ