

3.2. Обработка наружных поверхностей
Наиболее распространены такие операции электрохимического формообразования наружных поверхностей, как обработка рабочих поверхностей ковочных штампов, профиля пера и хвостовой части турбинных лопаток, электрохимическое шлифование постоянных магнитов и др. Эти процессы ЭХО применяют в основном для обработки сложных по форме поверхностей; другие способы формообразования в этих случаях или более трудоемки, или не применимы вообще.
Особое значение при обработке наружных поверхностей сложной формы приобретает межэлектродный промежуток. Поэтому ниже более подробно рассмотрен этот параметр ЭХО.
На рис. 1.23 была рассмотрена технологическая схема ЭХО с подвижным электродом-инструментом, активной частью которого является плоскость, расположенная перпендикулярно направлению его рабочего движения. В этом наиболее простом случае после удаления неравномерного припуска на обработку поверхность заготовки приобретает форму рабочей поверхности электрода-инструмента, т. е. так же, как и рабочая поверхность электрода-инструмента, имеет плоскую форму. Таким образом, форма межэлектродного промежутка образовывается двумя параллельно расположенными плоскостями, т. е. обрабатывающей поверхностью электрода-инструмента и обрабатываемой поверхностью заготовки. Такой межэлектродный промежуток, у которого размеры и форма на всех участках обрабатываемой поверхности по мере обработки остаются неизменными, называют установившимся.
 Если
же размерная ЭХО осуществляется
электродом-инструментом, у которого
обрабатывающая (рабочая) поверхность
непрямолинейной формы (рис. 3.9), то
межэлектродный промежуток в этом случае
на различных участках обрабатываемой
поверхности имеет неодинаковый размер.
Так, на участке В—С (рис. 3.9, а) значение
межэлектродного промежутка ау2 больше,
чем ау1 на
участке А—В. Однако в пределах
протяженности каждого участка
обрабатываемой поверхности межэлектродный
промежуток одинаков.
Если
же размерная ЭХО осуществляется
электродом-инструментом, у которого
обрабатывающая (рабочая) поверхность
непрямолинейной формы (рис. 3.9), то
межэлектродный промежуток в этом случае
на различных участках обрабатываемой
поверхности имеет неодинаковый размер.
Так, на участке В—С (рис. 3.9, а) значение
межэлектродного промежутка ау2 больше,
чем ау1 на
участке А—В. Однако в пределах
протяженности каждого участка
обрабатываемой поверхности межэлектродный
промежуток одинаков.
В этом случае обрабатывающие поверхности электрода-инструмента расположены под различными углами к направлению рабочей подачи электрода-инструмента vэ, а следовательно, сближаются с обрабатываемой поверхностью заготовки с различными скоростями (см. рис. 3.9, а). Участок электрода-инструмента А—В расположен перпендикулярно направлению рабочей подачи электрода-инструмента и поэтому по мере съема припуска на обработку приближается к обрабатываемому участку заготовки А1—В1 с заданной скоростью v3. В то же время участок рабочей поверхности электрода-инструмента В—С, расположенный относительно направления рабочей подачи под углом а, приближается к обрабатываемой поверхности заготовки В1—С1 со скоростью vн, определяемой по формуле uB = y3sinai.
Если рабочая подача электрода-инструмента в этом случае равна 1 мм/мин, а наклонный участок его активной (обрабатывающей) части В—С расположен к направлению рабочей подачи v3 под углом а = 30°, то участок А—В будет сближаться с обрабатываемой поверхностью с заданной скоростью vэ= 1 мм/мин. В то же время наклонный участок В—С рабочей поверхности электрода-инструмента будет приближаться к заготовке со скоростью, равной vH = vэsin30° = 0,5 мм/мин.
Если принять во внимание, что в начальный период размерной ЭХО таких заготовок межэлектродный промежуток на всех участках одинаков, то из-за меньшей скорости сближения участка В—С электрода-инструмента с поверхностью В1—С1 заготовки межэлектродный промежуток ау2 на этом участке будет постепенно увеличиваться. При этом межэлектродный промежуток ау 1 остается постоянным, т. е. установившимся.
Вследствие роста электрического сопротивления электролита на наклонных участках обработки понижается плотность электрического тока и, соответственно, уменьшается скорость электрохимического анодного растворения металла на этих участках. Поэтому в определенный момент обработки устанавливается равенство скоростей анодного растворения металла и приближения электрода-инструмента к заготовке на наклонном участке (В—С—В1—С1). При этом межэлектродный промежуток приобретает установившееся значение, т. е. ay2 = ay1/sin а2
Таким образом, при ay1 = l мм (см. рис. 3.9,а) ау2= 1/sin 30° = = 2 мм.
Следовательно, там, где скорость сближения участка электрода-инструмента с заготовкой в два раза меньше, межэлектродный промежуток в два раза больше.
Если обрабатываемая поверхность заготовки имеет криволинейную форму, а не образована отдельными прямолинейными участками, то межэлектродный промежуток имеет, например, форму, изображенную на рис. 3.9, б. В данном случае межэлектродный промежуток на участке А—В не одинаков, а возрастает по определенной зависимости. Форму и размеры рабочей части электродов-инструментов для обработки таких поверхностей рассчитывают, а затем уточняют по результатам пробной обработки. При необходимости форму и размеры таких электродов корректируют.
Обработка рабочих поверхностей ковочных штампов. Электрохимическое объемное копирование (ЭХОК) рабочих поверхностей заготовок широко применяют в промышленности. В частности, этот вид ЭХО используют при формообразовании рабочих поверхностей ковочных штампов для изготовления шатунов, распределительных валов, стамесок и других изделий различного назначения. Электрохимическое объемное копирование рабочих поверхностей ковочных штампов позволяет значительно сократить трудоемкость их изготовления за счет уменьшения машинного времени, затрачиваемого на формообразование рабочих поверхностей и ручные доводочные работы. ЭХО ковочных штампов применяют, как правило, в серийном и массовом производстве.
Ковочный штамп для получения заготовки шатуна (рис. 3.10,а) дизеля изображен на рис. 3.10,6. Поверхности а, б, в заготовки, определяющие форму и размеры ее, выполнены верхней и нижней половинами штампа. Их контур ограничивает канавка 1 для облоя. Характерной особенностью таких ковочных штампов является симметричность формы их рабочей полости, что позволяет обрабатывать верхнюю и нижнюю половины штампов одним электродом-инструментом. При несимметричной форме рабочей полости штампов электрохимическую обработку рабочих поверхностей обеих их половин выполняют различными по форме и размерам электродами-инструментами.
Для ЭХОК рабочих поверхностей ковочных штампов применяют электроды-инструменты, изготовленные из металлических материалов, стойких к химической коррозии: нержавеющих сталей, латуней, бронз. Электроды-инструменты из нержавеющей стали более стойки в эксплуатации, но изготовление их более трудоемко, чем электродов-инструментов из латуни или бронзы. Поэтому электроды-инструменты сложной формы изготовляют в основном из латуни и бронзы.
Электрод-инструмент для формообразования рабочих поверхностей обеих половин ковочного штампа представляет собой полую конструкцию (рис. 3.11), рабочая часть которой является зеркальным изображением рабочих поверхностей обеих иоловин штампа. Электролит в межэлектродный промежуток подводится через накопительную полость а, щель б и два отверстия в. Верхней плоскостью электрод-инструмент закреплен с подэлектродной плитой; последняя цилиндрическим хвостовиком зафиксирована в пиноли или в плите-пиноли станка. При этом фиксатор 1 расположен в контрольном отверстии пиноли или в пазу плиты, предотвращая разворот подэлектронной плиты, а следовательно, и электрода-инструмента. Через отверстия г конструкция крепится к пиноли или к ее плите.
Контур активной части электрода-инструмента для ЭХОК рабочих поверхностей ковочного штампа этого назначения выполняют с радиусами на переходах около 2 мм. Соответственно такой электрод-инструмент можно отнести к группе сложных. Изготовляют такие электроды-инструменты на металлообрабатывающих станках повышенной точности с последующей доводкой их рабочих поверхностей слесарной обработкой.
Приспособление для базирования и крепления заготовок 1 (половин) ковочных штампов имеет основание 2 (рис. 3.12), которое ориентируют на столе 3 станка посредством центрального посадочного отверстия стола, соосного с посадочным отверстием пиноли. Для предотвращения перекоса основание приспособления имеет установочную) шпонку или штифт; последние входят в один из пазов стола. Правильную установку заготовки штампа обеспечивают три упора 4, запрессованные в основание, которое крепят к столу станка болтами и гайками. Заготовку штампа закрепляют на основании приспособления прижимными планками.
Применяют и другую технологию выверки прямоугольной заготовки штампа на столе станка относительно закрепленного на его пиноли электрода-инструмента (рис. 3.13). Заготовку 3 ковочного штампа устанавливают на одну или две мерные по толщине подкладки 2, выполненные из токопроводящих материалов. Затем опускают электрод-инструмент 5 так, чтобы измерительный стержень индикатора 7, закрепленного магнитной стойкой 6 на одной из базовых боковых поверхностей электрода-инструмента, касался соответствующей поверхности заготовки у одного из ее торцов. При этом, зная показания индикатора в этом положении, переставляют магнитную стойку к противоположному торцу заготовки и легким постукиванием по ней дюралевым молотком добиваются, чтобы показания индикатора были однозначны в любом положении, т. е. у обоих торцов заготовки. Для этого нередко приходится по нескольку раз переставлять стойку с индикатором от одного торца заготовки к другому. После этого предварительно крепят заготовку прижимными планками 4. Затем вновь проверяют положение заготовки относительно электрода-инструмента по рассмотренной технологии и в случае необходимости дополнительно выверяют заготовку.
Повторная проверка правильности положения заготовки относительно электрода-инструмента необходима в случае изменения ее положения после первой выверки при креплении. Для предотвращения этого заготовку штампа к столу 1 станка крепят. равномерно подвертывая гайки на обоих торцах заготовки. При этом нельзя допускать разворота прижимных планок, а следовательно, и изменения положения заготовки относительно электрода-инструмента. Выверку заготовок производят по одной из базовых ее поверхностей, как правило, имеющей большую длину. Вторая базовая плоскость заготовки при этом займет нужное положение относительно электрода-инструмента без дополнительной выверки, так как она перпендикулярна первой поверхности.
Для правильной ориентации заготовок относительно электродов-инструментов необходимо знать расстояние К, т. е. одностороннюю номинальную разницу габаритных размеров электрода-инструмента и заготовки в ее обеих плоскостях. Это расстояние может иметь два значения, т. е. габаритные размеры электрода-инструмента могут быть меньше или больше габаритных размеров наружного контура заготовки штампа.
Если при ориентации заготовок по первому способу (см. рис. 3.12) необходимо точно, т. е. перпендикулярно друг другу, обработать только базовые поверхности заготовки штампа, то в приведенном на рис. 3.13 случае выдерживают перпендикулярность базовых поверхностей и заготовки, и электрода-инструмента. Кроме того, у электрода-инструмента необходимо выдержать размеры, определяющие положение обрабатывающих поверхностей активной части относительно его базовых. Это предопределяет положение обрабатываемых элементов штампа или другой аналогичной детали. Следовательно, выверять положение заготовок штампа относительно электродов-инструментов по второму способу сложнее, чем по первому. Поэтому для этой цели стремятся использовать установочные приспособления по типу приведенного на рис. 3.12.
Производительность ЭХОК рабочих поверхностей ковочных штампов существенно зависит от сложности формы обрабатываемой поверхности и заданной точности обработки (табл. 3.1). Из приведенных в табл. 3.1 данных видно, что с усложнением формы обрабатываемых поверхностей и с повышением точности обработки значительно падает их относительная обрабатываемость, т. е. производительность процесса ЭХОК. Максимальная производительность ЭХОК, принятая условно за единицу (см. табл. 3.1), достигается при обработке простых по
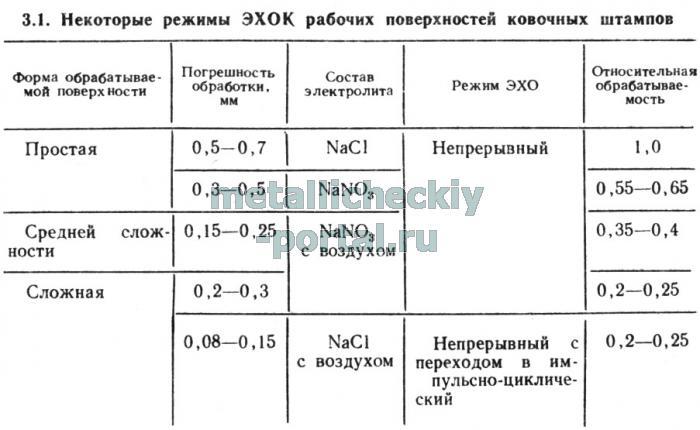
форме поверхностей с погрешностью 0,5—0,7 мм с использованием водного раствора хлористого натрия в непрерывном режиме. При этом скорость подачи электрода-инструмента составляет 0,8—1,0 мм/мин.
Электрохимобработчик осуществляет наладку станка для выполнения операции ЭХОК ковочного штампа, обеспечивая при этом требуемый технологической документацией состав и концентрацию электролита, его рН, скорость подачи электрода-инструмента, напряжение на электродах. В процессе выполнения операции эти параметры контролируются автоматическими системами станка или оператором по соответствующим приборам. Однако по причине некачественной подготовки станка к работе или в результате неправильного показания того или иного прибора отдельные параметры обработки могут отклоняться от требуемых значений. В результате этого точность обработки понижается, а в некоторых случаях ковочные штампы бракуются. Для своевременного выявления возможных отклонений фактических параметров обработки от заданных используют в качестве предупреждающего сигнала отклонение технологического тока от значений, указанных в документации. Однако одновременно с этим по мере углубления электрода-инструмента в заготовку, т. е. с увеличением площади обработки, также происходит увеличение (изменение) технологического тока, что не позволяет однозначно связывать его изменение с отклонениями параметров обработки. Чтобы исключить влияние площади обработки на технологический ток, в документацию на операции ЭХОК ковочных штампов вводят карту-таблицу, в которой указывается значение технологического тока через каждый милли-

метр углубления электрода-инструмента. Например, при исходном положении инструмента I = 700 А, после углубления его в заготовку на 1 мм I = 750 А, на 2 мм I = 1000 А и т. д.; в конце обработки при глубине обработки 30 мм I = 2800 А. В случае отклонения значения I более чем на ±5% от указанных в этой карте обработку ковочного штампа прекращают и устраняют причину, вызвавшую изменение технологического тока выше допустимого значения. Характерные неполадки, возникающие при ЭХОК, и способы их устранения приведены в табл. 3.2.
Обработка профильной части турбинных лопаток. Турбинная лопатка (рис. 3.14), являющаяся одной из основных деталей современных энергетических машин, имеет сложную по форме профильную 2 и хвостовую I части. Технологическая бобышка 3 турбинной лопатки предназначена для правильной установки и крепления ее в приспособлении. После электрохимической обработки турбинной лопатки бобышку отрезают.
Точность обработки профильной части турбинных лопаток ЭХОК составляет обычно 0,05—0,3 мм. Заготовки лопаток получают горячей штамповкой или литьем. Характерно, что изготовленные такими методами заготовки имеют значительные колебания технологических припусков по профильной части. Причем с увеличением длины профильной части лопаток значение и неравномерность этих припусков существенно возрастают. Так, если лопатки длиной 150—200 мм из никелевых сплавов имеют минимальный припуск 1 м, а максимальный — 2,5, то при длине 500 мм припуски соответственно составляют от 1,5—2 до 7—8 мм. При таких колебаниях припусков существенное значение приобретает выбор оптимальных режимов ЭХОК, обеспечивающих минимальную погрешность AzK (см. рис. 1.25,6). Для уменьшения погрешности AzK процесс ЭХОК проводят при малых значениях межэлектродного промежутка.
Другая погрешность Да, возникающая в результате нестабильности параметров обработки, значительно снижается за счет прерывистого режима ЭХО при минимально возможном межэлектродном промежутке. Указанные параметры обработки профильной части турбинных лопаток реализуются в специализированных станках, работающих в циклическом или импульс-но-циклическом режиме.
Станки для ЭХОК профильной части турбинных лопаток работают по приведенной на рис. 3.15 технологической схеме

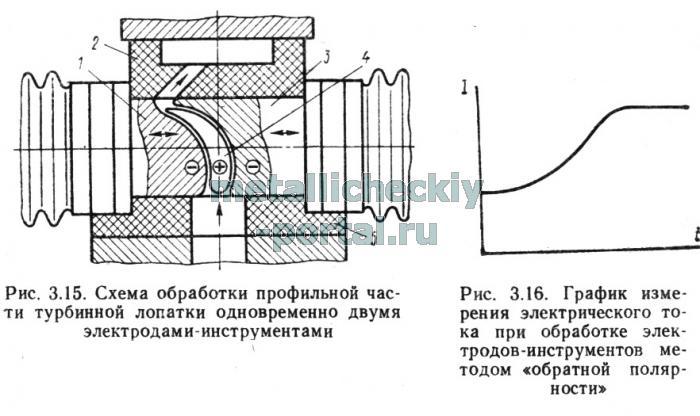
и обеспечивают одновременно формообразование полного профиля. Электроды-инструменты 1 и 3 перемещаются навстречу друг другу с одинаковой скоростью; окончание их рабочей подачи происходит одновременно и при определенном положении электродов-инструментов относительно базовых поверхностей технологической бобышки и хвостовой части лопаток 4. Исходное положение электродов-инструментов определяется максимальным припуском по обрабатываемым поверхностям. Электроды-инструменты перемещаются в полости, образованной диэлектрическими плитами 2 и 5; через соответствующие щели в плитах подается и отводится электролит.
Наиболее часто электроды-инструменты для ЭХОК профильной части турбинных лопаток выполняют из нержавеющей стали 2X13 или латуни Л62. Активную часть таких электродов-инструментов обрабатывают на металлорежущих станках или получают так называемым методом «обратной полярности» на станках для электрохимической обработки лопаток. При формообразовании профиля активной части электродов-инструментов методом «обратной полярности» их заготовки подключают к положительному полюсу ИП, а эталон — к отрицательному. В качестве эталона используют обработанную по чертежу лопатку, закрепленную в установочном приспособлении станка. При этом состав электролита и режимы обработки не отличаются от принятых параметров электрохимической обработки турбинных лопаток.
Продолжительность
формирования электродов-инструментов
методом «обратной полярности» определяют
по значению электрического тока. В
начальный период процесса ЭХОК
выравнивается неравномерность припуска
заготовок; при этом электрический ток
(рис. 3.16) имеет минимальное значение,
возрастающее по мере обработки.
При дальнейшем электрохимическом растворении металла заготовок наступает момент, при котором межэлектродный промежуток приобретает установившиеся, а электрического тока — постоянные значения. Это свидетельствует, что активная часть изготовляемого электрода-инструмента получила требуемые форму и размеры.
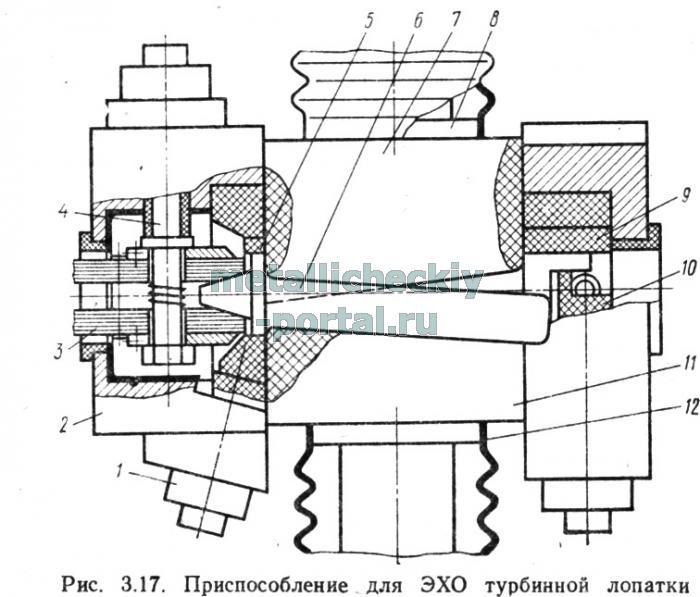
После завершения обработки электродов-инструментов методом «обратной полярности» отводят их в исходное положение, снимают эталон с приспособления и переключают полярность ИП. Затем в приспособлении (рис. 3.17) устанавливают заготовку лопатки. Заготовку 6 устанавливают на основание 2 приспособления. При этом базовые поверхности хвостовой части и бобышки заготовки гидроцилиндрами 1 и 10 поджимают к опорам 5 и 9. Затем включением гидроцилиндра 4 прижимают токопроводы 3 к соответствующим плоскостям заготовки. Электроды-инструменты 7 и 11 закреплены винтами на фланцах плунжеров 8 и 12; перемещением последних осуществляют их рабочую подачу. Однотипными по конструкции приспособлениями оснащено большинство станков для ЭХОК лопаток. Приспособления отличаются габаритными размерами основных элементов, которые определяются размерами обрабатываемых лопаток.
При ЭХОК профильной части турбинных лопаток в качестве электролита применяют водный раствор хлористого натрия.
Процентное содержание его в воде изменяется в зависимости от марки металла обрабатываемой заготовки лопатки и площади ее профильной части. При обработке лопаток с размерами, близкими к максимально допустимым по паспорту данного станка, применяют электролит с меньшим содержанием хлористого натрия в воде, т. е. с более низкой электропроводностью. Это позволяет при ЭХОК лопаток больших размеров предотвратить перегрузку ИП по допустимому значению электрического тока.
При ЭХОК лопаток межэлектродный промежуток, продолжительность времени формообразования и температура электролита устанавливаются технологическим процессом и зависят от неравномерности припуска заготовок и требуемой точности обработки профильной части лопаток.
Заготовка турбинной лопатки с длиной профильной части 200 мм из сплава ЭИ-726 имеет номинальный припуск 3 мм и неравномерность припуска 2 мм. Точность размеров после обработки 0,15 мм. Для реализации указанного требования по точности обработки и с учетом особенностей заготовки межэлектродный промежуток должен составлять в данном случае 0,2 мм, время между паузами при циклическом режиме обработки—30 с, оптимальная температура электролита (20%-ный раствор хлористого натрия) 25°С. При увеличении этой температуры более чем на 3—5°С шероховатость обрабатываемой поверхности резко повышается. При этих режимах ЭХОК лопаток продолжительность формообразования их практически составляет 10—12 мин.
При ЭХОК заготовок лопаток, имеющих начальную неравномерность припуска более 2 мм, используют импульсно-циклический режим обработки, обеспечивая тем самым ведение процесса ЭХОК с межэлектродным промежутком 0,1 — 0,15 мм. Этим самым при обработке худшей заготовки достигается та же точность обработки (0,15 мм). Однако продолжительность формообразования при этом уменьшается на 30—40%.
Контроль формы и размеров профильной части лопаток после ЭХОК осуществляют с помощью оптических приборов, шаблонов и щупов. Для этого применяют приспособления, одна из схем которых приведена на

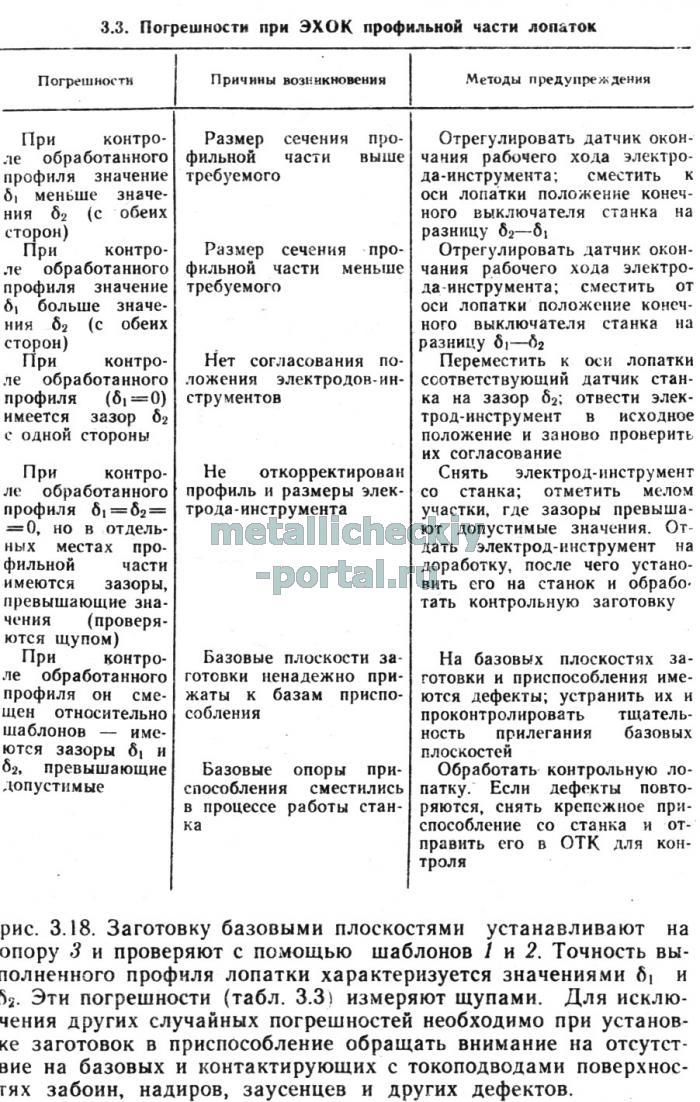
Место, где имеются эти дефекты, необходимо тщательно зачистить надфилем или наждачной бумагой мелкой зернистости; при значительных дефектах заготовку возвращают на доработку.
Электрохимическое шлифование алмазными кругами. Эффективность электрохимического шлифования (ЭХШ во многом зависит от площади контакта активной части электрода-инструмента (алмазного круга) с поверхностью обрабатываемой заготовки. С увеличением этой площади объем электрохимического растворения металла заготовки возрастает, а соответственно растет и эффективность электрохимического шлифования.
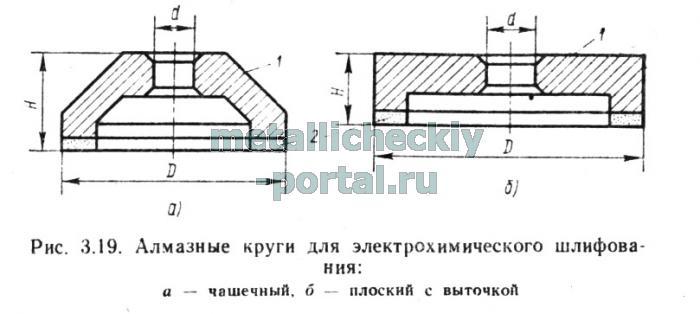
Максимальную площадь контакта активной части алмазного круга с обрабатываемой поверхностью заготовки обеспечивает шлифование торцом кругов чашечной (рис. 3.19, а) или плоской (рис. 3.19, б) формы. При электрохимическом шлифовании наиболее часто применяют круги алмазный чашечный или алмазный плоский с выточкой. Эти круги имеют металлический корпус— основу 1 и металлоалмазный токопроводящий слой 2.
Как и алмазные отрезные круги, так и алмазные круги чашечной и плоской формы изготовляют методом горячего прессования в специальных пресс-формах. В последнюю устанавливают корпус круга, а затем засыпают порцию перемещенных между собой алмазных зерен и металлической связки (медные опилки). Затем пресс-форму устанавливают на гидравлический пресс и производят горячее прессование. После выдержки в течение заданного времени пресс-форму снимают с пресса, охлаждают и вынимают круг.
Металлическая связка из медной или алюминиевой стружки или опилок обусловливает высокую ее электропроводность. В противном случае из-за наличия нетокопроводящих алмазных зерен на активной части электрода-инструмента при ЭХШ резко повышается электрическое сопротивление, что, в свою очередь, снижает значение электрического тока, а следовательно, и про
 изводительность
электрохимического шлифования.
Зернистость алмазных кругов на их
активной части существенно влияет на
производительность процесса ЭХШ и
качество обработанной поверхности.
Оптимальную производительность и
качество электрохимического шлифования
обеспечивают круги с зернистостью
200—50 мкм при 50-100%-ной концентрации
алмазных зерен. Под 50%-ной концентрацией
принято понимать содержание в 1
см3 алмазного
слоя 0,44 г алмазных зерен, соответственно
при 100%-ной концентрации содержится 0,88
г алмазных зерен.
изводительность
электрохимического шлифования.
Зернистость алмазных кругов на их
активной части существенно влияет на
производительность процесса ЭХШ и
качество обработанной поверхности.
Оптимальную производительность и
качество электрохимического шлифования
обеспечивают круги с зернистостью
200—50 мкм при 50-100%-ной концентрации
алмазных зерен. Под 50%-ной концентрацией
принято понимать содержание в 1
см3 алмазного
слоя 0,44 г алмазных зерен, соответственно
при 100%-ной концентрации содержится 0,88
г алмазных зерен.
Круги на связках М5 и МВ1 (медно-алюминиевые сплавы) с зернистостью АС14/10 (алмаз синтетический с размером зерен 140—100 мкм) при 100%-ной концентрации обеспечивают максимальную производительность электрохимического шлифования.
Размеры приведенных алмазных кругов для электроалмазного шлифования колеблются согласно стандартам в следующих пределах: D = 250; d= 75 и Н = 25 мм (см. рис. 3.19). Ширина алмазного слоя h обычно 3—8 мм.
Указанные параметры кругов для электрохимического шлифования выбирают в зависимости от размеров обрабатываемых поверхностей и требуемого качества их обработки. Так, для снижения шероховатости обрабатываемой поверхности, например, твердых сплавов на основе карбида вольфрама (марка сплава ВК) применяют алмазные чашечные круги с размером зерен 50—100 мкм при 100%-ной их концентрации. В то же время с увеличением площади обработки более 1000 мм2 выгоднее применять круги большего диаметра (до 300 мм) и с большей зернистостью (до 200 мкм).
При небольших площадях контакта (порядка 10 мм2) активной поверхности алмазного круга с заготовкой производительность механического алмазного и электрохимического шлифования примерно равны. В то же время при повышении площади контакта до 100 мм2 производительность электрохимического шлифования примерно в два раза выше, чем механического алмазного, а при площади контакта 1000 мм2 производительность возрастает в шесть раз. Соответственно при меньших площадях контакта активной части электрода-инструмента с обрабатываемой поверхностью заготовки, что имеет место, например, при шлифовании деталей типа тел вращения, производительности механического алмазного и электрохимического шлифования практически равны. В этом случае эффективность электрохимического шлифования может быть оценена в основном снижением износа кругов. Последнее характеризуется периодичностью правки кругов в случае неравномерности их износа.
Устройства для крепления алмазных чашечных и плоских с выточкой кругов в принципе однотипны. На рис. 3.20
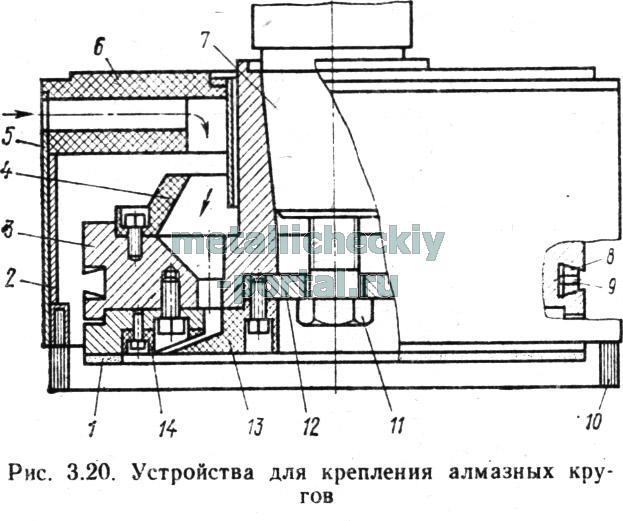
изображена конструкция устройства для крепления алмазного плоского с выточкой круга, которое смонтировано на шпинделе станка модели 3Э371.
Оправка 3 посредством шайбы 12 и болта 11 закреплена на корпусе 7 шпинделя плоскошлифовального станка. Алмазный круг 1 через диэлектрическую прокладку 14 со скосом скреплен с оправкой. Вторая прокладка 13 из диэлектрического материала закреплена на шайбе и имеет аналогичный скос. Эти скосы образуют кольцевую щель, по которой электролит под действием центробежных сил отбрасывается к выточке алмазного круга, а затем поступает в межэлектродный промежуток, после чего удаляется из зоны обработки. Коническим кольцом 4 поток электролита направляется (на рисунке изображено стрелками) в наклонные отверстия в оправке, по которым он попадает в кольцевую канавку на нижнем торце.
Каркас 5 скреплен с плитой 6; с помощью плиты невращающиеся детали устройства монтируются на корпусе бабки или на кожухах. В каркасе расположена обойма 2, несущая расположенные по кругу волосяные щетки 10. Вылет щеток регулируется вертикальным перемещением обоймы в каркасе. Волосяные щетки предотвращают разбрызгивание электролита и одновременно удаляют с обрабатываемой поверхности заготовки продукты растворения.
На наружной образующей оправки выполнена конусная канавка, в которой расположены сухарики 8, закрепляемые при необходимости винтами 9. Перемещая эти сухарики в канавке, статически балансируют алмазный круг, добиваясь при этом устойчивой его работы.
Продолжительность правки этим методом торца алмазного круга диаметром 300 мм при допуске на его биении 0,02 мм составляет около 3 мин.
При правке алмазных кругов методом «обратной полярности» происходит эрозионное и электрохимическое разрушение связки на тех участках активной торцовой поверхности круга, на которых имелось биение. Правку алмазного круга на токопроводящей связке производят до начала обработки деталей, т. е. непосредственно после установки его на шпиндель станка. В процессе обработки алмазный круг не правят.
Статическую балансировку шлифовальных кругов выполняют на специальных приспособлениях, закрепляя вращающиеся при работе детали узла крепления круга на специальных оправках. Балансировку шлифовальных кругов производят в инструментальных цехах. На участки ЭХО поступают собранные и отбалансированные круги с оправками.
При электрохимическом шлифовании относительно больших по площади обработки поверхностей (более 30X30 мм) затрудняется истечение электролита через межэлектродный промежуток к периферии круга. Это сокращает объем растворенного металла и, следовательно, снижает производительность процесса ЭХШ. Для облегчения доступа электролита в межэлектродный промежуток на рабочей (активной) поверхности алмазного круга выполняют канавки (рис. 3.21). С допустимым увеличе

Особенно важно при электрохимическом шлифовании предотвратить торцовое биение алмазного круга, так как даже при относительно небольшом торцовом биении с амплитудой свыше 0,02 мм заметно ухудшается сплошность потока электролита в межэлектродном промежутке, что снижает производительность ЭХШ и увеличивает износ алмазного круга.
Для предотвращения торцового биения алмазного круга посадочные места шпинделя станка и оправки с кругом при установке ее на станок тщательно очищают от пыли и грязи. Однако практически алмазный круг почти всегда имеет торцовое биение после установки на станок. Поэтому перед шлифованием производят правку алмазного круга методом «обратной полярности». На столе станка устанавливают тиски, а в них закрепляют плоскопараллельный чугунный брусок с размерами 20x20x200 мм. Верхнюю плоскость бруска выверяют на параллельность плоскости стола с помощью стойки с индикатором, а затем крепят брусок в тисках. Правку выполняют с применением электролита, предназначенного для шлифования, при следующих режимах:
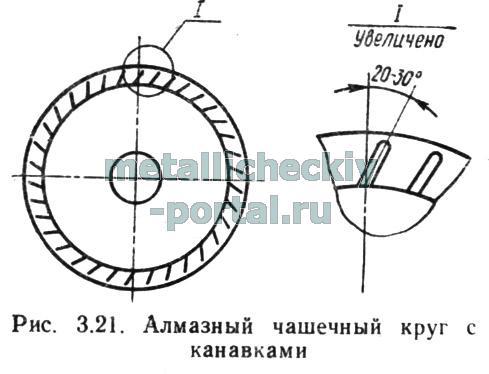
нием числа таких канавок плотность тока при шлифовании повышается и соответственно возрастает объем растворенного металла. Однако при чрезмерном увеличении числа канавок сокращается площадь активной части алмазного круга, в результате чего уменьшается плотность тока на аноде, а вместе с ней — производительность процесса ЭХШ. Оптимальное число канавок для алмазных кругов диаметром 300 мм — 40— 45 шт. Канавки (рис. 3.21) выполняют несквозными, с наклоном относительно радиального направления на 20—30°; глубина канавок обычно 0,5—0,8 мм.
В зависимости от ширины обрабатываемой поверхности выбирают диаметр алмазного круга. При этом внутренний диаметр рабочей части алмазного чашечного круга должен быть в два раза больше ширины обрабатываемой заготовки. В противном случае образуется отклонение от плоскости, равное 0,03— 0,05 мм.
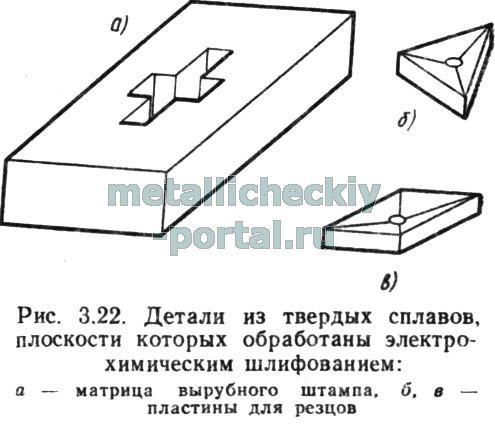
На рис. 3.22 изображены детали из твердых сплавов, поверхности которых обработаны электрическим шлифованием с производительностью, в 2—3 раза превышающей производительность алмазного механического шлифования. При этом шероховатость обработанных поверхностей не превышает 0,63 мкм по Ra.
При электрохимическом шлифовании алмазными кругами вязких металлических материалов, например магнитных сплавов, наблюдается налипание на активную часть алмазного круга частиц обрабатываемого металла, т. е. происходит так называемое «засаливание» алмазного круга, в результате которого резко снижается его режущая способность. По мере «засаливания» алмазного круга производят периодическую очистку его режущей части абразивными брусками из карбида

кремния зеленого (K3). Брусок закрепляют на столе станка в тисках или в специальных оправках и подводят вращающийся алмазный круг к бруску. Брусок, многократно воздействуя на активную поверхность алмазного круга при периодической вертикальной подаче его на брусок и при соответственном перемещении бруска за счет подачи стола, очищает алмазный круг от «засаливания». При этом абразивный брусок изнашивается. Очистку выполняют без применения электрического тока и электролита. Таким образом алмазный круг диаметром до 300 мм очищают за 1—2 мин.
Заготовки из твердых сплавов при электрохимическом шлифовании закрепить на станке труднее, чем стальные. Последние, как правило, крепят на магнитных плитах электрохимических плоскошлифовальных станков. Заготовки из твердых сплавов зажимают в тисках с механическими зажимами и в специальных приспособлениях, которые крепят на столе шлифовального станка с помощью магнитных плит.
При электрохимическом шлифовании, например, боковых граней квадратных твердосплавных пластин 3 (рис. 3.23) их набирают по 10—15 шт. на оправку-стержень 2 (рис. 3.23, а) и,

положив такой пакет одной гранью на плоскопараллельную подкладку 1, крепят его в тисках 4. Пластины треугольной формы 5 также набирают в пакет и базируют его в тисках с помощью призматической подкладки 6, установленной между губками тисков (рис. 3.23,6).
Электрохимическое шлифование алмазными кругами плоскости основания резцовых пластин производят обычно после обработки их граней. При этом крепление пластин 2 на столе станка производят в кассетах, имеющих окна 1, по форме и размерам соответствующие контуру обрабатываемой пластины (рис. 3.24). Кассету выполняют из стали и крепят на магнитной плите станка. Высота кассеты меньше толщины окончательно отшлифованных пластин.
При электрохимическом шлифовании алмазными кругами большинства металлов, в частности твердых сплавов, в качестве электролита применяют 8%-ный водный раствор азотнокислого натрия NaN03 с добавкой в него 1—3% азотистокислого натрия NaN02 и 1% фосфорнокислого натрия Na2HP04.
Электрохимическое шлифование большинства обрабатываемых этим способом металлических материалов выполняют при напряжении 6—8 В. При этом расход подаваемого в рабочую зону электролита составляет 5—10 л/мин, а плотность электрического тока — 70 —100 А/см2. Сила тока в зависимости от площади контакта алмазного круга с обрабатываемой поверхностью заготовки обычно колеблется от нескольких до 2—3 тыс. ампер.
Окружную скорость вращения алмазного круга устанавливают в пределах от 23 до 28 м/с. Снижение скорости вращения, например в случае применения алмазных кругов небольшого наружного диаметра (150—200 мм), приводит к уменьшению производительности электрохимического шлифования; повышение окружной скорости вращения существенно не влияет на производительность процесса ЭХШ.
Рабочая подача стола при электрохимическом шлифовании плоскостей заготовок торцом чашечного круга устанавливается в зависимости от снимаемого припуска. Так, при припуске на шлифование порядка 0,3—0,5 мм рабочая подача стола обычно равна 70 мм/мин для обработки сплавов типа ВК, а при припуске на шлифование менее 0,2 мм эту скорость увеличивают до 120 мм/мин. При электрохимическом шлифовании плоскостей заготовок, имеющих отверстия, пазы и другие элементы, облегчающие вынос продуктов растворения из межэлектродного промежутка, рабочую подачу стола станка увеличивают в 2— 3 раза.
Электрохимическое шлифование абразивными кругами. В отличие от электрохимического шлифования алмазными кругами, при котором обработку обычно производят торцом круга, при
электрохимическом шлифовании токопроводящими абразивными кругами обработку выполняют, как правило, периферией круга.
Эффективность электрохимического шлифования абразивными кругами, как и алмазными, зависит от площади контакта активной части круга с поверхностью обрабатываемой заготовки. Увеличение этой площади при электрохимическом шлифовании абразивными кругами достигается за счет, например, повышения глубины врезания круга в заготовку.
Абразивные круги для электрохимического шлифования, являющиеся электродами-инструментами, состоят из зерен абразивного материала и токопроводящей связки. Связка соединяет в единое целое абразивные зерна. В качестве абразивного материала для такого круга применяют электрокорунды различных видов. Наиболее часто используют так называемый белый электрокорунд марки 24А, выплавляемый из бокситов. Электрокорунды состоят из оксида алюминия и примесей. В электрокорунде марки 24А содержится до 96% оксида алюминия. Размер абразивных зерен для шлифовального круга колеблется в зависимости от предъявляемых требований к качеству обрабатываемой поверхности в пределах от 125 до 315 мкм. Концентрация абразивных зерен у такого круга обычно 200%. Токопроводящей связкой являются сплавы на основе алюминия, меди и цинка. Абразивный круг для электрохимического шлифования получают, как и алмазный круг, горячим прессованием или литьем в специальных центрифугах.
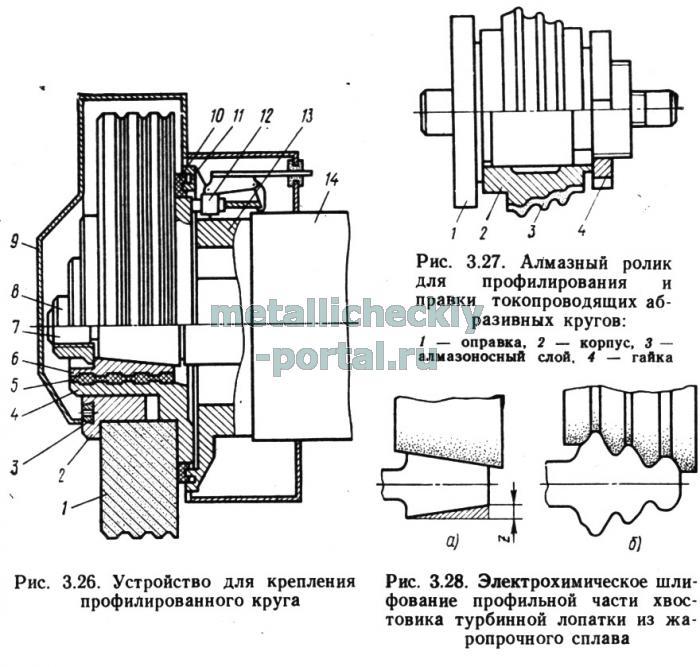
Наиболее распространенные формы активной части абразивных кругов для электрохимического шлифования изображены на рис. 3.25. Круг типа ПП (рис. 3.25, а) имеет непрофилированную активную часть, его применяют для шлифования фасонных поверхностей при относительном перемещении заготовки и круга с помощью копиров и других приспособлений. Кругом такого типа можно эффективно производить формообразование, например, канавок и прорезей без применения копиров. Таким кругом можно обрабатывать и конусные поверхности на электрохимических круглошлифовальных станках. Чаще электрохимическое шлифование фасонных поверхностей выполняют профилированным токопроводящим абразивным кругом (рис. 3.25, б, в, г). В отличие от обработки фасонных поверхностей кругом типа ПП формообразование профилированным кругом осуществляется только за счет врезания его в заготовку, т. е. без перемещения круга по копирам. Для электрохимического шлифования применяют также абразивный круг с более сложной формой активной части, например при формообразовании хвостовиков турбинных лопаток. На рис. 3.26 изображена типовая конструкция устройства для крепления профилированного круга. Круг 1 посажен на оправку 2 и скреплен с ней болтами через токосъемное кольцо 4; последнее связано со втулкой 6 посредством электроизоляционного слоя 5. Указанный комплект, собранный и статически отбалансированный вне станка с помощью сухариков 3, устанавливается конусным отверстием втулки на шпиндель 7 станка и крепится гайкой 8. Токоподвод от ИП к кругу осуществляется коллектором 12; щетки последнего контактируют с плоскостью токосъемного кольца. Коллектор смонтирован на кольце 13, которое неподвижно закреплено на корпусе 14 шлифовальной бабки станка. Предотвращает попадание электролита в зону токоподвода шайба 10 и лабиринтовая часть 11. Шайба посредством буртика на токосъемном кольце прижимается к плоскости круга. Кожух с открывающейся передней частью 9 защищает от разбрызгивания электролита. Устройством такой конструкции оснащен, в частности, станок модели ЛЭ-226.
Наружный диаметр абразивного круга типа ПП для электрохимического шлифования принимают обычно равным 150— 300 мм; высота круга (ширина активной части) соответствует
 установленным
стандартным размерам. Такие круги
серийно выпускаются промышленностью,
они служат для получения кругов с
профилированной активной частью.
установленным
стандартным размерам. Такие круги
серийно выпускаются промышленностью,
они служат для получения кругов с
профилированной активной частью.
Профилирование активной части круга для электрохимического шлифования отличается от правки круга тем, что в последнем случае восстанавливают геометрию профиля активной части. Правка характеризуется незначительным съемом материала круга (от сотых до десятых долей мм), а профилирование — гораздо большим, доходящим нередко до 15—20 мм. Правку электроабразивных кругов относительно простых форм (см. рис. 2.25, б, в, г), состоящих из прямых линий и дуг окружностей, производят алмазным карандашом, который устанавливают в специальные приспособления. Приспособления крепят на столе станка и с помощью его механизмов перемещают карандаш по требуемому профилю, т. е. правят круг. Аналогично выполняют и профилирование токопроводящих абразивных кругов несложной формы.
Профилирование кругов с более сложной формой активной части, состоящей из значительного числа дуг, чаще выполняют алмазными роликами, типовая конструкция которых изображена на рис. 3.27. Корпус ролика с алмазоносным слоем укреплен на оправке гайкой. Оправку устанавливают в приспособление, обеспечивающее вращение ролика при профилировании или правке. Такие приспособления обычно стационарно крепят на столе электрохимического шлифовального станка вне зоны обработки; при необходимости профилирования или правки приспособление с правящим роликом подводят к активной части круга посредством продольного перемещения стола станка. Профилирование и правку круга алмазными роликами производят за счет врезания их в круг при встречном вращении и непрерывной подаче в зону контакта круга и ролика охлаждающей жидкости. При этом окружная скорость вращения абразивного круга составляет 25—30 м/с, частота вращения алмазного ролика — 2800 об/мин, продольная подача стола станка—1,5—2 м/мин при подаче круга на ролик 0,03—0,04 мм на двойной ход стола. В качестве жидкости чаще всего применяют электролит, используемый при электрохимическом шлифовании. Расход его при этом составляет 3—5 л/мин. Профильные алмазные ролики изготовляют в специальных пресс-формах. Преимуществом профилирования или правки такими роликами является их долговечность. Применение таких роликов оправдано при серийном и массовом производстве сложнопрофильных деталей или их элементов, когда окупаются затраты на изготовление пресс-форм.
Типовым примером электрохимического шлифования абразивными кругами является формообразование профильной части хвостовика турбинной лопатки. Обработка производится за две операции (рис. 3.28). Заготовку ус
танавливают и закрепляют в приспособлении, которое смонтировано на столе станка и сориентировано относительно абразивного круга и правящего алмазного ролика или карандаша. За первую операцию (рис. 3.28, а) кругом, имеющим скос активной части, снимается основной объем металла заготовки за два перехода, т. е. с перестановкой заготовки. При этом весь припуск z, максимальное значение которого составляет 7 мм, удаляется за один рабочий ход со скоростью продольного перемещения стола станка 6—8 мм/мин. Необходимость удаления относительно большого припуска обусловливает применение абразивных кругов с размером зерна 200—160 мкм. Время обработки одной стороны хвостовой части длиной 70 мм составляет 10—12 мин. После обработки одной стороны заготовку переставляют и выполняют формообразование второй стороны. Правку активной части абразивного круга в этом случае выполняют алмазным карандашом после обработки 5—7 заготовок. При этом с активной части круга удаляют слой 0,2—0,3 мм.
За вторую операцию (рис. 3.28, б) производят окончательное формообразование профильной части хвостовика лопатки. Обработку выполняют в приспособлении, которое правильно ориентирует заготовку относительно абразивного круга и правящего алмазного ролика. Обработку также выполняют за два перехода, т. е. с перестановкой заготовки. Максимальный припуск составляет 3 мм. Скорость продольного перемещения стола с заготовкой относительно вращающегося круга равна 15— 20 мм/мин. На этой операции применены круги с размером абразивных зерен 160—125 мкм. На обеих операциях используют электролит — 5—6%-ный водный раствор NaN03 с добавкой в него 0,5% NaN02, 0,5% Na2C03 и 0,5% глицерина; рабочая температура электролита 20—30°С. Напряжение на электродах 9 В. При этих параметрах ЭХШ время выполнения операции составляет 12—15 мин. Правку профильной части абразивного круга для второй операции выполняют после каждого рабочего хода; при этом алмазным роликом удаляют слой порядка 0,05 мм.
В процессе выполнения электрохимического шлифования абразивными кругами могут появляться различные неполадки (табл. 3.4), которые должны устраняться оператором, выполняющим эту операцию. В табл. 3.4 не указаны неполадки, свойственные не только электрохимическому, но и механическому шлифованию, например при появлении волнистости на обрабатываемой поверхности заготовки необходимо устранить дисбаланс круга и т. д. Поэтому для качественного выполнения операции электрохимического шлифования абразивными кругами оператор должен обладать знаниями и навыками рабочего-шлифовщика.
Электрохимическое суперфиниширование. Наибольшая эффективность от применения электрохимического суперфиниши