

2336
.pdf7. ЭЛЕКТРОИСКРОВАЯ ОБРАБОТКА
Электроискровая обработка металлических поверхностей основана на использовании электрических разрядов между электродами в газовой среде. Сущность технологии восстановления (упрочнения) поверхностей состоит в том, что в промежутке между металлическими электродами разрушается материал анода 2, а продукты эрозии (разрушения под действием электрического тока) переносятся на катод 1 (деталь) (рис. 7.1).
Рис. 7.1. Принципиальная электрическая схема электроискровой установки: 1 – деталь (катод); 2 – материал-инструмент (анод);
3 – электромагнитный вибратор
Единичный перенос электродного материала происходит при высокой температуре разряда (5...11) 103 (К). Температура плазмы Т (К), образующейся в межэлектродном пространстве, приближенно рассчитывается по формуле
Т 7200 450С1 3 , |
(7.1) |
где С – емкость накопительных конденсаторов, мкФ.
Вследствие кратковременности разряда (до 10 мкс) и локальности нагрева микрообъемы переносимого на деталь металла мгновенно охлаждаются. При определенных режимах обработки происходит сверхскоростная закалка ее поверхностного слоя до высокой твердости. При многократном воздействии искровых импульсов на поверхности детали формируется покрытие со свойствами, близкими к свойствам материала электрода. Толщина покрытия увеличивается с ростом содержания углерода в материале детали и энергии единичного импульса.
При электроискровой обработке происходят:
нагрев материала электродов и превращение части его в газообразное состояние;
201
перенос материала в разрядном промежутке с анода на катод;
диффузия наносимого материала в расплав металла восстанавливаемой детали в месте разряда;
образование твердых растворов и мелкодисперсных карбидов в результате быстрого затвердевания жидкой фазы и локальной закалки с огромными скоростями охлаждения.
Покрытие, нанесенное на восстанавливаемую поверхность детали, имеет прочную связь с основой, потому что его образование сопровождается химическими и диффузионными процессами.
Электроискровую обработку применяют для наращивания и упрочнения поверхности детали с износом до 0,2 мм при высоких требованиях к твердости и износостойкости восстановленной поверхности и нежестком требовании к сплошности покрытия.
При рациональном выборе материала анода на поверхности упрочняемой (восстанавливаемой) детали образуется слой высоких значений твердости и износостойкости.
При восстановлении поверхностей, участвующих в трении, можно наносить покрытия толщиной до 0,25 мм, а поверхностей неподвижных соединений – до 1,5 мм.
Способ применяют для восстановления шеек валов и осей, поверхностей отверстий под подшипники, упрочнения взамен термообработки трущихся поверхностей, создания износостойкого поверхностного слоя толщиной 0,5 мм. Износостойкость деталей после упрочнения повышается в
3...8 раз.
Электроискровая обработка в ряде случаев при восстановлении изношенных поверхностей подшипниковых узлов является финишной операцией, не требующей дополнительной механической обработки. Способ получил распространение при восстановлении деталей топливной аппаратуры дизелей и золотников, изготовленных из стали 15Х и имеющих твер-
дость 56...63 HRC.
Покрытие состоит из трех слоев. Первый слой – это термодиффузионная зона покрытия и основного металла. Второй, нетравящийся (белый) слой представляет собой твердый раствор легирующих или карбидообразующих элементов, входящих в состав электродного материала. Третий слой, подобный газотермическим покрытиям, сформирован из фрагментов застывшего металла и оксидов. Структура упрочненного наружного слоя напоминает строение антифрикционного сплава: частицы мелкодисперсных карбидов включены в сравнительно мягкую основу. Перенесенный материал анода легирует материал детали и, соединяясь с диссоциированным атомарным азотом воздуха и углеродом материала детали, образует диффузионный износостойкий слой. При этом в слое имеются сложные химические соединения, нитриды и карбонитриды, а также закалочные структуры.
202
Глубина термического влияния на материал детали составляет 0,8...1,0 мм. Предел выносливости детали практически не изменяется.
Формирование микрогеометрии и несущей способности покрытий при электроискровой наплавке имеет особенности.
Исходная шероховатость восстанавливаемой поверхности не должна превышать Rz 10 мкм. Поверхность после электроискровой наплавки существенно отличается от поверхностей, полученных другими способами. После снятия случайно прилипших частиц распыленного металла на поверхности остаются равномерно расположенные скругленные сферические выступы и впадины. Микрорельеф имеет практически одинаковые характеристики по всем направлениям и не содержит острых гребешков, как после механической обработки. Однако с увеличением толщины покрытий средняя высота Rz, радиус закруглений и средний шаг неровностей непрерывно растут.
Для электроискровой обработки применяют следующие материалы: металлокерамические твердые сплавы ВК6-ОМ, ВК-8, Т15К6, ТТ15К10ОМ, Т30К4 и Т60К4, ТН-20 круглого и прямоугольного сечений; медную проволоку; товарную бронзу БрАЖЮ-3, БрАЖМцЮ-3-1,5, БрАЖН 10-4-4 и др.; специальные электродные материалы ВБр5М (бронза); ДКВ – аналог релита; сплавы ВЖЛ-2, ВЖЛ-М, ВЖЛ-13, ВЖЛ-17, В56, ЖСН-Л; стали 65Г, 20X13, 95X18, ШХ15 и др. Применяют также сормайт, стеллит, вольфрам. Плотность энергии, передаваемой детали при искровом разряде, составляет 5·103...8·105 кВт/см2.
Для обеспечения требуемых эксплуатационных свойств восстановленных поверхностей можно наносить покрытие в несколько слоев из различных материалов. Например, на стальную или чугунную поверхность поршневого кольца наносят молибден, на него медь, а затем олово.
Покрытия, например, из металлокерамики ВК6-ОМ или стали 65Г обладают такими свойствами. Микротвердость диффузионной зоны равна 2900...4300 МПа (30...45 HRC). Микротвердость покрытия из ВК6-ОМ рав-
на 7990...8840 МПа (68 HRC), а из стали 65Г – 6760...7590 МПа (57...59
HRC).
Электроискровую обработку ведут как вручную (см. рис. 7.1), так и с применением средств механизации. В обоих случаях перемещение электрода, продолжительность обработки, режимы по току, амплитуде и частоте вибрации электрода выбирают так, чтобы покрытие было сплошным, равномерным и имело ровную, отражающую свет поверхность.
Имеется семь классов модернизированных мобильных установок типа «Элитрон» и два класса «Вестрон», с помощью которых можно наносить покрытия толщиной до 0,4 мм (сплошностью 60...95 %) и 0,4... 1,0 мм
(сплошностью 25...60 %).
Электроэрозионное наращивание и легирование на модернизированной установке «Элитрон-22БМ» ведется в безвибрационном режиме. Модерни-
203
зировано оборудование для электроэрозионного легирования («Элитрон22А», «Элитрон-22Б» и «Элитрон-52БМ») в соответствии с патентом Рос-
сии № 2119552.
Технические характеристики установки «Элитрон-52БМ»
Потребляемая мощность, кВА |
4,5 |
Напряжение питающей сети, В |
220 |
Частота импульсов, Гц |
100...450 |
Рабочий ток, А |
0,5...60 |
Число электрических режимов |
12 и 6 дополнительных |
Габаритные размеры генератора, мм |
650 500 1100 |
Масса генератора, кг |
150 |
Толщина покрытия Т15К6 на стали 40Х, мкм |
10...750 |
Высота неровностей профиля, мкм |
2,5...65,0 |
Максимальная производительность, см2/мин |
10 |
Установка работает в механизированном режиме с комплектом устройств КМП-50М.
Созданы модернизированные установки «Вестрон-005» и «Вестрон006». Сущность модернизации заключалась в совмещении в одной установке транзисторно-тиристорного и резисторно-емкостного генераторов, оснащении новыми вибровозбудителями с вращающимися электродами и повышением частоты импульсов тока со 100 до 800 Гц. Повышение энергии разряда одного импульса тока до 7,5 Дж не приводит к увеличению толщины покрытия. Установки «Вестрон» позволяют наносить покрытия толщиной до 300 мкм.
204
8. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ
В процессе химико-термической обработки сталей, при цементации, борировании, азотировании, нитроцементации на их поверхности образуется диффузионный слой с повышенной концентрацией насыщающего элемента (С, В, N) определенного фазового состава и микроструктуры. Одновременно изменяются линейные размеры (до 5...10 % толщины) деталей – увеличивается диаметр валов, уменьшается диаметр отверстий. Восстанавливают детали с небольшими износами.
Диффузионная металлизация – разновидность химико-термической обработки сталей, заключающаяся в насыщении поверхностных слоев изделия различными металлами. Слои насыщаются одновременно или последовательно несколькими элементами. Такое насыщение называют комплексным. В качестве насыщающих элементов применяют хром, титан, вольфрам, никель и другие металлы IV...VIII подгрупп периодической системы элементов.
При комплексном насыщении сталей металлами в сочетании с одним из таких элементов, как С, В, N или Si, образуются карбидные, боридные, нитридные или силицидные покрытия с уникальными физико-механи- ческими, теплофизическими, кристаллохимическими и другими свойствами. С помощью диффузионной металлизации достигают большего изменения линейных размеров деталей, чем при химико-термической обработке традиционных видов.
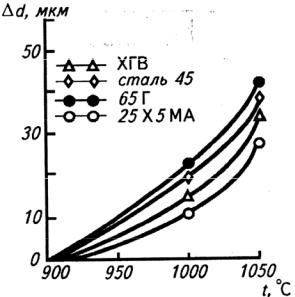
На рис. 8.1 показано, как изменяются размеры круглых образцов (валов) диаметром 9 мм в зависимости от температуры борирования сталей в порошковой смеси состава, % маc.: 60 В4С+40 Аl2O3 в течение
4 ч (В4С – карбид бора, А12О3 – оксид алюминия). При комплексном
насыщении тех же сталей бором и никелем из смеси состава, в %: 80 (60 В4С+40 А12О3)+20 Ni прираще-
ние линейных размеров увеличива-
ется в 1,5...2 раза (рис. 8.2).
205
Изменение линейных размеров деталей обычно рассматривают как сумму двух составляющих:
d d1 d2 , |
(8.1) |
где d1 – изменение размера вследствие образования на поверхности детали диффузионного слоя толщиной δ; d2 – изменение размера и геометрической формы изделия вследствие структурных фазовых превращений в сердцевине материала (детали).
Величина d2 зависит от химического состава стали, вида предварительной термической обработки, скорости нагрева и охлаждения контейнера в процессе диффузионной металлизации, вида и режимов термической обработки после насыщения, исходной формы и геометрических размеров деталей.
Если восстанавливаемые детали были подвергнуты предварительной термической обработке, а после насыщения охлаждались с малой скоростью, то значением d2 можно пренебречь.
Толщина диффузионного слоя и связанное с этим изменение размеров деталей зависят от таких факторов, как вид получаемого покрытия, режимы и способы насыщения, свойства насыщаемого металла, и с достаточной степенью точности могут
быть определены лишь в результате эксперимента.
Для карбидных покрытий значение d находится в пределах (0,85…0,9) δ. Для них характерны небольшие толщины диффузионного слоя. Для комплексных боридных покрытий значение d составляет (0,15...0,6)·δ и зависит от режимов насыщения (температуры и времени).
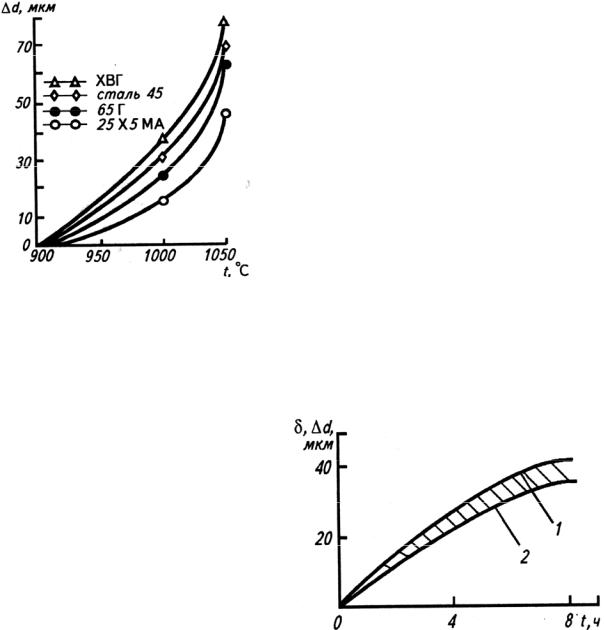
На рис. 8.3 показана зависимость толщины диффузионного слоя δ и линейных размеров деталей d после парофазного хромирования в вакууме от длительно-
сти процесса насыщения при постоянной температуре, равной 1200 ºС.
206
Существуют методы диффузионного насыщения из твердой (твердофазный), жидкой (жидкофазный), газовой (газофазный) и паровой (парофазный) фаз. В основу такого деления положена характеристика активной фазы (или среды), содержащей диффундирующий элемент. Наибольшее распространение в производстве нашли газофазный и парофазный методы.
Газофазный метод заключается в насыщении поверхности материала изделия диффундирующим элементом, который входит в состав газа как химического соединения. В атомарном виде насыщающий элемент образуется в результате химических реакций, происходящих либо в объеме реакционного пространства, либо на поверхности изделия. В качестве активного газа чаще всего применяют галогениды насыщающих элементов, например при хромировании: СrСl2, СгF2, СгJ2 и др.
При газовом методе применяют контактный или неконтактный способ. При контактном способе газовая фаза генерируется в непосредственной близости от насыщаемой поверхности из порошка вещества, содержащего диффундирующий элемент. Например, для хромирования сталей используют порошки хрома или малоуглеродистого феррохрома. Галлоидные газы (НС1, НF, HJ, НВг и др.) получают в результате добавления в порошок аммонийной соли (NН4С1, NH4F, NH4 и др.). При неконтактном способе газовая фаза (галогенид хрома) генерируется на некотором расстоянии от изделия.
Парофазный метод насыщения выполняют контактным и неконтактным способами. При контактном способе частицы (порошок) насыщающего элемента находятся в непосредственном контакте с изделием. При нагреве реакционного пространства упругость паров насыщающего элемента выше, чем при неконтактном способе, когда частицы насыщающего вещества находятся на некотором расстоянии от обрабатываемой поверхности. При неконтактном способе образуется более качественное покрытие, хотя глубина насыщения меньше.
Большое распространение получило хромирование сталей из паровой фазы в вакууме. При этом облегчаются испарение и перенос хрома к обрабатываемой поверхности. Парофазный метод предотвращает окисление детали, способствует понижению температуры испарения хрома, повышению упругости его паров в реакционном пространстве, что интенсифицирует процесс хромирования.
Контактный способ парофазного или газофазного метода диффузионного насыщения наиболее прост, не требует специального оборудования, обеспечивает достаточно высокое качество покрытий и легко осуществим в производственных условиях.
Основные технологические операции газового способа (например, хромирования): подготовка насыщающей смеси и изделий; упаковка изделий в контейнер; нагрев контейнера; извлечение контейнера из печи; охлаждение контейнера и его распаковка; очистка поверхности обработан-
207
ных изделий. Насыщающую смесь готовят из следующих порошков: вещества, содержащего диффундирующий элемент; инертной добавки, предотвращающей спекание частиц активной составляющей с поверхностью детали и контейнера; активатора, в качестве которого используют аммонийные соли. Инертными добавками служат оксид алюминия (глинозем), речной песок и шамот.
Все компоненты перед смешиванием просушивают для удаления влаги или прокаливают (глинозем). Их хранят в чистой, плотно закрывающейся таре в сухом месте. Состав смеси может быть различным. Его выбирают исходя из имеющихся рекомендаций. Например, для хромирования углеродистых сталей может быть применена смесь состава, в %: хром Х97 – 70, глинозем (А12О3) – 27 и хлорид аммония (NH4Cl) – 3.
|
Контейнер упаковывают в следую- |
||||
|
щем |
порядке. |
На дно |
контейнера 1 |
|
|
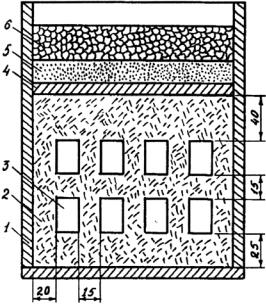
(рис. 8.4), изготовленного из обычной |
||||
|
или жаростойкой стали, насыпают |
||||
|
смесь 2 равномерным слоем толщиной |
||||
|
25...30 мм. Укладывают детали 3 и за- |
||||
|
сыпают их смесью. Расстояние между |
||||
|
деталями в слое, а также между деталя- |
||||
|
ми и стенкой контейнера должно быть |
||||
|
не менее 15...20 мм. Аналогично укла- |
||||
|
дывают следующий ряд деталей. |
||||
|
Толщина последнего слоя смеси со- |
||||
|
ставляет не менее 30...40 мм. Засыпае- |
||||
|
мую |
смесь |
слегка |
утрамбовывают |
|
Рис. 8.4. Схема упаковки |
встряхиванием. |
|
|
||
Для герметизации |
|
реакционного |
|||
контейнера с плавким затвором: |
пространства |
контейнера |
используют |
||
1 – контейнер; 2 – смесь; |
|||||
3 – деталь; 4 – стальная прокладка; |
плавкий затвор. Для этого на последний |
||||
5 – слой песка; 6 – плавкий затвор |
слой |
смеси укладывают |
прокладку 4, |
||
насыпают слой речного песка 5, а затем измельченное натросиликатное стекло слоем толщиной 5...10 мм с температурой плавления в интервале 600...800 °С и малой скоростью испарения при рабочей температуре 950...1200 ºС.
При парофазном хромировании в вакууме контейнер не герметизируют. Его изготавливают из обычной углеродистой стали. Засыпают в контейнер не смесь, а гранулированный хром с размером частиц 0,3...0,5 мм.
Для нагрева контейнеров с плавким затвором применяют нагревательные печи сопротивления с окислительной атмосферой, обеспечивающие рабочую температуру в интервале 950...1200 °С, например печи СНО-4.8.5/13-И1. Контейнеры без плавкого затвора при парофазном мето-
208
де насыщения нагревают в вакуумных печах СШВ-0,6.2/16-И2, СНВЭ- 1.3.1/16-И3 в зависимости от размера обрабатываемых изделий.
Другие технологические операции диффузионной металлизации по своему содержанию аналогичны процессу цементации сталей.
Диффузионной металлизации подвергают детали из сплавов на основе меди (бронзы, латуни). Широкое распространение нашел способ насыщения поверхности изделий цинком. В этом случае детали укладывают в контейнер и засыпают порошком следующего состава (в массовых частях) порошок цинка – 100, глина огнеупорная (или оксид алюминия Аl2О3) – 28 и хлорид аммония NH4Cl – 7. Цинковый порошок просеивают сквозь сито с 650 отверстиями на 1 см2. Перед употреблением инертные добавки просушивают. Детали (например, втулки верхней головки шатуна) упаковывают в контейнер, куда засыпают приготовленную насыщающую смесь. Контейнер плотно закрывают крышкой. Его герметизация достигается за счет специальных кронштейнов, винтов и прокладки из асбеста. Плавкий затвор не применяют, поскольку используемое для этого стекло плавится при температуре 700...800 °С, а процесс же цинкования происходит при температуре 650...700 °С. При рабочей температуре контейнер выдерживают 1,5....2,5 ч. Охлаждают контейнер в печи. Изменение размеров втулок из бронзы БрОЦ5-С5 составляет 0,5...1,0 мм. После насыщения втулки протачивают.
Для повышения твердости покрытия и износостойкости, а также увеличения приращения размеров в насыщающую смесь добавляют легирующие вещества (феррохром, ферротитан, композитные порошки на основе железа или никеля и др.).
209
9.СЛЕСАРНО-МЕХАНИЧЕСКИЕ СПОСОБЫ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ
9.1. Способ ремонтных размеров
Способ основан на комплектовании соединений из деталей, отличающихся размерами соединяемых поверхностей от первоначальных, но обеспечивающих начальный зазор (натяг), равный зазору (натягу) нового соединения. Эти размеры, отличающиеся от первоначальных, называют ремонтными. Они могут быть свободными или стандартными.
Вслучае свободных размеров для достижения начального зазора или натяга в соединении поверхности более дорогой детали обычно обрабатывают до удаления искажения геометрической формы и изготовляют для комплектации соединения менее дорогую деталь под этот размер. Например, отверстие под втулку верхней головки шатуна растачивают до получения цилиндрической формы. Изготовляют втулку под полученный свободный размер с учетом ее посадки с требуемым натягом.
Вслучае использования стандартного ремонтного размера для достижения начального зазора или натяга в соединении поверхность более дорогой детали обрабатывают не только до выведения следов износа, но и снимают еще некоторый слой материала с целью получения необходимой посадки с заранее изготовленной менее дорогой деталью, имеющей стандартный ремонтный размер. Так обрабатывают шейки коленчатого вала до стандартных ремонтных размеров с целью комплектации их с вкладышами стандартных ремонтных размеров, зеркало гильзы для комплектации с поршнем стандартного ремонтного размера и т.д.
Таким образом, сборка соединений со свободными ремонтными размерами всегда связана с подгонкой «по месту», и ее применяют в случаях, когда важно максимально сохранить материал дорогостоящей детали, а изготовление заменяемой детали не связано с большими технологическими затруднениями и оказывается возможным в условиях индивидуального производства. Заменяемую деталь в этом случае можно заранее подготовить только в качестве полуфабриката.
Преимущество стандартных ремонтных размеров перед свободными состоит в том, что в первом случае есть возможность организовать массовое промышленное производство заменяемых деталей и осуществлять ремонт машин по принципу частичной взаимозаменяемости, что существенно сокращает его продолжительность.
Ремонтные размеры валов и отверстий отличаются от номинальных, как правило, на доли миллиметра, т.е. находятся в одном интервале разме-
210