

2.Предвари-тельная обработка плоскостей 3. Предвари-тельная обработка основных отверстий 4.Чистовая обработка плоскостей
1.Обработка
баз




8.
Окончательная обработка основных
отверстий
5.
Чистовая обработка основных отверстий
6.Обработка
не основных отверстий и др. элементов
7.
Оконча-тельная обработка плоскостей





10.Контроль
9.
Моечная


Классификация систем автоматизированной загрузки станков
Система
автоматизированной загрузки станков



По
отношению к основному оборудованию
По
подвижности
По
виду заготовок


Непрерывные
Штучные





















Токарные автоматы
5 6 7











1

 2 3 4
2 3 4




















































































8 9 10



ПРАВКА















1










 .
Гребенка
.
Гребенка





2



 .
Ролики
.
Ролики






3. Вращающиеся дюзы (n = 1500 об/мин)































4. Вращающаяся труба

















Подача проволоки и прутка
1. Клиновой механизм




























2. Призматический механизм




























3. Цанга токарно-револьверного станка



































































4. Цанга фасонно-отрезного станка




























Автомат продольного точения
2 3 4 5 6












































 1
1





















 7
8 9
7
8 9
Токарно-револьверный автомат






















































 1
2
3 4 5
6
1
2
3 4 5
6














































7 8 9



Qт = 1/ tр.х.
Qц = 1/ Tц = 1/ (tр.х.+ tх.х.)
Кпроиз.= Qц / Qт = tр.х / (tр.х.+ tх.х.)
Qф = 1/ (Tц + tп)
ρисп = Qф / Qц = Tц / (Tц + tп)
Бункерные загрузочные устройства
1
1
1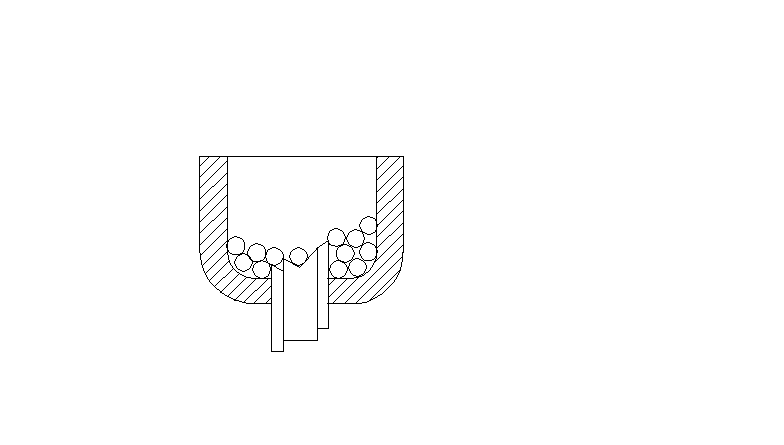









3 2 2 3




1. чаша; 2. шибер; 3. отводной лоток 1. чаша; 2. вал с крючками;
3. отводной лоток

устройства устройства
1





2 3


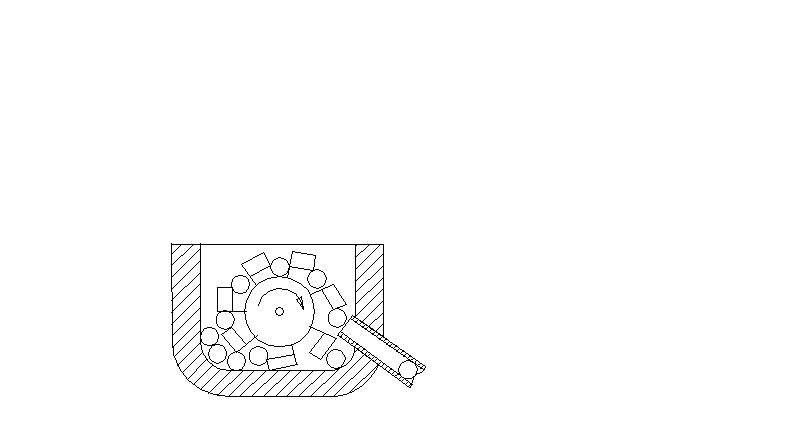
1. чаша; 2. ротор; 3. отводной лоток
Основными узлами вибрационного бункерного загрузочного устройства являются:
1 – амортизаторные пружины; 2 – основание; 3 - электромагнитный привод; 4 – три плоские наклонные пружины; 5 - чаша; 6 – заготовки в нижней части чаши; 7 и 9 – винтовые дорожки; 8 – сбрасыватель неправильно ориентированных деталей; 11 и 12 – окна выдачи деталей в лотки; 13 – окна как трафареты для ориентации детали;
Магазинные загрузочные устройства
1. Лотки
|
Форма лотка |
Размеы |
|
Угловой
|
α = 45º m до 5кг α = 60º m > 5кг l ≥ 0.8d |
|
П
|
Н =(0.5 - 0.55)d Н =(0.65 - 0.7)d для дисков |
|
Плоский, полузакрытый
|
Н = d + (0.5 - 1.0) H1 = (0.6 - 0.65)d |
|
Плоский, закрытый
|
Н = d + (0.5 - 1.0) H1 = (0.4 - 0.45)d |


 l
l










 d
d




 α
α

 лоский,
открытый
лоский,
открытый



















































































2. Поддоны









3. Тактовые столы

























ОТСЕКАТЕЛИ