

Каталог оборудования_2015_v6
.pdf
|
|
|
|
|
Диаметр центрального отверстия,мм |
55 |
|
|
|
|
|
|
Наибольшее перемещение, мм: |
|
|
|
|
|
|
|
продольное стола (ось Х) |
1000 |
|
|
|
|
|
|
поперечное салазок (ось Y) |
500 |
|
|
|
|
|
|
вертикальное электрошпинделя (ось Z) |
630 |
|
|
|
|
|
|
Скорости рабочих подач, мм/мин: |
|
|
|
|
|
|
|
по координатам Х и Y |
0…10000 |
|
|
|
|
|
|
по координате Z |
0…8000 |
|
|
|
|
|
|
Скорости быстрых перемещений, м/мин: |
|
|
|
|
|
|
|
по координатам Х, Y |
15 |
|
|
|
|
|
|
по координате Z |
10 |
|
|
|
|
|
|
Наибольшая масса устанавливаемой заготовки с приспособлением, |
500 |
|
|
кг |
|
|
|
|
|
|
|
*Мощность привода главного движения, кВт |
19,5 |
|
|
|
|
|
|
Номинальный крутящий момент в режиме S1, Нм |
124 |
|
|
|
|
|
|
*Пределы частот вращения электрошпинделя,об/мин |
10…1500…15000 |
|
|
|
|
|
|
Конус шпинделя по ГОСТ 30064-93 |
НSK-А63 |
|
|
|
|
|
|
Количество гнезд в магазине |
12 |
|
|
|
|
|
|
Количество управляемых (одновременно) координат |
3 |
|
|
|
|
|
|
Дискретность задания перемещений, мм |
0,001 |
|
|
|
|
|
|
Точность двустороннего позиционирования по координатам, мм: |
|
|
|
|
|
|
|
Х |
0,04 |
|
|
|
|
|
|
У |
0,03 |
|
|
|
|
|
|
Z |
0,03 |
|
|
|
|
|
|
Точность контурной обработки (круглость наружной |
0,035 |
|
|
цилиндрической поверхности Ø 140мм), мм |
|
|
|
|
|
|
|
Шероховатость обрабатываемых поверхностей, мкм |
Ra 1,6-0,8 |
|
|
|
|
|
|
Суммарная мощность потребляемая электрооборудованием, кВт |
40…45 |
|
|
|
|
|
|
Габаритные размеры станка, мм |
|
|
|
|
|
|
|
длина |
3800* |
|
|
|
|
|
|
|
121 |
|
|
|
|
|

ширина |
|
3360* |
|
|
|
высота |
|
3540* |
|
|
|
Масса станка, кг |
10 700 |
|
|
|
|
Установленный срок службы до первого капитального ремонта при |
7 |
|
коэффициенте технического использования = 0,76, лет |
|
|
|
|
|
3. БАЗОВАЯ КОМПЛЕКТАЦИЯ |
|
|
◦ |
Станина |
|
◦ |
Стойка |
|
◦ |
Стол и салазки (поверхность стола Т-образные пазы) |
|
◦ |
Привод вертикальной подачи |
|
◦ |
Привод продольной подачи |
|
◦ |
Привод поперечной подачи |
|
◦ |
Узел шпинделя |
|
◦ |
Механизм смены инструмента |
|
◦ |
Подвеска пульта |
|
◦ |
Освещение |
|
◦ |
Установка коробов |
|
◦ |
Гидроцилиндры уравновешивания |
|
◦ |
Установка насосная |
|
◦ |
Станция охлаждения воды |
|
◦ |
Ограждение зоны резания |
|
◦ |
Пневмогидрооборудование |
|
◦ |
Пульт управления |
|
◦ |
Электрооборудование с системой управления |
|
|
на базе УЧПУ SINUMERIK 840Dsl |
|
◦ |
Шкаф с электроаппаратурой |
|
◦ |
Шкаф главного привода |
|
◦ |
Станция смазки шпинделя |
|
◦ |
Станция смазки импульсная |
|
◦ |
Комплект запасных частей |
|
◦ |
Комплект инструмента и принадлежностей |
|
4. ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ
НЕ ВХОДЯТ В СТОИМОСТЬ
Линейные направляющие качения
Линейные оптические датчики обратной связи
Система для уборки стружки с рабочего стола и мойки рабочей зоны станка (пистолет)
Магазин на 20 инструментов
Подача СОЖ через инструмент
Электрошкафы с системой кондиционирования
122

Станция микросмазки инструмента LMU-100 ф.SMC
Устройство контроля геометрических параметров детали OMP60 фирмы «
Renishaw»
Контактная измерительная система контроля состояния инструмента TS 27 R
фирмы « Renishaw»
Дополнительный комплект инструментальных оправок;
Разработка оснастки и приспособлений универсального с автоматизированным или ручным зажимом для установки деталей Заказчика;
Поставка комплектов режущего и вспомогательного инструмента (согласно разработанному техпроцессу на деталь Заказчика);
Комплект инструмента и оснастки по желанию Заказчика;
Расходные материалы (масла, охлаждающие жидкости) на момент запуска станка и в гарантийный период;
123

Обрабатывающий центр «КОМТОК- 2»
1. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Обрабатывающий центр «КОМТОК-2» предназначен для высокопроизводительной токарной обработки патронных деталей диаметром до 200 мм и длиной до 150 мм, а также доделочных операций. На обрабатывающем центре выполняются следующие операции: обточка по наружному диаметру, подрезка торцов, прорезка радиальных и торцовых канавок, выборка канавок под шлифовальный круг, расточка отверстий, глубокое
124
сверление и зенкерование осевых отверстий, нарезка внутренних и наружных резьб резцом. При помощи приводного инструмента можно осуществлять сверление внеосевых радиальных и торцовых отверстий, нарезание в них резьбы метчиком, фрезерование шлицев, лысок, граней, шпоночных, винтовых и спиральных пазов. Наличие контршпинделя позволяет проводить одновременную обработку двух одинаковых или разных деталей, последовательную обработку детали с двух сторон без потери точности при переустановке. Современная система числового программного управления обеспечивает надежную и эффективную диагностику состояния систем и узлов центра, удобную юс с г. Q 1м>/ч корректировку и отладку программ обработки деталей. Обрабатывающий центр может выпускаться в специальном исполнении, предназначенном для обработки одной или нескольких деталей в условиях крупносерийного или массового производства.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
№ |
|
|
КОМТОК |
Наименование характеристики |
КОМТОК-2 |
|
|
п.п. |
|
||
|
|
ВТС-200 |
|
|
|
|
|
|
|
|
|
1. |
Количество шпинделей |
2 |
1 |
|
|
|
|
2. |
Количество револьверных головок |
2 |
1 |
|
|
|
|
3. |
Диаметр обрабатыв. прутка, мм |
42 |
- |
|
|
|
|
4. |
Диаметр патрона, мм |
200 |
200 |
|
|
|
|
5. |
Мах. диаметр точения, мм |
240 |
240 |
|
|
|
|
6. |
Мах. длина точения |
200 |
160 |
|
|
|
|
7. |
Перемещение по оси Х, мм |
230 |
820 |
|
|
|
|
8. |
Перемещение по оси Z, мм |
300 |
250 |
|
|
|
|
9. |
Точность позиционирования, мм |
0,004 |
0,003 |
|
|
|
|
10. |
Мощность привода, кВт |
18,1 |
28 |
|
|
|
|
11. |
Max.частота вращения, об/мин |
4000 |
5500 |
|
|
|
|
12. |
Конец шпинделя |
1-6К |
2-6К |
|
|
|
|
13. |
Магазин инструмента |
12 |
12 |
|
|
|
|
14. |
Тип револьверной головки |
VDI 40 |
VDI 40 |
|
|
|
|
15. |
Привод инструмента |
Да |
Да |
|
|
|
|
16. |
Сечение инструмента, мм |
25х25 |
25х25 |
|
|
|
|
|
|
|
125 |

17. |
Диаметр борштанги, мм |
32 |
32 |
|
|
|
|
18. |
Габаритные размеры L x B x H, м |
|
3,1 x 2,9 x |
|
|
4,0 x 2,5 x 2,0 |
3,01 |
|
|
|
|
19. |
Вес станка, кг |
9500 |
9000 |
|
|
|
|
20. |
Габариты: длина × ширина × высота, м |
3 × 2,7 × 2,5 |
4 × 2,7 × 2,5 |
|
|
|
|
126
Токарно – карусельные станки
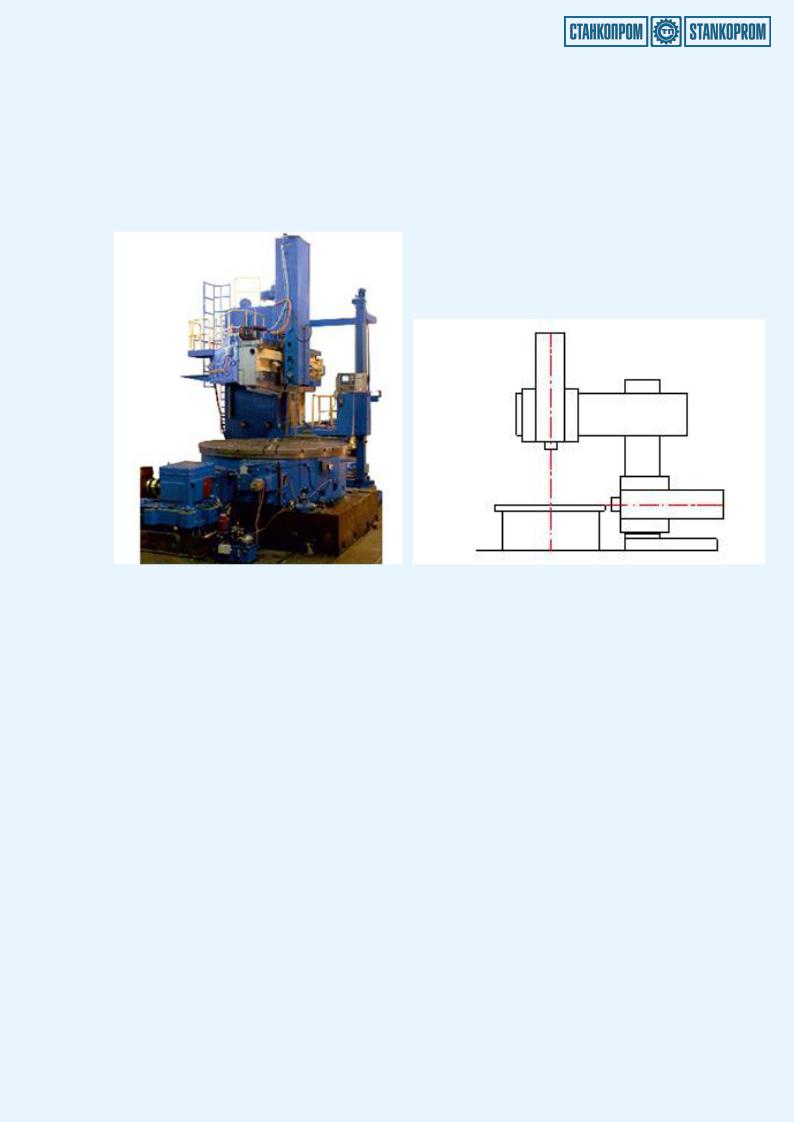
Одностоечный токарно – карусельный станок модели 1Н540CNC
1. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Одностоечный токарно-карусельный станок модели 1Н540CNC предназначен для
обработки прямолинейных и криволинейных поверхностей тел вращения. Также на станках возможно выполнение фрезерования, растачивания, сверления, нарезание резьб и т.д.
127
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
|
|
|
Максимальный диаметр заготовки, мм |
6 300 |
|
|
Диаметр планшайбы, мм |
4 000 |
|
|
Максимальная высота заготовки, мм |
3 000 |
|
|
Максимальная масса заготовки, кг |
100 000 |
|
|
Ход ползуна вертикального токарно-фрезерного суппорта, мм |
1 600 |
|
|
Ход ползуна бокового токарного суппорта, мм |
1 250 |
|
|
Наибольшее усилие резания на ползуне вертикального токарно-фрезерного |
63 |
суппорта, кН |
|
|
|
Наибольший крутящий момент на шпинделе вертикального токарно-фрезерного |
500 |
суппорта, Нм |
|
|
|
Мощность главного привода, кВт |
125 |
|
|
Максимальный крутящий момент на планшайбе, кНм |
240 |
|
|
Диапазон частоты вращения шпинделя расточно-фрезерного суппорта, об./мин |
6 - 600 |
|
|
Диапазон подачи по линейным осям, мм/мин |
0,1 - 1 000 |
|
|
Диапазон частот вращения планшайбы, об./мин |
0,52 - 48,7 |
|
|
Число ячеек автоматического инструментального магазина, шт. |
20 |
|
|
Масса станка, кг |
130 000 |
|
|
3. БАЗОВАЯ КОМПЛЕКТАЦИЯ |
|
Система ЧПУ и сервоприводы NCT
Фрезерный шпиндель
Пять управляемых осей: X, Y, V, W, C
Гидростатические направляющие ползунов, салазок и рабочего стола
Автоматическая смена токарного, сверлильного и фрезерно-расточного инструмента
Система автоматического измерения длины инструмента и коррекция геометрии инструмента на износ
Система автоматического измерения детали
128
Накладные головки для сверления, фрезерования, растачивания и шлифовки
4. ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ
ЗА ДОП. ОПЛАТУ
Прямая головка (удлинительная) устанавливаемая на ползун правого расточно-фрезерного суппорта
Ортогональная головка устанавливаемая на ползун правого расточно-фрезерного суппорта
Вилкообразная головка (серьга) устанавливаемая на ползун правого расточно-фрезерного суппорта
Число ячеек автоматического инструментального магазина, шт. - 40/60
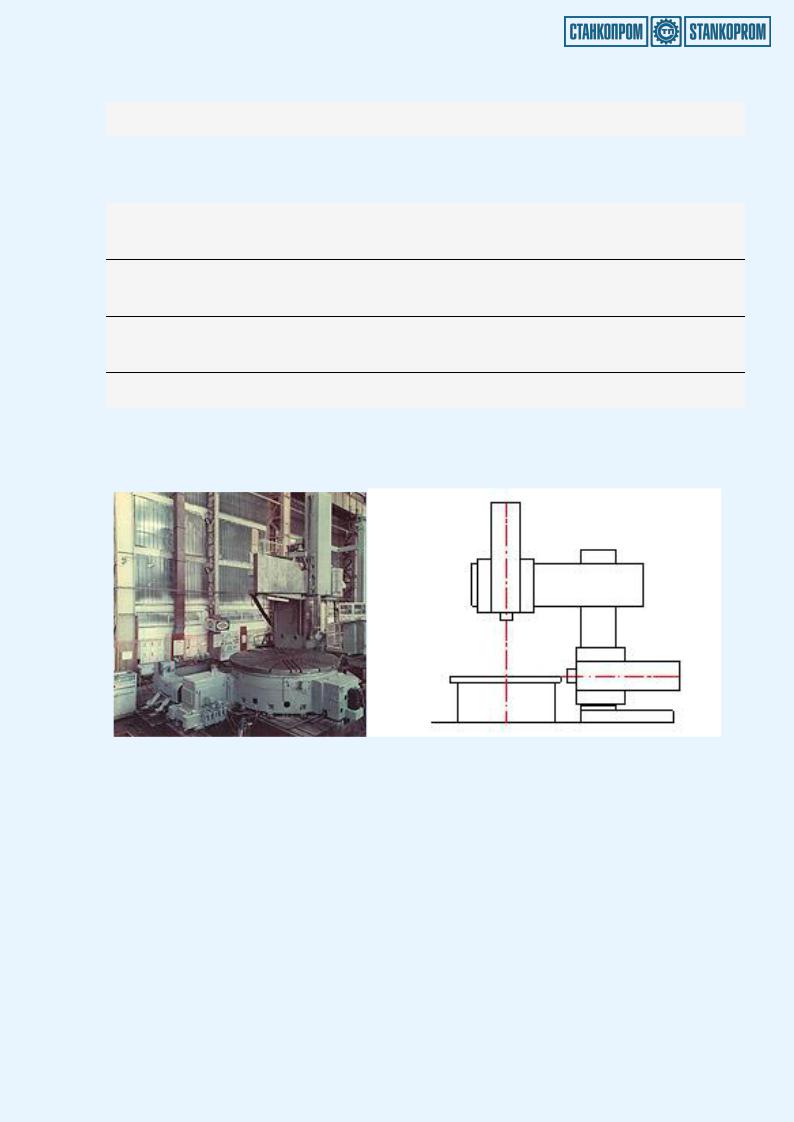
Одностоечный токарно – карусельный станок модели 1Н550CNC
1. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Одностоечный токарно-карусельный станок модели 1Н550CNC предназначен для
обработки прямолинейных и криволинейных поверхностей тел вращения. Также на станках возможно выполнение фрезерования, растачивания, сверления, нарезание резьб и т.д.
129
2.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Максимальный крутящий момент на планшайбе, кНм |
240 |
|
|
Диапазон частоты вращения шпинделя расточно-фрезерного суппорта, об./мин |
6 - 600 |
|
|
Диапазон подачи по линейным осям, мм/мин |
0,1 - 1 000 |
|
|
Диапазон частот вращения планшайбы, об./мин |
0,34 - 34 |
|
|
Число ячеек автоматического инструментального магазина, шт. |
20 |
|
|
Масса станка, кг |
260 000 |
|
|
3. БАЗОВАЯ КОМПЛЕКТАЦИЯ
Система ЧПУ и сервоприводы NCT
Фрезерный шпиндель
Пять управляемых осей: X, Y, V, W, C
Гидростатические направляющие ползунов, салазок и рабочего стола
Автоматическая смена токарного, сверлильного и фрезерно-расточного инструмента
Система автоматического измерения длины инструмента и коррекция геометрии инструмента на износ
Система автоматического измерения детали
Накладные головки для сверления, фрезерования, растачивания и шлифовки
4. ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ
ЗА ДОП. ОПЛАТУ
Прямая головка (удлинительная) устанавливаемая на ползун правого расточно-фрезерного суппорта
Ортогональная головка устанавливаемая на ползун правого расточно-фрезерного суппорта
Вилкообразная головка (серьга) устанавливаемая на ползун правого расточно-фрезерного суппорта
Число ячеек автоматического инструментального магазина, шт. - 40/60
130