

8 Обозначение сварных швов на чертеже
Условные изображения и обозначения швов сварных соединений устанавливает ГОСТ 2.312-72.
8.1 Изображение швов
Условно видимые швы сварных соединений изображают основной сплошной толстой линией (рисунок 8.1,а), невидимые - штриховой линией (рисунок 8.1,б), видимую одиночную сварную точку - знаком “+” (рисунок 8.1,в), размеры этого знака приведены на рисунке 8.1,г. Невидимые точки не изображают. Для обозначения сварки от изображения шва (или одиночной точки) проводят линию-выноску, заканчивающуюся односторонней стрелкой (рисунок 8.1).
Лицевой стороной одностороннего шва сварного соединения является сторона, с которой производят сварку. Лицевой стороной двустороннего шва сварного соединения с несимметрично подготовленными кромками является сторона, с которой проводят сварку основного шва. Лицевой стороной двустороннего шва сварного соединения с симметричными кромками может быть выбрана любая сторона.
На изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, обозначая их прописными буквами русского алфавита (рисунок 8.2).
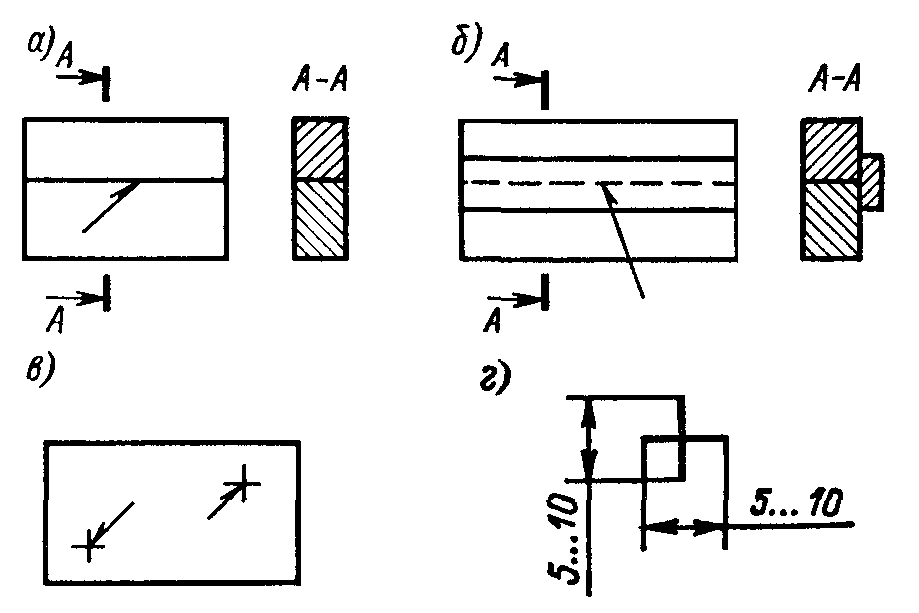
а – видимые; б – невидимые; в, г – одиночные сварные точки
Рисунок 8.1 – Изображения швов сварных соединений

Рисунок 8.2 – Сечение многопроходного сварного шва
![]()
8.2 Условное обозначение стандартного шва
Стандартным считается шов, для которого соответствующим государственным или отраслевым стандартом регламентированы: способ (или способы) сварки; свариваемые материалы и пределы толщин; форма и размеры подготовленных (разделанных) кромок; относительное расположение свариваемых кромок; форма и размеры поперечного сечения выполненного шва; условное обозначение, присвоенное каждому отдельному шву.
В условном обозначении стандартного сварного шва или одиночной сварной точки на чертеже указывают (рисунок 8.3):
позиция 1 – обозначение стандарта на типы и конструктивные элементы швов сварных соединений (таблица 8.1);
позиция 2 – буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений;
позиция 3 – условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений (допускается не указывать);
п озиция
4 – знак и размер катета по стандарту
на типы и конструктивные элементы швов
сварных соединений;
озиция
4 – знак и размер катета по стандарту
на типы и конструктивные элементы швов
сварных соединений;
позиция 5 – для прерывистого шва - длина провариваемого участка, обозначение по таблице 8.2 знака 4 или 5 и шаг; для одиночной сварной точки - расчетный диаметр точки; для шва контактной точечной сварки или электрозаклепочного - расчетный диаметр точки или электрозаклепки, обозначение знака 4 или 5 по таблице 8.2 и шаг; для шва контактной шовной сварки - расчетная ширина шва; для прерывистого шва контактной шовной сварки - расчетная ширина шва, знак умножения, длина провариваемого участка, обозначение знака 4 по таблице 8.2 и шаг;
позиция 6 – обозначение вспомогательных знаков 7, 2 или 1 по таблице 8.2;
позиция 7 – обозначение вспомогательных знаков 6 и 3 по таблице 8.2.

Рисунок 8.3 – Структура условного обозначения стандартного сварного шва
Таблица 8.1 – Стандарты на типы и конструктивные элементы швов сварных соединений
|
ГОСТ |
Наименование |
|
5264-80 8713-79 11533-75
11534-75
14771-76 14806-80
15164-78 15878-79 16310-80
23518-79
23792-79
14776-79 |
Ручная дуговая сварка. Соединения сварные Сварка под флюсом. Соединения сварные Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами Дуговая сварка в защитном газе. Соединения сварные Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные Электрошлаковая сварка. Соединения сварные Контактная сварка. Соединения сварные Соединения сварные из полиэтилена, полипропилена и винипласта Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами Соединения контактные электрические сварные Дуговая сварка в защитном газе. Соединения сварные |
В спомогательные
знаки, входящие в условное обозначение,
имеют одинаковую высоту с цифрами и
выполняются сплошными тонкими линиями.
Знак выполняют также сплошными тонкими
линиями, высота знака должна быть
одинаковой с высотой цифр, входящих в
обозначение.
спомогательные
знаки, входящие в условное обозначение,
имеют одинаковую высоту с цифрами и
выполняются сплошными тонкими линиями.
Знак выполняют также сплошными тонкими
линиями, высота знака должна быть
одинаковой с высотой цифр, входящих в
обозначение.
Государственные стандарты на сварные соединения устанавливают форму и размеры поперечного сечения сварных швов и распространяются на сплошные и прерывистые швы.
Таблица 8.2 – Вспомогательные знаки для обозначения сварных швов
|
Вспомогательный знак |
Значение вспомогательного знака |
Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва |
||
|
Позиция на рисунке 8.3 |
Обозначение |
с лицевой стороны |
с оборотной стороны |
|
|
1 |
|
Усиление шва снять
|
|
|
|
2 |
|
Наплывы и неровности шва обработать с плавным переходом к основному металлу |
|
|
|
3 |
|
Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения |
|
|
|
4 |
|
Шов прерывистый или точечный с цепным расположением. Угол наклона линии около 60° |
|
|
|
5 |
|
Шов прерывистый или точечный с шахматным расположением |
|
|
|
6 |
|
Шов по замкнутой линии. Диаметр знака 3…5 мм |
|
|
|
7 |
|
Шов по незамкнутой линии. Знак применяют, если расположение шва не ясно из чертежа |
|
|



















Длина сплошного шва в обозначение шва на чертеже не входит, так как она определяется длиной свариваемых кромок (рисунок 8.4,а). Если длина шва меньше длины кромок, то рекомендуется соответствующие размеры проставить на изображении шва. В обозначении прерывистого шва на чертеже (в отличие от сплошного) приводят длину провариваемого участка, соответствующий вспомогательный знак и шаг (рисунок 8.4,б).

а – сплошной шов; б – прерывистый шов
Рисунок 8.4 – Обозначение длины сварных швов
Если в состав обозначения нет необходимости включать вспомогательные знаки и расположение сплошного шва определяется длиной свариваемых кромок, в обозначении шва указывают стандарт и буквенно-цифровое обозначение шва по стандарту. Например, обозначение сплошного стыкового шва имеет вид «ГОСТ 14771-76-С1».
Способ сварки в обозначении не указывают в следующих случаях: когда стандарт на типы и конструктивные элементы шва устанавливает возможность выполнения данного шва двумя или более способами сварки и конструктор не ограничивает того или другого способа; когда по данному стандарту швы выполняются только одним способом сварки (например: ручной дуговой сваркой по ГОСТ 5264-80).

Рисунок 8.5 – Обозначение двусторонних угловых сварных швов
Если на чертеже два или более швов выполняются по одному стандарту, обозначение стандарта приводится один раз в технических требованиях или таблице швов на чертеже. Тогда в обозначении шва на чертеже проставляется только буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы.
Сварные швы тавровых и нахлесточных соединений являются угловыми, поэтому в обозначении шва проставляют размер катета, выбранный в соответствии с требованиями стандартов на сварные соединения.
Для двусторонних угловых несимметричных швов основной и подварочный швы можно обозначать раздельно (рисунок 8.5).
Размеры конструктивных элементов швов сварных соединений, выполняемых контактной точечной, рельефной и шовной сваркой, зависят только от марки материала и толщины свариваемых деталей, поэтому на типы их разделять нецелесообразно. Швы этих соединений обозначаются как стандартные, но без буквенно-цифрового обозначения соединения, которое ГОСТ 15878-79 не устанавливает, например: ГОСТ 15878- 79-Кт - 5/50.