

Курсовой НТД / Методичка по курсовому / Часть_4
.doc4 РАСЧЕТ И ВЫБОР ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
В СРЕДЕ CO2 И В СМЕСИ ГАЗОВ
Основными разновидностями сварки плавящимся электродом в защитных газах являются сварка в углекислом газе, аргонодуговая сварка и сварка в смеси газов. Сварка в защитных газах плавящимся электродом имеет ряд особенностей. Так, устойчивое горение дуги обеспечивается при высокой плотности тока в электроде (100 А/мм2 и выше) при возрастающей вольтамперной статической характеристике. Стабильность параметров сварного шва (глубина проплавления и ширина) зависит от постоянства длины дуги, которая обеспечивается за счет процесса саморегулирования дуги при постоянной скорости подачи сварочной (электродной) проволоки. При этом соблюдается условие равенства скорости её плавления и подачи. Так как процесс ведется на режимах с высокими плотностями сварочного тока, то обычно применяют сварочную проволоку небольшого диаметра (от 0,8 до 2,5 мм), с большими скоростями ее подачи. В этих условиях процесс саморегулирования не может обеспечиваться при использовании источников питания с падающими характеристиками. Поэтому применяют источники питания с жесткой или возрастающей вольтамперной характеристикой. Сварку обычно ведут на постоянном токе обратной полярности. При прямой полярности скорость расплавления в 1,4…1,6 раза выше, чем при обратной, однако дуга горит менее стабильно с интенсивным разбрызгиванием.
Параметрами режима данного способа сварки являются: диаметр и марка сварочной проволоки dэ, мм; ток сварки Iсв, А; скорость сварки св, м/ч; вылет электрода lэ, мм; расход защитного газа Qг, л/мин.
Диаметр проволоки выбирают при автоматической сварке до 5 мм, при механизированной (полуавтоматической) – до 2 мм, предварительно в зависимости от толщины металла в соответствии с данными таблицы 4.1.
Таблица 4.1 – Выбор диаметра сварочной проволоки
|
S, мм |
0,8…2,0 |
3,0…8,0 |
8,0…14,0 |
16,0…20,0 |
22,0…40,0 |
|
dэ, мм |
0,8…1,2 |
1,2…1,6 |
1,2…2,0 |
1,4…3,0 |
1,6…4,0 |
Марка проволоки назначается в зависимости от химического состава основного металла из таблицы 2.4 и уточняется по ГОСТ 2246-70.
Для нахождения количества проходов, определяется величина площади наплавки Fн, которая зависит от толщины свариваемых деталей и вида соединения (ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные). Определение площади наплавки производится по аналогии с методикой, приведенной в расчетах режимов ручной дуговой сварки.
Если сварной шов не формируется за один проход, так как величина Fн за один проход, как правило, не превышает 70 мм2 (при использовании полуавтоматов) и 100 мм2 (при использовании автоматов), определяют число проходов n по формуле
![]() , (4.1)
, (4.1)
где Fн – площадь сечения наплавленного металла, мм2;
F1 – площадь сечения одного прохода, мм2.
Определение величины сварочного тока производится по формулам:
- для углеродистых, низко – и среднелегированных сталей
 ; (4.2)
; (4.2)
- для высоколегированных сталей
 (4.3)
(4.3)
где hпр – глубина провара, мм, определяется в зависимости от толщины свариваемых кромок и количества проходов;
![]() ; (4.4)
; (4.4)
где S – толщина свариваемых кромок, мм.
Ка – коэффициент, зависящий от диаметра сварочной проволоки, определяется из таблицы 4.2.
Таблица 4.2 – Значения коэффициента Ка в зависимости от диаметра электрода
|
dэ, мм |
1,2 |
1,4 |
1,6 |
2 |
3 |
4 |
5 |
|
Ка, мм/А |
2,1 |
2 |
1,75 |
1,55 |
1,45 |
1,35 |
1,2 |
Окончательный выбор диаметра электродной проволоки проводят с использованием выражения
![]() мм, (4.5)
мм, (4.5)
где i – плотность тока, А/мм2.
Данные о связи между плотностью тока i и диаметром электрода при сварке без разделки кромок приведены в таблице 4.3. При сварке с разделкой кромок и угловых швов плотность тока увеличивают на 15 – 20% по отношению к табличным.
Таблица 4.3 – Допустимая плотность тока в зависимости от диаметра электрода
|
dэ, мм |
1,2 |
1,4 |
1,6 |
2 |
3 |
4 |
5 |
|
i, А/мм2 |
100 – 300 |
90 – 250 |
80 – 230 |
65 – 200 |
45 – 90 |
35 – 60 |
30 – 50 |
Вылет электрода влияет на стабильность процесса и формирование размеров шва. С увеличением вылета возрастает коэффициент расплавления, разбрызгивание. При малом вылете увеличивается набрызгивание на сопло, затрудняется наблюдение за процессом. Вылет электрода lэ устанавливают опытным путем в зависимости от диаметра электродной проволоки по таблице 4.4. При сварке высоколегированных сталей вылет электрода lэ уменьшают в 1,5 раза из-за пониженной теплопроводности.
Таблица 4.4 – Связь диаметра электродной проволоки и его вылета
|
dэ, мм |
до 0,8 |
1,0 – 1,4 |
1,6 – 2,0 |
2,5 – 3,0 |
3,0 – 5,0 |
|
lэ, мм |
5 – 12 |
8 – 15 |
15 – 25 |
18 – 30 |
20 – 35 |
Определение напряжения дуги Uд, производится по формуле
 , (4.6)
, (4.6)
где н – коэффициент наплавки, определяется из выражения
![]() (4.7)
(4.7)
где – коэффициент потерь на угар и разбрызгивание при дуговой сварке в среде защитных газов, %, определяется по эмпирической формуле
![]() , (4.8)
, (4.8)
где А – коэффициент, значение которого зависит от защитного газа, для СО2 – А = 20, для СО2+О2+Ar или СО2+О2 и др. – А = 17,3;
р – коэффициент расплавления, значение коэффициента в зависимости от диаметра сварочной проволоки и сварочного тока рекомендуется определять по графику, приведенному на рисунке 4.1. Необходимо учесть, что коэффициент расплавления р в аргоне и гелии на 3…5% меньше, чем СО2.
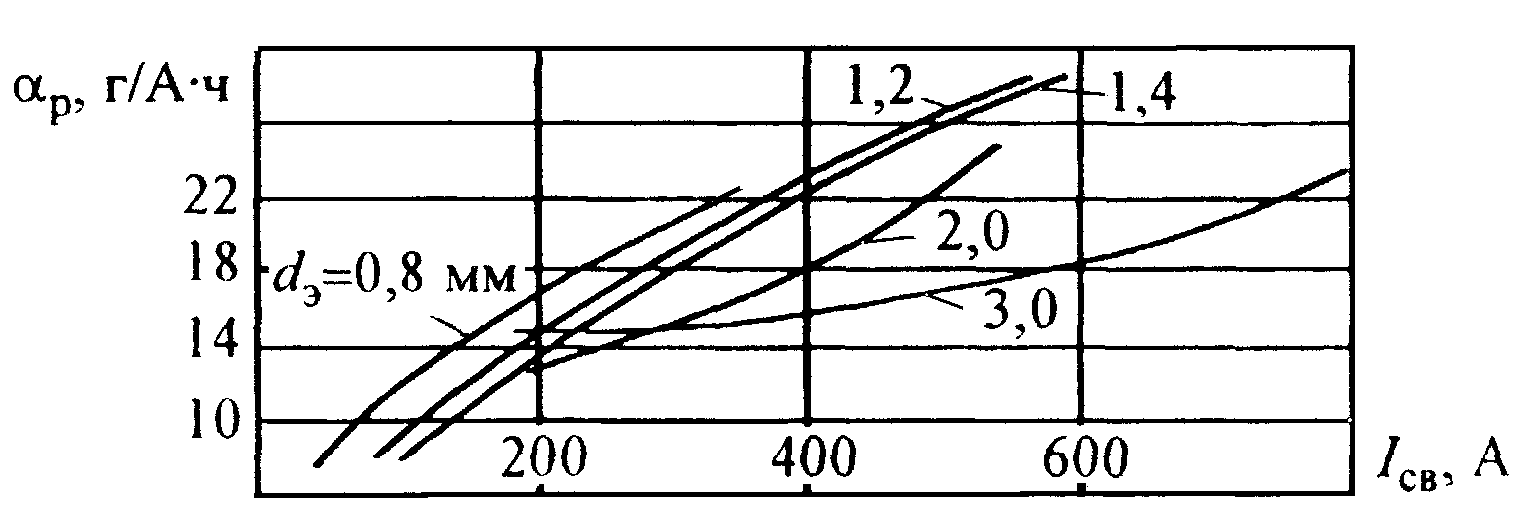
Рисунок 4.1 - Зависимость коэффициента расплавления
от величины сварочного тока и диаметра сварочной проволоки
Основываясь на практическом опыте, можно принять коэффициент потерь на угар и разбрызгивание при сварке в аргоне – 1…3%, в гелии – 7…10%.
Скорость сварки для автоматических способов определяется по формуле
![]() ,
м/ч, (4.9)
,
м/ч, (4.9)
где - удельная плотность металла шва, для стали =7,85 г/см3.
В случае если сварной шов нестандартный, то для сталей, не имеющих ограничений по скоростям охлаждения в зоне термического влияния (преимущественно низкоуглеродистые стали), практикой подмечено, что при автоматической сварке удовлетворительное формирование получается в том случае, если произведение Iсвсв = В имеет определенные значения, указанные в таблице 4.5.
Таблица 4.5 – Значение коэффициента В в зависимости от диаметра электрода
|
dэ, мм |
1,2 |
1,8 |
2 |
3 |
4 |
5 |
В |
(2…5)103 |
(5…8)103 |
(8…12)103 |
(12…16)103 |
(16…20)103 |
(20…25)103 |
Скорость сварки определяют в этом случае по формуле
![]() ,
м/ч. (4.10)
,
м/ч. (4.10)
Скорость подачи электродной проволоки зависит от величины сварочного тока Iсв, диаметра сварочной проволоки dэ и определяется по выражению
 ,
м/ч, (4.11)
,
м/ч, (4.11)
где Fэ – площадь сечения сварочной проволоки, мм2.
При выборе оборудования для сварки необходимо удостовериться, имеется ли возможность установить требуемую скорость подачи присадочной проволоки. В противном случае скорость сварки и остальные параметры корректируют.
Расход защитного газа и расстояние от сопла до изделия рекомендуется выбирать с помощью таблицы 4.6 в зависимости от диаметра проволоки dэ.
Таблица 4.6 – Определение расхода защитного газа и расстояния между изделием и соплом
|
Диаметр проволоки, мм |
0,8 |
1…1,4 |
1,6…2,0 |
2,5…3 |
3…5 |
|
Расход газа, л/мин |
5…8 |
8…16 |
15…20 |
20…30 |
30…35 |
|
Расстояние от сопла горелки до изделия, мм |
7…10 |
8…14 |
10…12 |
12…22 |
22…25 |
Аргон и гелий в качестве защитных газов в чистом виде находят ограниченное применение – только при сварке конструкций ответственного назначения. При расчете режимов сварки с использованием приведенной методики следует руководствоваться следующими соображениями:
-
напряжение дуги в аргоне на 2…3 В ниже по сравнению с напряжением дуги в CO2 (вследствие меньшего значения градиента потенциала в столбе дуги);
-
в гелии напряжение на 22…38% выше, чем в СО2;
-
расход гелия на 30…40% больше, чем СО2, из-за малой плотности.