

5. Виды сварки, типы сварных швов и соединений, их расчет
В настоящее время все шире внедряются такие процессы, как электронно-лучевая, плазменная, лазерная и другие виды сварки. В основном используют сварку электродуговую, реже газовую и контактную.
Длинномерные швы в конструкциях (поясные швы балок, колонн и др.) выполняются в заводских условиях, как правило, автоматической сваркой под слоем флюса. Флюс защищает изделие от вредного воздействия окружающей среды на металл соединения. К недостаткам автоматической сварки можно отнести затруднительность выполнения швов в вертикальном и потолочном положениях и в стесненных условиях, что ограничивает ее применение на монтаже.
Относительно короткие швы (приварка ребер, сварка узлов в решетчатых конструкциях и т.п.) выполняют полуавтоматической сваркой. При этом автоматически подается сварочная электродная проволока, а передвижение дуги по изделию производится вручную. Полуавтоматическую сварку стальных конструкций чаще всего выполняют в среде защитного газа. В качестве защитного используют обычно достаточно дешевый углекислый газ СО2. Реже применяют сварку порошковой проволокой.
В ряде случаев используют ручную сварку качественными электродами, т.е. электродами с качественным покрытием (толстым покрытием). При ручной дуговой сварке оба главных рабочих движения — подача электродной проволоки и передвижение дуги по изделию — выполняются вручную. В этом случае сварочная ванна расплавленного металла защищена от вредного воздействия окружающей среды плавящимся и частично испаряющимся электродным покрытием.
Электрошлаковая сварка представляет собой разновидность сварки плавлением; этот тип сварки удобен для вертикальных стыковых швов металла толщиной от 20 мм и более. Процесс сварки ведется голой электродной проволокой под слоем расплавленного шлака. Качество шва, выполняемого этим способом, получается очень высоким.
Ванная сварка, являющаяся разновидностью электрошлаковой, применяется в некоторых случаях при сварке арматуры большой толщины в железобетонных конструкциях.
Виды сварных швов и соединений
Сварным швом (в дуговой сварке) называется конструктивный элемент сварного соединения на линии перемещения источника сварочного нагрева (дуги), образованный затвердевшим после расплавления металлом.
Сварным соединением является комплекс сварного шва и части основного металла, соединяемых элементов, прилежащего к шву.
Сварные швы. Сварные швы классифицируют по конструктивному признаку, назначению, положению, протяженности и внешней форме.
По конструктивному признаку швы разделяют на стыковые и угловые (валиковые).
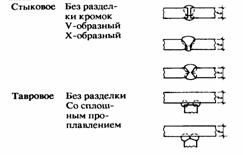
Рис. Виды швов
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже.
Сварные соединения. Различают следующие виды сварных соединений: стыковые, внахлестку, угловые и тавровые, или впритык (рис. 4.3).
Стыковыми называют соединения, в которых элементы соединяются торцами или кромками, при этом один элемент является продолжением другого (рис. 4.3,а). Стыковые соединения наиболее рациональны, так как имеют наименьшую концентрацию напряжений при передаче усилий, отличаются экономичностью и удобны для контроля. Толщина свариваемых элементов в соединениях такого вида почти не ограничена.
Соединениями внахлестку называются такие, в которых поверхности свариваемых элементов частично находят друг на друга (рис. 4.3,6). Эти соединения широко применяют при сварке листовых конструкций из стали небольшой толщины (2—5 мм), в решетчатых и некоторых других видах конструкций. Разновидностью соединений внахлестку являются соединения с накладками, которые применяют для соединения элементов из профильного элемента и для усиления стыков.
Угловыми называют соединения, в которых свариваемые элементы расположены под углом (рис. 4.3,г).
Тавровые соединения (соединения впритык) отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого (рис. 4.3,3).



![]()
Расчет сварных соединений
При расчете сварных соединений прежде всего необходимо учитывать вид соединения, способ сварки (автоматическая, полуавтоматическая, ручная) и сварочные материалы, соответствующие основному материалу конструкции.
Расчет сварных стыковых соединений на центральное растяжение или сжатие следует производить по формуле
![]() ,
,
где t - наименьшая толщина соединяемых элементов;
lw - расчетная длина шва, равная полной его длине, уменьшенной на 2t, или полной его длине в случае вывода концов шва за пределы стыка.
При расчете сварных стыковых соединений элементов из стали с отношением Ru/γu > Ry, эксплуатация которых возможна и после достижения металлом предела текучести, а также в конструкциях из стали с пределом текучести Run> 440 кН/мм вместо Rwy следует принимать Rwy/ γu , т.е. считать достижение предельного состояния по временному сопротивлению металла шва.
При отсутствии физических методов контроля расчетное сопротивление металла сварного соединения по нормам составляет Rwy = Q,85Ry. Для того чтобы соединение было равнопрочным основному элементу, длина шва должна быть больше размера b, поэтому в соединении применяют косой шов. Косой шов с наклоном реза α при tgα = 2:1, как правило, равнопрочен с основным металлом и поэтому не требует проверки
Расчетное сопротивление при сдвиге соединения Rws = RS, где Rs — расчетные сопротивления основного металла на сдвиг.
Сварные стыковые соединения, выполненные без применения физических методов контроля качества, при одновременном действии в одном и том же сечении шва нормальных напряжений, σwx и σwy, действующих по взаимно перпендикулярным направлениям х и у, и касательных напряжений τwxy, следует проверять по формуле:
![]()
Расчет соединений с угловыми швами. Разрушение сварных соединений с угловыми лобовыми и фланговыми швами возможно как по металлу шва, так и по металлу границы сплавления. Сварные соединения с угловыми швами при действии продольной и поперечной сил следует рассчитывать на срез (условный) по двум сечениям (рис. 20):

Рис. 20. Схема расчетных сечений сварного соединения с угловым швом: 1 - сечение по металлу шва; 2 - сечение по металлу границы сплавления по металлу шва (сечение 1).
N/f kf lw Rwf wf c;
по металлу границы сплавления (сечение 2)
N/z kf lw Rwz wz c,
где lw - расчетная длина шва, принимаемая меньше его полной длины на 10 мм;
f и z - коэффициенты;
wf и wz - коэффициенты условий работы шва.
Расчет сварных соединений с угловыми швами на действие момента в плоскости, перпендикулярной плоскости расположения швов, следует производить по двум сечениям по формулам:
по металлу шва
![]() ;
;
по металлу границы сплавления
![]() ,
,
где Wf - момент сопротивления расчетного сечения по металлу шва;
Wz - то же, по металлу границы сплавления.
Расчет сварных соединений с угловыми швами на действие момента в плоскости расположения этих швов следует производить по двум сечениям по формулам:
по металлу шва
![]() ;
;
по металлу границы сплавления
![]() ,
,
где Jfx и Jfy - моменты инерции расчетного сечения по металлу шва относительно его главных осей;
Jzx и Jzy - то же, по металлу границы сплавления;
х и у - координаты точки шва, наиболее удаленной от центра тяжести расчетного сечения швов, относительно главных осей этого сечения.
При расчете сварных соединений с угловыми швами на одновременное действие продольной и поперечной сил и момента должны быть выполнены условия
f Rwfwfc и z Rwzwzc,
где f и z - напряжения в расчетном сечении соответственно по металлу шва и по металлу границы сплавления, равные геометрическим суммам напряжений, вызываемых продольной и поперечной силами и моментом.