

книги / Моделирование контактных явлений при абразивном глобоидном зубохонинговании
..pdfГлава 4. ТЕОРЕТИЧЕСКОЕ ОПИСАНИЕ И РАСЧЕТ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ
4.1. Аналитическое описание шероховатости поверхности при алмазно-абразивной обработке
Анализ имеющихся результатов исследований по формированию шероховатости поверхностей при различных методах обработки позволяет сделать вывод, что в общем случае на образование шероховатости при всех методах механической обработки оказывают влияние следующие факторы:
–геометрия рабочей части инструмента (резца, зерна, шарика, ролика, алмазного индентора и т.п.) и кинематика его рабочего движения относительно обрабатываемой поверхности;
–колебательные перемещения инструмента относительно обрабатываемой поверхности;
–упругие и пластические деформации обрабатываемого материала заготовки в зоне контакта с рабочим инструментом;
–шероховатость рабочей части инструмента;
–вырывы частиц обрабатываемого материала.
В зависимости от условий обработки степень влияния каждого из этих факторов на образование шероховатости поверхности будет различной. Первые четыре фактора вызывают образование систематической составляющей профиля шероховатости, которая может быть описана математически. Пятый фактор вызывает образование случайной составляющей профиля и определяет разброс или дисперсию параметров шероховатости.
Исходная схема для расчета систематической составляющей высоты профиля шероховатости поверхности при механической обработке приведена на рис. 47.
На рис. 47 показано, что в общем случае средняя высота профиля шероховатости при всех методах механической обработки определяется равенством
61

Rz = h1 + h2 + h3 + h4 , |
(27) |
где h1 – составляющая профиля шероховатости, обусловленная геометрией и кинематикой перемещения рабочей части инструмента; h2 – составляющая профиля шероховатости, обусловленная колебательными перемещениями инструмента относительно обрабатываемой поверхности; h3 – составляющая профиля шероховатости, обусловленная пластическими деформациями в зоне контакта инструмента и заготовки; h4 – составляющая профиля шероховатости, обусловленная шероховатостью рабочих поверхностей инструмента.
Рис. 47. Схема формирования составляющей профиля шероховатости h1 при четырехкратном (n = 4) прохождении режущих зерен через мгновенное поперечное сечение: 1 – исходный профиль шероховатости; 2 – профиль шероховатости после четырехкратного прохождения режущих зерен
При хонинговании профиль шероховатости формируется многократным прохождением режущих зерен в одном и том же мгновенном сечении. Составляющая профиля шероховатости поверхности, обусловленная геометрией режущих зерен и кинематикой их перемещения при абразивной обработке, определяется по формуле
|
|
|
|
B |
|
|
|
|
|
P |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
2 |
|
||
|
N |
|
|
|
−1 |
|
|
|
y |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
Sпр |
|
|
Py |
|
|
Sпр |
|
|
E2 |
(1 |
−µ1 )+ E1 (1 |
−µ2 ) |
|
||||||||||||
|
ξ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
h1 = |
|
|
|
|
|
|
t − |
|
− |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
× |
|
10 |
3 |
|
jспид |
|
|
|
|
|
|
|
|
πE1E2 |
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
V |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l |
|
1± |
|
|
д |
|
|
|
|
|
|
|
|
|
|
|
|
2πE1E2 (D + d ) |
|
|
|
|
|
|
60Vx |
|
|
|
|||||||||||
|
×ln |
|
|
|
|
|
|
|
+ |
|
|
|
|
|
|
, |
(28) |
|||||||||||
|
|
|
|
|
2 |
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
||
|
|
|
|
q |
E2 (1−µ1 )+ E1 |
(1−µ2 ) |
|
|
|
|
4 10 |
D |
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
62
где ξ – коэффициент, зависящий от концентрации абразивных зерен;
B =1; ξ = 0,75; N – число выхаживаний; Sпр – продольная подача;
Sпр
t – глубина хонингования; Рy – нормальная составляющая силы резания; jспид – жесткость технологической системы; E1 и Е2 – модули упругости связки хона и заготовки; µ1 и µ2 – коэффициенты Пуассона связки хона и заготовки; q – нагрузка на единицу длины активной линии контакта, q = Pу/Sпр; D и d – соответственно диаметры хона и детали; Vд – скорость детали, м/мин; Vх – скорость хона, м/с; l – средний шаг между зернами инструмента.
Составляющая профиля шероховатости поверхности, обусловленная колебательными перемещениями инструмента относительно обрабатываемой поверхности, определяется по формуле
h |
= |
∆Py E2 |
(1−µ12 )+ E1 (1−µ22 ) |
, |
(29) |
||||||
|
|
||||||||||
2 |
|
|
|
|
λ2 2 |
|
|
|
|
|
|
|
|
πE E |
− |
+Т |
λ |
2 |
|
|
|||
|
|
1 |
|
|
|
|
|
||||
|
|
|
|
|
|||||||
|
1 2 |
|
|
ω2 |
h |
|
|
|
|
||
где ω – удельная производительность; λ – частота возмущающей силы; Тh – постоянная времени демпфирования; t – глубина хонингования; ∆Py – разность действующих сил, которая определяется по формуле
∆Py = |
6CPY t X PY VdYPY VxZPY ∏im=1 kYi |
|
, |
||||||
β |
|
|
k |
|
|
ω |
|
||
|
|
|
|
|
|||||
|
α3/4 |
|
x2 1−ε |
1000 |
|
|
|||
|
tg y |
|
|
|
|||||
где CPY , X PY , ZPY , kYi , k, β – коэффициенты; x – средняя величина
зерна; α – коэффициент формы зерна.
Составляющая профиля шероховатости, обусловленная пластическими деформациями в зоне контакта инструмента и заготовки, определяется по формуле
63

|
|
|
|
τсдв |
|
|
|
τсдв |
|
|
|
|
|
1 |
− |
|
|
|
2S + r 1− |
|
|
|
|||
|
|
|
|
|
|
|||||||
|
|
|
2 |
2 |
|
|
|
2 |
2 |
|
|
|
|
|
|
τсдв +σт |
|
|
|
τсдв +σт |
|
|
|||
h = |
|
|
|
|
|
|
|
|
|
, |
(30) |
|
|
|
|
|
|
|
|
|
|
|
|||
3 |
|
|
|
|
|
|
32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где r – средний радиус режущих зерен; σт – предел текучести обрабатываемого материала; τсдв – прочность обрабатываемого материа-
ла на сдвиг; S – средний шаг неровностей.
Составляющей профиля шероховатости, обусловленной шероховатостью рабочих поверхностей инструмента, можно пренебречь.
Таким образом, получаем общее уравнение взаимосвязи средней высоты профиля шероховатости поверхности и условий ее абразивной обработки:
|
|
|
|
|
|
|
|
|
|
|
|
Py |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
2 |
|
|
|||||||
|
|
( N −1) |
|
|
|
|
|
|
|
|
|
|
E2 (1−µ1 |
)+ E1 |
(1 |
−µ2 ) |
||||||||||||||||||||
|
ξ |
P |
|
|
|
S |
пр |
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
y |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Rz = |
|
|
|
|
3 |
t − |
|
|
|
− |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
× |
|
10 |
jспид |
|
|
|
|
|
|
|
πE1E2 |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
V |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l |
|
1± |
|
|
д |
|
|
|
|
||||||
|
|
|
|
|
|
|
2πE1E2 (D + d ) |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
×ln |
|
|
|
|
|
|
|
|
+ |
|
|
|
|
60Vx |
|
+ |
|
|||||||||||||||||||
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
||||
|
|
q |
E2 (1−µ1 )+ E1 (1 |
−µ2 ) |
|
|
|
|
|
4 10 |
D |
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
+ |
∆Py E2 (1−µ12 )+ E1 |
(1−µ22 ) |
+ |
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
λ2 2 |
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
πE E |
|
|
1− |
|
|
|
|
+T |
λ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
1 |
2 |
|
|
|
|
|
ω2 |
|
|
h |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
τсдв |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
τсдв |
|
|
|
|
|
|
|||||||
|
|
|
1− |
|
|
|
|
2S + r 1− |
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
τсдв2 |
+σ2т |
|
|
|
|
|
|
|
|
|
|
|
|
τсдв2 |
+σ2т |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
(31) |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
64

Математическое описание моделей распределения выступов и впадин профиля шероховатости при абразивной обработке позволяет установить связь ее высотных параметров между собой: Ra = 0,18Rz, Rmax = 1,35Rz.
Шаговые параметры шероховатости при абразивной обработке описываются уравнениями
S |
|
= |
lm Sпр |
|
ξ( N −1) ; |
(32) |
||||||
m |
|
|
|
|||||||||
|
|
|
|
В |
|
|
|
|
|
|||
|
|
|
|
S |
|
|
|
|
|
|||
S |
= |
|
|
пр |
ξ( N −1) ; |
(33) |
||||||
|
|
|
|
|||||||||
|
|
|
∑t0 z |
|
|
|
|
|
||||
|
|
∑z = |
|
|
L |
; |
|
|||||
|
|
1 |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
V |
|
|
|
||||
L = 1 |
+ |
д |
|
Dt. |
|
|||||||
|
|
|
||||||||||
|
|
|
|
|
Vx |
|
|
|
||||
Приняв для абразивной обработки случайное распределение профиля шероховатости, получили уравнения для расчета относительной длины опорной линии:
tp = 0,02p2 при р ≤ 50 %; |
(34) |
tp = 100 – 0,02(100 – p)2 при р > 50 %. |
(35) |
Анализ приведенных зависимостей показывает, что высотные и шаговые параметры профиля шероховатости поверхностей при абразивной обработке зависят от режимов, характеристик шлифовального круга (зернистости, концентрации и материала зерен, материала связки), жесткости технологической системы, физикомеханических свойств обрабатываемого материала и смазывающеохлаждающей технологической среды (СОТС). При шлифовании без выхаживаний основное влияние на образование шероховатости оказывают зернистость, продольная подача, концентрация зерен и глубина шлифования. Увеличение числа выхаживаний приводит к сни-
65

жению степени влияния перечисленных факторов на параметры профиля шероховатости и увеличению влияния физико-механиче- ских свойств обрабатываемого материала и материала зерен.
Уравнение (32) позволяет определить минимальную шероховатость, которая может быть получена при абразивной обработке. При большом числе выхаживаний первая составляющая профиля шероховатости стремится к нулю. Однако с учетом того, что увеличение числа выхаживаний ведет к существенному росту себестоимости, поиск оптимальных параметров обработки необходимо в первую очередь производить для однопроходной обработки, поэтому далее принимаем N = 1.
4.2. Расчет шероховатости поверхности при зубохонинговании
Расчет шероховатости поверхности при хонинговании ротора производим по формуле (31)
|
|
|
|
|
|
|
|
|
|
|
|
Py |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
2 |
|
|
|||||||
|
|
( N −1) |
|
|
|
|
|
|
|
|
|
|
E2 (1−µ1 |
)+ E1 |
(1 |
−µ2 ) |
||||||||||||||||||||
|
ξ |
P |
|
|
|
S |
пр |
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
y |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Rz = |
|
|
|
|
3 |
t − |
|
|
|
− |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
× |
|
10 |
jспид |
|
|
|
|
|
|
|
πE1E2 |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
V |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l |
|
1± |
|
|
д |
|
|
|
|
||||||
|
|
|
|
|
|
|
2πE1E2 (D + d) |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
×ln |
|
|
|
|
|
|
|
|
+ |
|
|
|
|
60Vx |
|
+ |
|
|||||||||||||||||||
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
||||
|
|
q |
E2 (1−µ1 )+ E1 (1 |
−µ2 ) |
|
|
|
|
|
4 10 |
D |
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
+ |
∆Py E2 (1−µ12 )+ E1 |
(1−µ22 ) |
+ |
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
λ2 2 |
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
πE E |
|
|
1− |
|
|
|
|
+T |
λ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
1 |
2 |
|
|
|
|
|
ω2 |
|
|
h |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
τсдв |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
τсдв |
|
|
|
|
|
|
|||||||
|
|
|
1− |
|
|
|
|
2S + r 1− |
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
τсдв2 |
+σ2т |
|
|
|
|
|
|
|
|
|
|
|
|
τсдв2 |
+σ2т |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
66

Каждый параметр формулы имеет постоянное или переменное значение относительно выбранного материала, станка, физикотехнологических, геометрических параметров. Наше исследование будем проводить на горизонтально-фрезерном станке модели 6Н81. Постоянными параметрами формулы (31) будут размеры хона и детали, глубины номинальные:
N – число выхаживаний, N = 1;
t – глубина хонингования в точке;
D –диаметр хона в каждой точке профиля, м; d – диаметр детали в каждой точке профиля, м;
jспид – жесткость технологической системы, jспид = 20 000 000 Н/м; К переменным параметрам формулы относим следующие:
Е2 – модуль упругости заготовки, Па; µ2 – коэффициент Пуассона заготовки;
σт – предел текучести обрабатываемого материала, Па; τсдв – прочность обрабатываемого материала на сдвиг, Па;
Vx – скорость хона в каждой точке профиля, м/с, Vx = 60πnD1000 ; Vд – скорость детали в каждой точке профиля, м/с;
Ру – нормальная составляющая силы резания, Н; E1 – модуль упругости связки хона, Па;
µ1 – коэффициент Пуассона связки хона;
l – средний шаг между зернами инструмента, м; r – средний радиус режущих зерен, м.
Sпр – продольная подача, м/с, Sпр = 0,000 33.
Диаметры и скорости хона и детали в каждой точке профиля указаны в табл. 2.
Средний радиус режущих зерен r зависит от размеров зерна: чем меньше номер структуры, тем меньше радиус зерна r и средний шаг l (табл. 3).
67

Таблица 2 Значения диаметра и скорости хона и детали в каждой точке профиля
|
Номер |
|
Dх |
|
Vх |
|
dд |
|
Vд |
|
n |
|
|
|
|
|
|
|
|
||||||
|
точки |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
0,109 674 |
|
0,3043 |
|
0,022 495 68 |
|
0,099 980 8 |
|
–0,415 01 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
0,109 568 |
|
0,3041 |
|
0,022 499 514 |
|
0,099 997 842 |
|
–0,407 13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
0,109 356 |
|
0,3035 |
|
0,022 522 561 64 |
|
0,100 100 274 |
|
–0,393 37 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
0,108 938 |
|
0,3023 |
|
0,022 605 330 73 |
|
0,100 468 137 |
|
–0,368 78 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
0,108 464 |
|
0,3010 |
|
0,022 737 725 08 |
|
0,101 056 556 |
|
–0,342 39 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
0,107 942 |
|
0,2995 |
|
0,022 909 818 48 |
|
0,101 821 415 |
|
–0,314 56 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
|
0,106 54 |
|
0,2957 |
|
0,023 449 236 36 |
|
0,104 218 828 |
|
–0,238 89 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
0,105 472 |
|
0,2927 |
|
0,023 911 342 77 |
|
0,106 272 635 |
|
–0,173 22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
0,104 394 |
|
0,2897 |
|
0,024 398 557 42 |
|
0,108 438 033 |
|
–0,113 55 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
0,102 914 |
|
0,2856 |
|
0,025 073 144 22 |
|
0,111 436 197 |
|
–0,156 25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
|
0,101772 |
|
0,2824 |
|
0,025 587 513 73 |
|
0,113 722 283 |
|
–0,227 23 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
0,100 138 |
|
0,2779 |
|
0,026 312 496 67 |
|
0,116 944 43 |
|
–0,351 63 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
|
0,995 16 |
|
0,2762 |
|
0,026 585 179 85 |
|
0,118 156 355 |
|
–0,410 77 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
|
0,991 96 |
|
0,2753 |
|
0,026 724 953 05 |
|
0,118 777 569 |
|
–0,450 94 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
|
0,9908 |
|
0,275 |
|
0,026 775 68 |
|
0,119 003 022 |
|
–0,480 99 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
|
0,9908 |
|
0,275 |
|
0,026 775 68 |
|
0,119 003 022 |
|
–0,480 99 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17 |
|
0,99 196 |
|
0,2753 |
|
0,026 724 953 05 |
|
0,118 777 569 |
|
–0,497 12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
|
0,99 516 |
|
0,2762 |
|
0,026 585 179 85 |
|
0,118 156 355 |
|
–0,499 41 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19 |
|
0,100 138 |
|
0,2779 |
|
0,026 312 496 67 |
|
0,116 944 43 |
|
–0,485 26 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
|
0,101 772 |
|
0,2824 |
|
0,025 587 513 73 |
|
0,113 722 283 |
|
–0,424 31 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
21 |
|
0,102 914 |
|
0,2856 |
|
0,025 073 144 22 |
|
0,111 436 197 |
|
–0,376 82 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22 |
|
0,104 394 |
|
0,2897 |
|
0,024 398 557 42 |
|
0,108 438 033 |
|
–0,339 27 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23 |
|
0,105 472 |
|
0,2927 |
|
0,023 911 342 77 |
|
0,106 272 635 |
|
–0,379 09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
|
0,10 654 |
|
0,2957 |
|
0,023 449 236 36 |
|
0,104 218 828 |
|
–0,422 25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
68 |
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. 2
Номер |
Dх |
Vх |
dд |
Vд |
n |
|
точки |
||||||
|
|
|
|
|
||
25 |
0,107 942 |
0,2995 |
0,022 909 818 48 |
0,101 821 415 |
–0,463 92 |
|
|
|
|
|
|
|
|
26 |
0,108 464 |
0,3010 |
0,022 737 725 08 |
0,101 056 556 |
–0,476 42 |
|
|
|
|
|
|
|
|
27 |
0,108 938 |
0,3023 |
0,022 605 330 73 |
0,100 468 137 |
–0,486 47 |
|
|
|
|
|
|
|
|
28 |
0,109 356 |
0,3035 |
0,022 522 561 64 |
0,100 100 274 |
–0,493 83 |
|
|
|
|
|
|
|
|
29 |
0,109 568 |
0,3041 |
0,022 499 514 43 |
0,099 997 842 |
–0,496 89 |
|
|
|
|
|
|
|
|
30 |
0,109 674 |
0,3043 |
0,022 495 68 |
0,099 980 8 |
–0,498 22 |
|
|
|
|
|
|
|
Таблица 3
Значения радиуса зерна и среднего шага l в зависимости от номера структуры
Номер |
Размер |
Концентрация |
Средний |
Средний шаг l, |
|
структуры |
зерна, мкм |
абразива р, % |
радиус r, мкм |
м |
|
12 |
125 |
38 |
20,0 |
0,000 |
263 |
|
|
|
|
|
|
11 |
112 |
40 |
17,6 |
0,000 |
250 |
10 |
100 |
42 |
16,0 |
0,000 |
238 |
|
|
|
|
|
|
9 |
90 |
44 |
14,4 |
0,000 |
822 7 |
8 |
80 |
46 |
12,8 |
0,000 |
217 |
7 |
70 |
48 |
11,2 |
0,000 |
208 |
|
|
|
|
|
|
6 |
63 |
50 |
10,0 |
0,000 |
200 |
5 |
50 |
52 |
8,0 |
0,000 |
192 |
|
|
|
|
|
|
4 |
40 |
54 |
6,4 |
0,000 |
185 |
3 |
40 |
56 |
6,4 |
0,000 |
179 |
2 |
40 |
58 |
6,4 |
0,000 |
172 |
|
|
|
|
|
|
1 |
40 |
60 |
6,4 |
0,000 |
167 |
Нормальная составляющая силы резания Ру зависит от деформации и напряжения и находится по формуле Py = Ut2 , где U – напряжение, Н/мм2, t – деформация, мм.
69
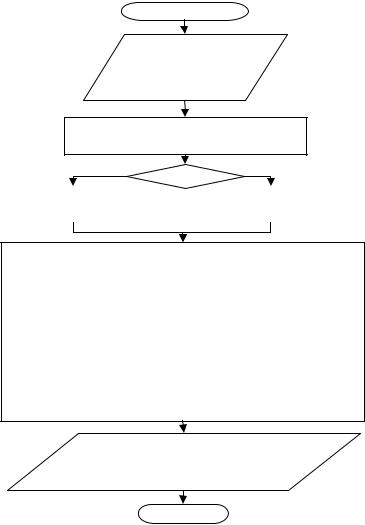
Для облегчения расчета параметров шероховатости поверхности Ra и Rz на основе формулы (31) была создана программа при помощи среды программирования Visual Basic for Applications. Алгоритм данной программы представлен на рис. 48 и 49.
Начало
TBdn, TBd, TB_D,
TBVd, TBVx, TBeps,
TBN, TBS, TBj,
TBsigma, TB_mu1,
TBE1, TBmu2, TBE2,
LL = (1 + TBVd / TBVx) * Sqr(TB_D * TBdn) z = LL / TBl
SS = TBS / z
|
TBdn > 0 |
|
|
|
|
Sigma = TBE1 * (TBdn / l) |
|
Sigma = 0 |
Delta = TBdn * (TBE1 / |
|
Delta = 0 |
TBE2) |
|
|
Py = Sigma * Delta ^ 2
q1 = TBeps ^ (TBN - 1) * 10 ^ (-3) W1 = Py / TBj
a1 = (Py / TBS) * (TBE2 * (1 - TB_mu1 ^ 2) + TBE1 * (1 - TBmu2 ^ 2)) a2 = pi * TBE1 * TBE2
a3 = 2 * pi * TBE1 * TBE2 * (TBd + TB_D)
a4 = (Py / TBS) * (TBE1 * (1 - TBmu2 ^ 2) + TBE2 * (1 - TB_mu1 ^ 2)) W2 = (a1 / a2) * Log(a3 / a4)
W3 = TBl ^ 2 * (1 + TBVd / TBVx) / (4 * TB_D) q2 = TBdn - W1 - W2 + W3
z1 = 1 - TBtau / (TBtau ^ 2 + TBsigma ^ 2) ^ (1 / 2) z2 = (2 * SS + TBr * z1)
q3 = z1 * z2 / 32 Rz = q1 * q2 + q3
SS |
Py |
q1 * q2 * 1000000 |
q3 * 1000000 |
Rz * 1000000 |
0.18 * Rz * |
1000000 |
|
Конец
Рис. 48. Алгоритм программы расчета шероховатости поверхности Ra и Rz
70