

книги / Технология керамических материалов
..pdfстенок. Для малопластичного сырья длина мундштука со- ставляет 220–300 мм, уклон боковых стенок – более 8 %. Из- делия из среднепластичного сырья формуют при длине мундштука 220–260 мм, а уклон стенок составляет 6–8 %.
При формовании изделий из высокопластичного сы- рья длина мундштука составляет 200–240 мм, а уклон сте-
нок – 4–6 %.
Размеры выходного отверстия мундштука по ширине и высоте назначают в зависимости от размеров изделий, про- шедших стадию обжига. При назначении размеров учитыва- ют полную усадку глиняной массы и упругое расширение сформованного сырца после выхода из мундштука пресса:
|
|
L = L1 (1+Упол/100) – Рупр , |
(23) |
где L |
– |
ширина выходного отверстия, мм; |
|
L1 |
– |
длина стандартного кирпича; |
|
Упол – |
полная усадка массы; |
|
|
Рупр – упругое расширение сформованного сырца – 1,2– 1,8 % (обычно принимают 1–2 мм).
При формовании пустотелых керамических изделий (кирпича, камней) глину необходимо подвергать более ин- тенсивной обработке, чем при производстве полнотелого кирпича. Для формования пустотелых изделий шаг шнеково- го винта не должен превышать 200 мм, а частота вращения шнекового вала должна быть на 20–30 % меньше, чем при формовании полнотелого кирпича. В размерах корпуса прес- са должно выдерживаться соотношение
|
|
2 ≤ |
FцКу |
≤ 6, |
(24) |
|
|
|
|||
|
|
|
Fмж |
|
|
где Fц |
– |
поперечное сечение корпуса (цилиндра) пресса; |
|||
Fмж |
– |
живое сечение мундштука; |
|
||
Ку |
– |
коэффициент уплотнения глиняной массы при ее |
|||
формовании (обычно Ку = 1,2–1,5).
121
Зазор между лопастями и корпусом пресса не должен превышать 2 мм. Для формования пустотелых изделий пред- почтительны короткие неорошаемые металлические мунд- штуки длиной 40–60 мм с малым уклоном поверхности.
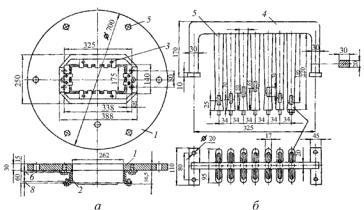
Пустотообразующую вставку (сердечник) (рис. 58) кре- пят изнутри к мундштучной плите.
Рис. 58. Мундштук для формования семищелевых камней: 1 – мундштучная плита; 2 – корпус мундштука; 3 – гребенки для рифления поверхности камня; 4 – скоба; 5 – кернодержатели (стержни); 6 – керны
Сердечник состоит из скобы, стержней и кернов (наса- док), профилирующих отверстия в изделиях. Скоба должна иметь шероховатую поверхность. По мере ее износа шерохо- ватость поверхности скобы должна быть восстановлена во из- бежание образования в камне скобяных трещин. От входного отверстия мундштука скоба должна быть удалена на 150– 200 мм и на 30–40 мм от конца шнека.
Стержни выполняют из велосипедных спиц, из круглой стали толщиной до 10 мм и даже 25–40 мм при больших от- верстиях в камне. Их можно крепить к скобе жестко или шарнирно. В последнем случае керны становятся плавающи- ми (самоустанавливающимися).
122
Керны делают со сглаженными углами длиной 20–30 мм, конусностью 1,2–2º. Чем уже проходы для глины, тем боль- шей должна быть конусность кернов. Уклон кернов должен быть равен уклону стенок мундштука. По сечению керны должны иметь плюсовой допуск, а поверхность их должна быть хромирована.
Для выравнивания скорости движения ленты по сече- нию бруса средние керны делают длиннее, крайние – короче. Отношение длин средних и крайних кернов должно нахо- диться в пределах 5:1. Для выравнивания скорости движения бруса применяют также тормоза в виде навивки проволоки на стержни или приварки пластинок к скобе.
При формовании внутренней поверхности трубы керн имеет конфигурацию колокола.
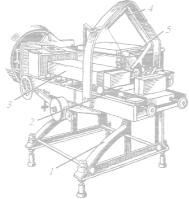
Глиняный брус, выходящий из пресса, разрезают на от- резки заданных размеров на резательных автоматах (рис. 59).
Выходящий из мундштука пресса глиняный брус по-
ступает на приемный лен- |
|
||
точный конвейер. |
Глиняный |
|
|
брус сообщает |
движение |
|
|
конвейеру за счет силы тре- |
|
||
ния бруса о ленту конвейера. |
|
||
От движущейся ленты полу- |
|
||
чает вращение регулировоч- |
|
||
ный барабан автомата и че- |
|
||
рез систему передач сообща- |
|
||
ет лучку возвратно-поступа- |
|
||
тельное движение. Таким |
|
||
образом, глиняный брус от- |
Рис. 59. Автомат для резки |
||
резается лучком при од- |
|||
кирпича сырца СМК-I6ЗА: |
|||
новременном поступатель- |
1 – станина; 2 – конвейер; |
||
ном движении лучка со ско- |
3 – глиняный брус; 4 – лучок; |
||
ростью движения глиняного |
5 – приводное устройство |
||
|
|||
123
бруса. Недостатком автомата является то, что он не обеспе- чивает точного отреза, часто приходится заменять лопнув- шие струны.
Заготовки кислотоупорного кирпича и плиток после от- резки их резательными станками имеют недостаточно четкую форму и точные размеры, поэтому их при влажности 17–18 % допрессовывают. При этом устраняют такие пороки прессова- ния, как неоднородность структуры массы, внутренние тре- щины. Для допрессовки сырца применяют прессы Самарина или прессы СМ-308А, ССМ-81, СМ-1208. При прессовании излишки массы (0,5–1 % об. сырца) выходят из формы через отверстие между штампом и формой. Удельное давление прессования не превышает 2–3 МПа.
3.2.2.4. Дефекты изделий при пластическом формовании
В процессе пластического формования керамических стеновых материалов обнаруживаются видимые и скрытые дефекты, снижающие качество кирпича. Скрытые дефекты чаще всего закладываются в процессе формования изделий, а обнаруживаются лишь при сушке и обжиге. К скрытым де-
фектам относится слоистость, S - образная трещина, разно- плотность, различные трещины, невидимые после формов-
ки, но раскрывающиеся в сушке и обжиге (рис. 60). Призна- ком того, что трещины заложены при формовании, служит их идентичный характер и постоянное место расположения.
Наиболее распространенный дефект – разноплотность кирпича по сечению. Он присущ всем типам глинистого сы- рья и особенно часто наблюдается при понижении формо- вочной влажности, при использовании неправильно подоб- ранных или изготовленных формовочных органах и оснастке.
Этот вид дефекта устраним при снижении оборотов шнека. Разноплотность также может уменьшаться при сни- жении коэффициента сжатия массы, то есть отношения пло-
124

Рис. 60. Дефекты кирпича-сырца, полученные при формовании на шнековых прессах: а – разноплотность; б – структурные эл- липсовидные расслоения (свиль); в – S - образная трещина;
г – недопрессовка углов (драконов зуб); 1 – плотная середина; 2 – менее плотная основная часть; 3 – недопрессованные углы
щади поперечного сечения цилиндра корпуса пресса (за вы- четом сечения ступицы шнека и лопастей) к сечению выход- ного отверстия мундштука до оптимального значения 2…3.
Положительные результаты дает также устройство в головке пресса равноуплотняющего контура.
Нередко встречается такой вид дефекта, как недопрес- совка углов – « драконов зуб». Дефект выражается в сниже- нии плотности массы в углах и явно выраженном сдвиге ее по эллипсоидной кривой, где при сушке могут образоваться трещины из-за разности скоростей движения центральной части бруса и разных значений усадки.
В изделиях из тощих масс, лессов и лессовидных суг- линков, а также из глин и суглинков с большой адгезией образуются видимые поперечные трещины в углах бруса. При орошении мундштука водой, нефтью, отработками ма- сел эти трещины меньшего размера, но раскрываются при сушке и обжиге, что снижает прочность.
На недопрессовку и образование трещин в углах также влияет неправильно изготовленный мундштук, незакруглен- ный или острый угол. Основной способ устранения данного дефекта – правильный подбор шихты и доведение ее состава до 1–2 - го структурно-механического типа. Во всех случаях положительные результаты дает применение головок пресса с выравнивающим контуром и мундштуков с воронкообраз- ными углами.
125
Распространенный вид дефекта – эллипсовидные рас- слоения, так называемая свиль – зажатый круг, повторяющий форму шнека, расслоения появляются в основном из-за не- удовлетворительного состава шихты. В этом случае необхо- димо отощение глины крупнозернистыми частицами – ото- щителями (зерна шамота, шлака, дегидратированная глина) для увеличения коэффициента внутреннего трения. Мелко- зернистые пески применять нецелесообразно, хотя они по- вышают связующую способность: между ними нет зацепле- ния, поэтому масса проворачивается вокруг шнека.
Положительно сказывается пароувлажнение шихты, которое снижает прессовое давление и повышает связность глиняной массы.
Для снижения свилеобразования рекомендуется уменьшить внешнее трение бруса о корпус путем введения в массу поверхностно-активных веществ, а также применять орошение головки мундштука водой или отработками масел. Целесообразно переходить на формование пустотелых изде- лий, при этом следует уменьшить частоту вращения вала шнека (менее 32 об/мин), чтобы снизить сопротивление исте- чению массы и повысить расход массы на единицу изделия.
К конструктивным мерам защиты от свилеобразования следует отнести:
–удлинение головки пресса вставкой промежуточного кольца L = 100–300 мм, которое помещается между корпусом
иголовкой, что повышает сцепление напластований глины;
–уменьшение зазора между лопастями шнека и корпу- сом пресса (не более 1–3 мм). Если зазор составляет величи- ну более 3 мм, то глиняная масса и корпус сильно нагревает- ся за счет трения и проворачивания массы;
–установка рыхлительных ножей в головке пресса – свилерезов.
Впрактике часто встречается такой вид брака, как S- образная трещина в центре кирпича, возникающая при не-
126
достаточной липкости (связности) массы. Липкость массы будет недостаточная в том случае, если в составе шихты мало глинистого компонента или он не диспергировался и не про- шел полную гидратацию. Положительное влияние на гидра- тацию глинистого компонента имеет паропрогрев массы и ее вакуумирование.
Для кирпича-сырца возможно появление такого вида дефекта, как трещина, параллельная нижней поверхности бруса (горизонтальная). Причиной возникновения этого де- фекта является неравноплотность прессовки: неправильная установка мундштука, переувлажнение нижней поверхности бруса или общее переувлажнение, неравномерное распреде- ление влаги в массе. Иногда эти трещины появляются сразу после формовки, что свидетельствует о плохом качестве ке- рамической смеси.
В процессе формования кирпича возможно появление глубоких боковых трещин на одной стороне бруса, которые, как правило, бывают при переработке тощих масс или когда скорость движения с одной стороны бруса меньше, чем ос- тальной части. Для ликвидации этого дефекта необходимо несколько сдвинуть мундштук в, сторону противоположную той, с которой идет трещина, проверить правильность соос- ности мундштука пресса и ленточного транспортера реза- тельного автомата.
Некоторые дефекты (малосвязный рыхлый брус, слои-
стая структура кирпича) образуются за счет: в первом слу- чае – недостаточной глубины вакуума или при наличии под- соса воздуха в массу; во втором – применения глубокого ва- куума (до 98 КПа).
На кирпиче трещины в виде сетки могут появиться при увеличении зазора между корпусом и шнеком, большом сопротивлении выходу массы из пресса, малой длине винто- вой лопасти шнека или большом угле ее подъема, большом коэффициенте сжатия массы (более 3). Возврат массы в прес-
127
се приводит к ее перегреву, потере пластичных свойств, большим затратам энергии на трение и снижению произво- дительности пресса.
При переходе на разные виды пустотелых изделий рез- ко снижается производительность пресса, а также могут по- являться трещины между пустотами. Такой вид дефекта зависит от состояния кернов и кернодержателей. Они долж- ны изготовляться из качественных стальных прутков или пластин и иметь достаточную жесткость. Установка перемы- чек их прутков или пластин между кернодержателями приво- дит к трещинам.
3.2.3. Литье керамических изделий
Сложные керамические изделия формуют литьем вод- ных шликеров в гипсовые формы. В процессе водоотдачи в гипсовую форму в ней образуется («набирается») тело от- ливки (черепка) с определенной плотностью и механической прочностью, достаточной для того, чтобы можно было извлечь изделие из формы и переместить его на сушку.
Главное преимущество этого способа формования – из- готовление изделий сложной и точной конфигурации. Такой способ формования основан на том, что глины могут образо- вывать с водой устойчивые, то есть не расслаивающиеся сус- пензии, а гипсовая форма (пористая) может отбирать воду из керамической суспензии с образованием твердого слоя керамического черепка.
Для изготовления гипсовых форм используют формо- вочный гипс СаSO4·0,5Н2О, отличающийся от строительного гипса большей прочностью, малой усадкой и другими свойст- вами. Гипс затворяют водой и отливают в специальные емко- сти для получения формы нужной конфигурации. Иногда формы из гипса делают сборными из двух половинок, скреп- ляемых затем резиновыми бандажами. Новые гипсовые фор-
128
мы перед отливкой промывают 5 %-ным раствором соды (Na2CO3) или разбавленным шликером, если же формы ис- пользуют повторно, то их сушат до влажности 5–6 %.
3.2.3.1. Свойства литейного керамического шликера
Подготовка глины для литья керамических изделий за- ключается в приготовлении литейных шликеров, обладаю- щих определенными свойствами.
Свойства литейного шликера определяют качество из- делий, главными из которых являются:
–достаточная текучесть при минимальной влажности;
–малая загустеваемость;
–хорошие фильтрационные свойства;
–устойчивость к расслоению.
Текучесть шликера, или его подвижность, – это спо-
собность шликера заполнять все полости формы при отливке. Текучесть шликера характеризуется величиной, обратной вязкости. Текучесть шликера зависит от его влажности, тем- пературы, содержания глинистых частиц, их минералогиче- ского состава и от дисперсности твердой фазы. Текучесть шликера считается хорошей, если шликер при этой текучести имеет низкую вязкость и высокую концентрацию твердой фазы. Чем больше твердой фазы в шликере, тем меньше ко- личество отсасываемой влаги из шликера за единицу време- ни, то есть процесс отдачи воды из шликера в гипсовую фор- му идет медленно.
Керамические суспензии обычно характеризуются так называемой условной вязкостью, выражаемой временем ис- течения определенного объема шликера через отверстие за- данного размера. Отношение времени истечения такого же объема воды при одинаковых условиях называют относи-
тельной вязкостью.
129
Существуют различные способы и приборы для опре- деления вязкости жидкотекучих суспензий: вискозиметр Энглера, ротационный вискозиметр Воларовича; гипсовая доска и другие.
Текучесть шликера, измеряют в секундах или в едини- цах вязкости (пуазах).
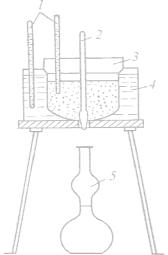
Вискозиметр Энглера распространен более широко ввиду его простого устройства (рис. 61).
|
В комплект входит сосуд |
|
|
для шликера, термостат для под- |
|
|
держания требуемой температу- |
|
|
ры шликера в пределах 30–35 ° С, |
|
|
термометры и сосуд-приемник, |
|
|
где на шейке нанесена риска, от- |
|
|
мечающая объем 100 см3. Сосуд |
|
|
имеет отверстие, закрываемое |
|
|
пробкой. |
|
|
При истечении фарфоро- |
|
|
вых шликеров используют от- |
|
|
верстие диаметром 6 мм, фаян- |
|
|
совых – 7 мм и майоликовых – |
|
|
10 мм. При испытании опреде- |
|
Рис. 61. Вискозиметр Энгле- |
ляют время истечения 100 см3 |
|
ра: 1 – термометры; 2 – |
шликера через отверстие сосуда. |
|
пробка; 3 – сосуд для шлике- |
Фарфоровый шликер счи- |
|
ра; 4 – термостат; 5 – сосуд- |
||
тается нормальным, если истече- |
||
приемник |
ние через отверстие диаметром |
|
|
6 мм происходит за 10 с. Метод определения текучести шли- кера по наклонной плоскости (рис. 62) используют для оценки заполняемости формы шликером, для оперативного контроля свойств шликера и его корректировки в производственной практике.
130