

2.1.4 Электрошлаковая сварка
Данный способ широко используют в промышленности для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их сплавов. К преимуществам способа относится возможность сварки за один проход металла практически любой толщины, что не требует удаления шлака и соответствующей настройки сварочной установки перед сваркой последующего прохода, как при других способах сварки. Для сварки используют один или несколько проволочных электродов или электродов другого увеличенного сечения и флюс [3].
Таблица 2.5
|
Классификация сталей по степени легирования |
Структура |
Типичные представители |
Сварочная проволока |
Флюс |
|
|
Углеродистые |
Обыкновенного качества |
Феррито-перлитная |
Ст3, БСт4пс, ВСт3сп |
Св-08ГС, Св-10Г2 |
АН-8, АН-22, ФЦ-7 |
|
Качественные |
Феррито-перлитная |
10, 20, 15К, 18К, 20К |
|||
|
Низколегированные |
Повышенной прочности |
Феррито-перлитная |
16 ГС, 09Г2С, 10Г2С1, 17Г |
Св-08ГС, Св-10Г2, Св-10НМ |
АН-8 |
|
Жаропрочные |
Перлитная |
12МХ, 12ХМ, 15Х1М1Ф |
Св-10Х2М, Св-08ХМ, Св-08ХМФ |
АН-22 |
|
|
Высоколегированные |
Хромистые |
Мартенситная |
15Х5М, 12Х8ВФ, 15Х11МФ, 10Х12НД |
- |
- |
|
Полуферритная |
08X13, 12Х13, 14Х17Н2 |
- |
- |
||
|
Ферритная |
08X17Т, 15Х25Т, 08Х23С2Ю |
- |
- |
||
|
Хромоникелевые |
Аустенитная |
08X18Н10Т, 12Х18Н10Т |
Св-04Х19Н9, Св-07Х19Н10Б |
АН-26с, АНФ |
|
|
Аустенитно-ферритная |
08X22Н6Т, 20Х23Н13, 12Х22Н6Т |
Св-06Х20Н11М3ТБ |
АН-26с |
||
2.2 Сварка разнородных материалов
Разнородными принято считать стали и сплавы, которые отличаются атомно-кристаллическим строением, т.е. имеют ГЦК-, ОЦК-решетку или принадлежат к разным структурным классам (перлитные, ферритные, аустенитные и т.д.), а также стали с однотипной решеткой, относящиеся к различным группам по типу и степени легирования (низколегированные, легированные, высоколегированные).
Выбор сварочных материалов должен исключить образование трещин различных видов и обеспечить эксплуатационную надежность сварных соединений.
2.2.1 Ручная дуговая сварка
Ориентировочно электроды для ручной дуговой сварки разнородных сталей и сплавов можно подобрать из таблицы 2.6 [25].
Таблица 2.6
|
Группа сталей и сплавов |
Углеродистые и низколегирован-ные стали |
Легированные повышенной и высокой прочности |
Теплоустойчивые |
Высоколегированные аустенитные |
Высоколегирован-ные жаропрочные |
Сплавы на никелевой основе |
|
Углеродистые и низколегированные стали |
- |
УОНИ13/55, ЦУ-5 (Э42А…100) |
Э42А-Э50А |
ОЗЛ-6, НИАТ-5, ЭА-395/9 |
ОЗЛ-25Б |
ЦТ-28, ОЗЛ-25Б |
|
Легированные повышенной и высокой прочности |
УОНИ13/55, ЦУ-5 (Э42А…100) |
- |
УОНИ13/85, НИАТ-3М (Э50…85А) |
НИАТ-5, ЭА-395/9 |
- |
ЦТ-28, ОЗЛ-25Б |
|
Теплоустойчивые |
Э42А-Э50А |
УОНИ13/85, НИАТ-3М (Э50…85А) |
- |
ЭА-395/9 |
АНЖР-1, АНЖР-2 |
ЦТ-28, ОЗЛ-25Б |
|
Высоколегированные аустенитные |
ОЗЛ-6, НИАТ-5, ЭА-395/9 |
НИАТ-5, ЭА-395/9 |
ЭА-395/9 |
- |
ОЗЛ-25Б, ИМЕТ-10 |
ОЗЛ-25Б |
|
Высоколегированные жаропрочные |
ОЗЛ-25Б |
- |
АНЖР-1, АНЖР-2 |
ОЗЛ-25Б, ИМЕТ-10 |
- |
ИМЕТ-10, ОЗЛ-25Б |
|
Сплавы на никелевой основе |
ЦТ-28, ОЗЛ-25Б |
ЦТ-28, ОЗЛ-25Б |
ЦТ-28, ОЗЛ-25Б |
ОЗЛ-25Б |
ИМЕТ-10, ОЗЛ-25Б |
- |
2.2.2 Сварка под флюсом, в среде защитных газов и электрошлаковая сварка
Выбор присадочного материала (сварочной проволоки) для сварки разнородных сталей данными способами выполняется на основе управления процессом разбавления и получения шва заранее рассчитанного химического состава и структурного класса. Флюсы и защитные газы подбираются после определения марки сварочной проволоки по таблицам 2.3, 2.4, 2.5.
Выбор сварочной проволоки производится в 3 этапа, по следующей методике:
1 Рассчитываются эквиваленты по хрому, никелю для основных металлов и сварочной проволоки. При этом надо учесть, что при сварке ферритных сталей с феррито-перлитными желательной структурой металла шва является аустенитная, а при сварке аустенитных с феррито-перлитными - аустенитно-ферритная. В соответствии с этими требованиями выбирается сварочная проволока.
Все легирующие элементы приводятся в эквивалент никеля Ni (аустенизаторы) и эквивалент хрома Cr (ферритизаторы), которые определяются по формулам
Ni = Ni + 30C + 0,5Mn + 30N2 , (2.1)
Cr = Cr + 1,5Si + Mo + 0,5Nb . (2.2)
2 Полученные значения Cr и Ni наносятся на структурную диаграмму высоколегированных сталей (рисунок 1.2) и строятся линии разбавления, которые необходимы для графического определения химического состава металла шва при известных долях основного и наплавленного металлов.
Пример линии разбавления при сварке аустенитной стали (точка 1) с феррито-перлитной (точка 2) показан на рисунке 2.1. Каждая точка линии разбавления характеризует долю участия основного γ0 и присадочного металлов в сварочной ванне. Как правило, при расчете принимают, что свариваемые металлы в объёме сварочной ванны перемешиваются в равных долях, поэтому их приведенный состав определяется точкой, находящейся посередине линии разбавления. Исключение составляют аустенитные стали, температура плавления которых несколько ниже, поэтому долю участия аустенитной стали в сварочной ванне обычно увеличивают на 10% (точка 3). Соединяя точку 3 с точкой, характеризующей эквиваленты хрома и никеля присадочной проволоки (точка 4), получают линию разбавления свариваемых сталей и присадочного материала.
3 Структурные области диаграммы, пересекаемые линией разбавления, анализируются с точки зрения свариваемости и назначается оптимальное значение γ0. Оптимальное значение γ0 определяется из условий обеспечения металла шва с высокой технологической прочностью.
В данном примере (рисунок 2.1) оптимальное значение γ0 достигается в точке 5.
Подобный подход реализуется и при сварке двухслойного проката.

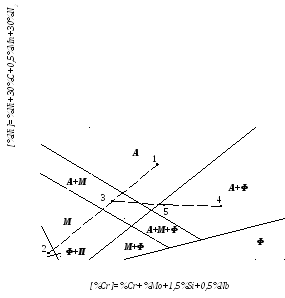
Рисунок 2.1 – Структурная диаграмма высоколегированных сталей