

2336
.pdfТехнические характеристики детонационной установки «Днепр-3»
Напряжение сети, В |
220 |
Потребляемая мощность, Вт |
300 |
Расход рабочих газов, м3/с: |
|
кислорода |
0,59...3,30 |
пропан-бутана (ацетилена) |
0,27...2,30 |
азота |
1,3...5,5 |
Производительность при толщине |
|
напыляемого слоя 15 мкм, м2/с |
0,02... 1,33 |
Толщина покрытия за один выстрел, мкм |
5...20 |
Диаметр пятна, мм |
20 |
Скорострельность, с-1 |
2...6 |
Детонационное оборудование имеет большие габаритные размеры, его производительность невысокая, стоимость нанесения покрытия высокая. Уровень шума при работе детонационной установки 125...140 дБ, поэтому ее устанавливают в отдельном помещении со звукоизолирующими стенами. Оператор управляет процессом, находясь за стеной. В выхлопных газах наблюдается повышенное содержание оксидов углерода, азота и других веществ.
Дальнейшее развитие детонационной технологии связано с подачей
жидкого металла в ствол пушки. В этом случае объединяют хорошо отра-
ботанную технологию и оборудование для дугового напыления с малога-
баритным высокочастотным детонационным ускорителем продуктов сго-
рания. Пористость покрытия при этом составляет 5...8%, сквозная порис-
тость отсутствует, шероховатость покрытия малая, а количество оксидов
не более 2...6 %.
4.7. Индукционное напыление
Индукционное напыление разработано и впервые применено в СССР.
Напыляемая проволока подается в индуктор, где нагревается и расплавляется вихревыми токами, возникающими за счет переменного магнитного
поля. Расплавленный металл распыляется сжатым воздухом. Головка индукционного аппарата (рис. 4.9) имеет высокочастотный индуктор и концентратор тока, который обеспечивает нагрев проволоки на небольшом участке. Частота тока (Гц), необходимого для расплавления проволоки,
определяется по формуле
f=k/d2, |
(4.3) |
где k – коэффициент, зависящий от материала проволоки и температуры ее плавления;
d – диаметр проволоки, мм.
131
Ток высокой частоты вырабатывают ламповые (ЛГПЗ-30, ГЗ-46, ЛПЗ60 и др.), машинные (ОПЧ-250/2400, ВПЧ-100/8000 и др.) или тиристорные
(ТПЧ-100-2,4 и др.) генераторы.
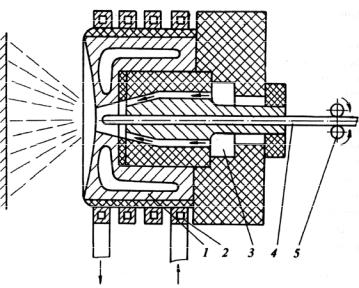
Рис. 4.9. Устройство для индукционного напыления: 1 – концентратор тока; 2 – индуктор; 3 – воздушный канал;
4 – проволока; 5 – подающие ролики
Индукционное напыление обеспечивает небольшое окисление металла и высокую прочность покрытий, но имеет невысокую производительность процесса, а применяемое оборудование при этом сложное и дорогое.
4.8. Вакуумные способы напыления
Одним из основных направлений решения проблемы повышения экс-
плуатационных характеристик материалов и изделий является усовершен-
ствование уже имеющихся и создание новых высокоэффективных спосо-
бов нанесения качественных покрытий самого различного назначения (из-
носостойких, коррозионностойких, жаропрочных и др.). Основные требования, предъявляемые к покрытию и способу его нанесения, – это высокая прочность сцепления с основой, высокая плотность и заданный состав, возможность осаждения покрытий равномерной толщины, экономичность
и технологичность процесса.
Достоинствами вакуумных способов нанесения покрытий являются возможность кристаллизации вещества в широком диапазоне регулируемых скоростей осаждения, отсутствие ограничений в смешивании различ-
ных материалов в паровой фазе, возможность вводить в металлическую матрицу высокодисперсные частицы упрочняющей фазы с очень равномерным их распределением по объему матрицы, чего нельзя достичь с помощью порошковой металлургии. При наличии ионизированного потока
132
металлического пара и впуске реактивного газа в вакуумную камеру можно получать в зависимости от парциального давления газа упрочненные
покрытия из таких тугоплавких соединений, как нитриды, окислы, карби-
ды и т.д. в результате протекания плазмохимических реакций.
Внастоящее время в зависимости от конкретно решаемых технологических задач применяются различные вакуумные способы нанесения покрытий термическим испарением, ионным распылением, активированным реакционным испарением, ионным осаждением, электронно-лучевым плазменным напылением, конденсацией с ионной бомбардировкой, ионнолучевым модифицированием, а также осаждением покрытий из газовой фазы в вакууме. В табл. 4.7 приведены характерные (ориентировочные) параметры различных процессов нанесения покрытий.
Покрытия при вакуумном напылении формируются из потока частиц,
находящихся в атомарном, молекулярном или ионизированном состоянии.
Этот поток частиц получают распылением материала посредством воздействия на него различными энергетическими источниками. Различают рас-
пыление наносимого материала путем термического испарения, взрывного
испарения-распыления и ионного распыления твердого материала. Ваку-
умное напыление проводят в жестких герметичных камерах при давлении
133-10-3...13,3 Па. Благодаря этому обеспечиваются необходимая длина свободного пробега напыляемых частиц и защита материала от взаимодействия с атмосферными газами.
Вобщем случае движущей силой переноса частиц в направлении к поверхности напыления является разность парциальных давлений паровой фазы. Наиболее высокие давления пара, достигающие 133 Па и более, наблю-
даются вблизи поверхности распыления (испарения). Это и обусловливает
перемещение частиц в направлении напыляемого изделия, где парциальное
давление паров минимально. Ионизированные частицы обладают большей
энергией, что обеспечивает получение покрытий высокого качества.
Способы вакуумного конденсационного напыления классифицируют
по различным признакам:
по способам распыления материала и формирования потока распыленных частиц: термическим испарением материала из твердого или расплавленного состояния, взрывным (интенсифицированным) испарениемраспылением; ионным распылением твердого материала и др.;
по энергетическому состоянию напыляемых частиц: напыление нейтральными частицами (атомами, молекулами) с различным их энергетиче-
ским состоянием; напыление ионизированными частицами; напыление ионизированными ускоренными частицами. В реальных условиях в потоке
присутствуют различные частицы;
по способу взаимодействия напыляемых частиц с остаточными газами
камеры: напыление в инертной разреженной среде или в высоком вакууме (133-10-3Па); напылениевактивнойразреженнойсреде(13,3-10-4…133-10-4Па).
133

Таблица 4 . 7 Параметры различных вакуумных способов напыления
|
|
|
|
|
|
|
Способы нанесения покрытий |
|
|
||||
Характерные параметры |
|
терми- |
|
|
ионно- |
из плаз- |
|
из плаз- |
ионное легиро- |
с плаз- |
|||
|
|
ионное |
терми- |
мы раз- |
|
мы с |
вание |
менны- |
|||||
|
процесса |
|
ческое |
|
распы- |
ческое |
ряда с |
|
холод- |
|
|
ми ус- |
|
|
|
|
|
ионное |
ионное |
||||||||
|
|
нанесе- |
|
|
|||||||||
|
|
|
|
ние |
|
ление |
нанесе- |
горячим |
|
ным ка- |
насы- |
внедре- |
корите- |
|
|
|
|
|
|
|
ние |
катодом |
|
тодом |
щение |
ние |
лями |
Скорость |
нанесения покры- |
0,5-2,0 |
0,03-2,5 |
0,5-1,0 |
0,5-1,0 |
0,1-0,5 |
0,1-0,2 |
0,5-1,0 |
0,2-2,0 |
||||
тий, мкм/мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|
Толщина покрытий или глу- |
2-50 |
|
1-10 |
2-20 |
2-20 |
2-20 |
10-20 |
0,3-2 |
2-20 |
||||
бина легированного слоя, мкм |
|
|
|
|
|
|
|
|
|
|
|
||
Минимальная |
температура |
250-500 |
250-400 |
250-500 |
250-500 |
150-400 |
- |
50-600 |
250-400 |
||||
подложки, °С |
|
|
|
|
|
|
|
|
|
|
|
|
|
Площадь обрабатываемой по- |
500- |
|
50-4005 |
50-400 |
50-400 |
50-400 |
- |
10-400 |
50-400 |
||||
верхности, см |
|
1000 |
|
(до 10 ) |
|
|
|
|
|
|
|
||
Мощность установки, кВт |
5-75 |
|
5-75 |
5-75 |
5-70 |
5-50 |
- |
5-100 |
5-40 |
||||
Напряжение, кВ |
|
0,1 |
|
1-5 |
1 |
1 |
1 |
0,4-2 |
50-100 |
1 |
|||
Процент ионизации |
0,1 |
|
25 |
1-20 |
2-30 |
80 |
|
100 |
20-95 |
||||
Энергия |
прибывающих на |
0,3 |
|
10-50 |
20 |
20 |
20-50 |
|
5-104 |
5-105 |
|||
подложку частиц, эВ |
|
|
|
|
|
|
|
|
|
|
|
||
Процесс вакуумного напыления покрытий включает три стадии:
1)переход конденсированной фазы в газоили парообразную фазу;
2)формирование потока и перенос напыляемых частиц на поверхность напыления;
3)конденсация паров на поверхности напыления – формирование покрытия.
Скорость осаждения покрытий VП (мм/с) для точечного источника определяется по формуле
V |
vpS cos |
, |
(4.4) |
П 4 L2
где vp – скорость распыления (испарения), мм/с; S – площадь распыления, мм2;
α– угол между направлением потока частиц и нормалью к поверхно-
сти напыления;
L – расстояние от очага распыления до напыляемой поверхности, мм.
Для плоского источника
V |
vpS cos cos |
(4.5) |
П 4 L2
где θ – угол между направлением потока частиц и нормалью к поверхности распыления (испарения).
134
С помощью вакуумного напыления создают износостойкие покрытия на поверхностях трения, режущих кромках инструмента и др.
Перспективен способ вакуумного конденсационного напыления с ионизацией потока напыляемых частиц, стимулируемых плазмой. Часто его называют ионно-плазменным. Способ применяют для нанесения износостойких покрытий с особыми свойствами толщиной до 0,02 мм. Для этой цели выпускают установки ИЭТ-8И2, ННВ-6,6И1, ВУ-1Б. С помощью установки «Булат-ЗТ», например, наносят покрытия на детали топливной аппаратуры и режущий инструмент.
Восстанавливаемые детали должны иметь размеры, соответствующие размерам рабочей камеры; материал их должен характеризоваться невысоким давлением насыщающих паров при температуре процесса и допускать нагрев до 400 °С.
К недостаткам процесса следует отнести его невысокую производительность (скорость конденсации около 1 мкм/мин), повышенную сложность технологии и оборудования, низкие энергетические показатели распыления и напыления.
Расстояние от очага распыления до детали изменяется в пределах 20...500 мм и определяет равномерность толщины покрытия: чем больше это расстояние, тем равномернее толщина. Однако его увеличение выше оптимального снижает коэффициент использования материала. Давление в камере также влияет на равномерность напыленных покрытий. При вакуумных реакционных способах напыления давление в камере является определяющим при образовании покрытий композиционного типа.
Параметры потока напыляемых частиц определяют производительность процесса и свойства покрытий. К этим параметрам относятся: температура материала (300°С и выше); плотность потока [1016...1024 (см2-с)-1]; энергия напыляемых частиц (10-1…104 эВ/атом); степень ионизации напыляемых частиц (в мас. %); скорость частиц в направлении поверхности напыления (2000 м/с и более); угол расхождения потока распыляемых частиц
(рад.).
Было создано несколько типов установок высокоскоростного распыления низкого давления, применяемых для восстановления деталей. Наибольшее распространение получила установка типа ВУ-1Б. На рисунке 4.10 приведена схема установки с одним испарителем. Базовым элементом установки является камера 6 с рубашкой охлаждения. Вакуумный насос 10 обеспечивает в камере вакуум до 10-3...10-2 Па. Для вымораживания паров масла предусмотрена азотная ловушка 11. Дуговой разряд возбуждается между водоохлаждаемым анодом 5 и распыляемым материалом – катодом 4. Для первоначального возбуждения дуги служит вспомогательный электрод 2. Электродуговой ускоритель плазмы работает от силового специализированного источника постоянного тока 3. Для экстракции ионов из плазменного потока и их ускорения в направлении напыляемого изделия
135
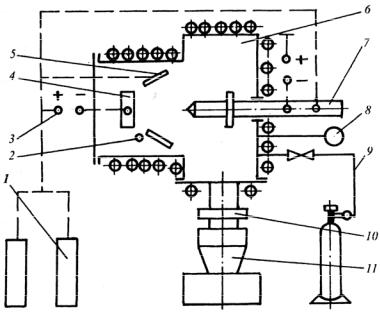
использован высоковольтный источник питания 1, а от него на напыляемое изделие 7 подается отрицательное смещение от десятков вольт до 2...3 кВт. В более совершенных установках предусмотрено несколько испарителей (до шести).
Рис. 4.9. Схема установки типа ВУ-1Б:
1 – высоковольтный источник питания; 2 – вспомогательный электрод; 3 – источник постоянного тока; 4 – катод; 5 – водоохлаждаемый анод; 6 – вакуумная камера; 7 – напыляемое изделие; 8 – масс-спектрометр; 9 – устройство выпуска газа; 10 – вакуумный насос; 11 – азотная ловушка
Электромагнитные катушки играют роль стабилизатора катодного пятна на заданной поверхности распыляемого материала, фокусировки и ускорения потока напыляемых частиц, отклонения потока заряженных частиц с целью сепарации потока.
Установка снабжена устройством для автоматического впуска газа 9. Атмосфера камеры контролируется масс-спектрометром 8. Благодаря этому имеется возможность создания плазменных потоков с регулируемой долей ионов различных элементов.
4.9. Газодинамическое напыление
Конкурентом и наиболее близким аналогом детонационного напыления является высокоскоростное газодинамическое напыление. В условиях высокоскоростного напыления материал сосредоточивается вблизи оси струи. Угол расхождения сверхзвуковых двухфазных струй меньше, чем дозвуковых, и составляет 5...7°. Это приводит к уменьшению диаметра пятна напыления и более экономному использованию материала. Коэффи-
136
циент использования материала достигает 0,85 против 0,75 при традиционном электродуговом напылении (рис. 4.10).
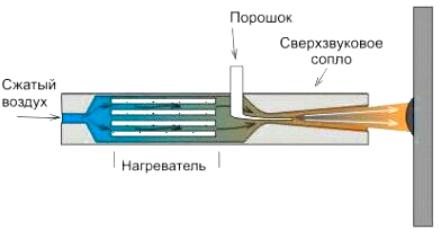
Рис. 4.10. Принципиальная схема газодинамического напыления
Газодинамический способ нанесения покрыти отличается тем, что покрытие формируется из частиц, ускоренных сверхзвуковым газовым потоком. Поток газа с частицами проходит через сверхзвуковое сопло, при этом нет необходимости подготавливать напыляемую поверхность, в том числе нагревать ее.
Технология нанесения металлов на поверхность деталей, реализуется оборудованием «ДИМЕТ» Обнинского центра порошкового напыления (ОЦПН).
Способ разработан на основе открытого в 80-х годах прошлого столетия эффекта закрепления твердых частиц, движущихся со сверхзвуковой скоростью, на поверхности при соударении с ней.
Технология нанесения покрытий включает в себя нагрев сжатого газа (воздуха), подачу его в сверхзвуковое сопло и формирование в этом сопле сверхзвукового воздушного потока, подачу в этот поток порошкового материала, ускорение этого материала в сопле сверхзвуковым потоком воздуха и направление его на поверхность обрабатываемого изделия
(рис. 4.10, 4.11).
Вкачестве порошковых материалов используются порошки металлов, сплавов или их механические смеси с керамическими порошками. При этом путем изменения режимов работы оборудования можно либо проводить эрозионную обработку поверхности изделия, либо наносить металлические покрытия требуемых составов. Изменением режимов можно также менять пористость и толщину напыляемого покрытия.
Внаиболее распространенных газотермических методах нанесения покрытий для формирования покрытий из потока частиц необходимо, чтобы падающие на подложку частицы имели высокую температуру, обычно выше температуры плавления материала. В газодинамической технологии напыления это условие не является обязательным, что и обусловливает ее
137
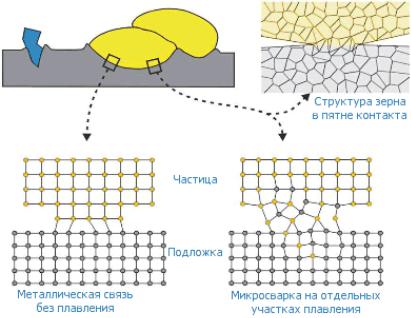
уникальность. В данном случае с твердой подложкой взаимодействуют частицы, находящиеся в нерасплавленном состоянии, но обладающие очень высокой скоростью. Ускорение частиц до нужных скоростей осуществляется сверхзвуковым воздушным потоком.
Рис. 4.11. Схема закрепления напыляемых частиц
Привлекательность технологии нанесения металла на поверхность деталей и изделий газодинамическим методом состоит в том, что оборудование и создаваемые с его помощью покрытия свободны от большинства недостатков, присущих другим способам нанесения металлических покрытий, и обладают рядом технологических, экономических и экологических преимуществ:
покрытие наносится в воздушной атмосфере при нормальном давлении, при любых значениях температуры и влажности атмосферного воздуха;
при нанесении покрытий оказывается незначительное тепловое воздействие на покрываемое изделие;
технология нанесения покрытий экологически безопасна (отсутствуют высокие температуры, опасные газы и излучения, нет химически агрессивных отходов, требующих специальной нейтрализации);
не всегда требуется подогрев покрываемого изделия;
при отсутствии на подложках пластовой ржавчины или окалины на металлическом изделии не требуется тщательной подготовки поверхности (при воздействии высокоскоростного потока частиц происходит очистка поверхности от технических загрязнений, масел, красок и активация кристаллической решетки материала изделия);
поток напыляемых частиц является узконаправленным и имеет небольшое поперечное сечение, это позволяет, в отличие от традиционных
138
газотермических методов напыления, наносить покрытия на локальные (с четкими границами) участки поверхности изделий;
возможно нанесение многокомпонентных покрытий с переменным содержанием компонентов по толщине.
Свойства покрытий:
высокая адгезия (30–100 МПа);
высокая когезия (30–100 МПа);
однородность покрытий;
низкая пористость (1–3 %);
плотное соединение покрытия с защищаемой основой без зазоров и полостей;
шероховатость поверхности покрытий составляет RZ=20–40 и обеспечивает высокую прочность закрепления на них лакокрасочных материалов.
Типы покрытий:
антикоррозионные покрытия;
покрытия с низкой газопроницаемостью (герметизирующие);
композитные покрытия из смеси металлов и керамики для восстановления формы и размеров деталей;
электропроводящие покрытия;
покрытия со специальными свойствами.
139
5. ВОССТАНОВЛЕНИЕ И УПРОЧНЕНИЕ ДЕТАЛЕЙ ГАЛЬВАНИЧЕСКИМИ И ХИМИЧЕСКИМИ ПОКРЫТИЯМИ
5.1. Сведения о нанесении гальванических покрытий. Классификация способов нанесения
Соли, кислоты и щелочи при растворении в воде распадаются на отдельные частицы или группы частиц, несущие положительные и отрицательные заряды. Частицы называются ионами, а раствор – электролитом.
Устройства, в которых за счет внешней электрической энергии совершаются химические превращения веществ, называются электролизерами или электролитическими (гальваническими) ваннами.
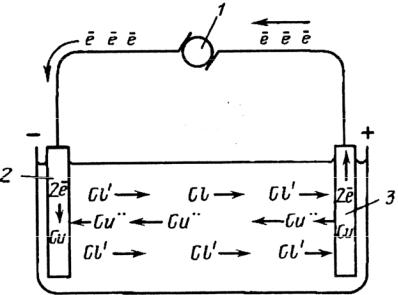
Если в наполненную электролитом гальваническую ванну на некотором расстоянии друг от друга поместить два токопроводящих электрода и от внешнего источника тока подать на эти электроды определенную разность потенциалов, то в межэлектродном пространстве начнется перенос диссоциированных частиц. Электрод, присоединенный к положительному полюсу источника тока, называется анодом, а к отрицательному – катодом
(рис. 5.1).
Рис. 5.1. Схема электролиза водного раствора хлористой меди с медными электродами:
1 – источник постоянного тока; 2 – катод; 3 – анод; 4 – электрон
В результате воздействия электрического поля разноименно заряженные ионы перемещаются – часть к катоду (катионы), часть к аноду (анионы). Катионами обычно являются ионы металлов и водорода, анионами – кислотные остатки. Приближаясь к катоду, ионы металла, например железа, при определенном потенциале присоединяют к себе электроны и превращаются в атомы железа, которые оседают на поверхности. Одновре-
140