

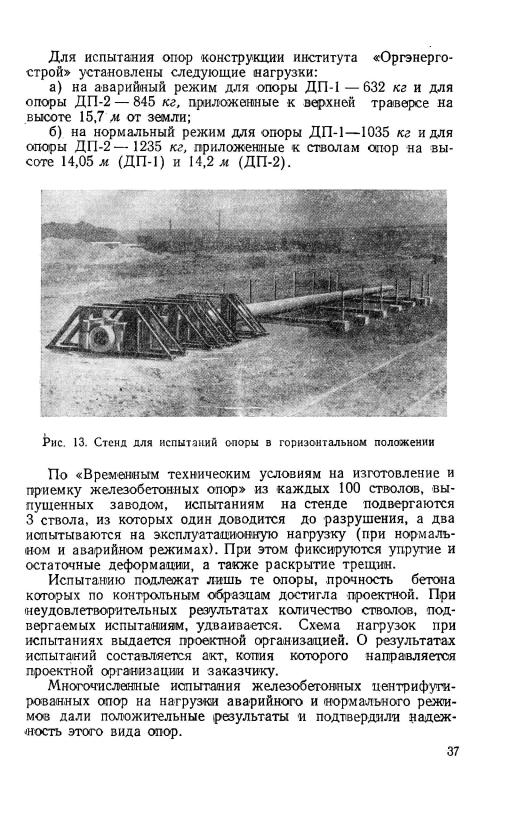
книги из ГПНТБ / Реут М.А. Технология изготовления и монтаж центрифугированных железобетонных опор для линий электропередачи
.pdfбудет меньше силы ускорения свободного падения, что приве дет к обвалу бетона.
Распределение и уплотнение бетонной смеси происходит
под действием центробежных сил.
Например, минимальную скорость вращения вершины опоры П-2, при которой не будет происходить обрушение бе тона, можно определить по формуле
|
W2 = |
|
|
3g |
|
|
|
|
В |
2 |
|
||
|
|
|
|
|
||
|
|
|
|
|
|
|
где г — наружный радиус, см\ |
|
|
||||
гъ — внутренний |
радиус, |
см; |
|
|
||
W — скорость .вращения. |
|
|
|
|||
При г — 14,6 см и гв= 10 |
см минимальная скорость вра- |
|||||
щения будет равна |
|
|
|
|
|
|
|
213~1(Ю |
3 • |
981 |
113 • 1470 |
откуда |
|
|
|
2 |
|
------------ = 79, |
||
|
3100—1000 |
|
|
2100 |
|
|
|
|
W = 8,8 |
радиан/сек. |
|
||
Так как скорость вращения можно определить по формуле |
||||||
|
|
W — |
3'1 |
|
|
|
|
|
|
|
|
|
|
где. п — ЧИСЛО обор'ОТОВ в |
минуту, |
получим |
|
|||
|
30 ■ |
w |
30 • 8,8 |
о, |
|
|
|
п — ----------- —---------- |
= 84 об/мин. |
|
|||
|
п |
|
|
3,14 |
|
|
Уплотнение бетона производится при скоростях вращения |
||||||
380—400 об/мин. |
вращения 500—600 об/мин |
(как этого |
||||
Достичь скорости |
||||||
требуют |
Временные |
технические |
условия) на |
машинах |
||
МЦО-1 |
невозможно, |
так как они укомплектованы электромо |
||||
торами, имеющими скорость вращения 560—585 об/мин при
передаточном отношении ременной передачи примерно 0,8, |
а |
также потому, что при скоростях вращения, близких |
к |
500 об/мин, происходит очень быстрый износ машин. |
|
Одним из крупных недостатков центрифуги барабанного типа является ступенчатое регулирование скорости вращения.
Изменение скор'ости сопровождается отдельными рывками,
приводящими к забросу бетонной смеси по форме и расслое нию на щебень и раствор. Это приводит к разнородному
строению бетона по сечению и по длине опоры.
Опоры с бетоном хорошего качества получаются, если вре мя с момента приготовления первого замеса до окончания
31
центрифугирования не превышает времени начала схваты вания цемента. В противном случае, помимо снижения проч
ности бетона, получается неодинаковая толщина стенок по сечению.
Время и режим центрифугирования на различных заводах
приведены в приложении 2.
В производственных условиях невозможно добиться абсо лютного совмещения центров барабанов центрифуги. Невоз можно также уравновесить вращающиеся массы бетона, ар матуры, опалубочной формы, опорных катков, поддерживаю щих роликов и барабанов. Поэтому при центрифугировании
создается вибрация всей установки, и, следовательно, бетон, кроме прессования, уплотняется еще и вибрацией. Это явле ние напоминает уплотнение бетона вибрированием с при
грузкой.
При этом благодаря значительной разнице в удельных весах воды, цемента и заполнителей происходит отжатие (сепарация) излишне введенной в бетон воды. За счет умень шения водоцементного отношения, а следовательно, и умень шения пор происходит дальнейшее уплотнение бетона и уве личение его прочности. По Временным техническим условиям Министерства строительства электростанций СССР водоце ментное отношение бетонной смеси должно быть 0,44—0,48.
Прочность бетона в значительной степени зависит от водо цементного отношения. Прочность бетонной смеси, состоящей из портланд-цемента, песка и щебня, может быть ориентиро вочно определена по формуле водоцементного отношения
в _ /?ц
ЦК- /?б + 0,5/?ц’ ’
где |
—предел прочности |
бетона |
при |
сжатии в возрасте |
|
|
28 дней;- |
|
|
|
|
|
/?ц— активность (марка) цемента; |
|
|
||
|
К —коэффициент, зависящий |
от |
рода |
заполнителей |
|
|
(при применении щебня К=2). |
|
|
||
После преобразования формулы, |
получим |
|
|||
|
|
0,573) |
|
|
|
|
|
В • К |
|
|
|
При осадке конуса 5—7 |
см и |
=0,47 расход воды на |
|||
1 м? |
бетона по графикам |
водопогребности |
бетонной смеси |
||
определится в количестве 200 л.
32
При расходе цементов марки 400 |
равном |
425 кг |
|
|
||||||||
|
|
(425-0,5 -200) 400 |
=325 |
|
|
|
|
|||||
|
0 |
|
200-2 |
|
|
|
|
|
|
|
|
|
Опытами установлено, |
что |
после |
центрифугирования |
в |
||||||||
течение 15 мин при 325 |
об!мин |
водоцементное |
отношение |
|||||||||
составляет |
0,31—0,33. |
При водоцементном отношении рав |
||||||||||
ном 0,33 в |
1 Л13 бетона .останется воды .6=425 • 0,33=141 кг |
и |
||||||||||
прочность |
бетона соответственно |
|
|
|
|
|
|
|
||||
|
|
400(425 — 0,5 |
- 141) |
_500 |
|
|
|
|
||||
|
0 |
|
2 |
• 141 |
|
|
|
|
|
|
|
|
Таким образом, |
в |
результате |
вибропрессования |
водоце |
||||||||
ментное отношение |
в |
бетоне |
понижается |
с |
0,47 |
до |
0,33, |
а |
||||
прочность бетона в изделии повышается |
на |
55%. |
Поэтому |
|||||||||
метод установления |
прочности |
бетона |
в |
изделии |
путем |
|||||||
введения повышающего коэффициента 1,25 на результаты ис пытаний вибрированных кубиков, как это принято Временны ми техническими условиями МСЭ СССР, дает несколько за ниженные результаты.
Так как бетонная смесь в опоре уплотняется вибропрессо ванием, а в кубиках вибрированием, прочность бетона в цент рифугированной -опоре и кубике не может быть одинакова. Следовательно, марку бетона в изделии следует назначать на основании испытания образцов, уплотненных и пропаренных в тех же условиях, что и сама опора, а не на основании ис пытаний кубиков, уплотненных простым штыкованием без учета уплотнения бетона и сепарации воды при центрифуги ровании.
После окончания центрифугирования форма подается на
выходной рольганг, где открывают торцовые крышки, слива
ют шлам и производят просмотр внутренней поверхности ствола. Шлам, находящийся внутри ствола опоры, хотя и не снижает прочности бетона, однако значительное количество его может существенно увеличить вес опоры. Затем торцовые крышки закрывают, и отформованная опора с опалубкой мо стовым краном переносится с выходного рольганга на стенд пропаривания.
Для того чтобы не было обвала бетона, опору следует предохранять от резких толчков и ударов. При движении де формированной опалубки по металлическим каткам рольган га бетон испытывает сотрясения, приводящие к появлению мелких трещин на его поверхности. Для устранения причин, вызывающих вмятины на наружном кожухе опалубки и, как
3 33
следствие, сотрясения формы на выходном рольганге, необхо димо увеличить ширину ребер жесткости, под рычажными
захватами. На форме нужно нанести специальные метки,
дающие возможность располагать захваты точно над ребра ми жесткости. Ролики выходного рольганга целесообразно покрыть слоем резины вулканизацией. Это устранит сотрясе ние опалубки при выходе его из центрифуги.
Термовлажностную обработку начинают через 4—6 ч пос ле центрифугирования. При пропаривании сразу после изго товления стоек в теле опоры могут появиться усадочные тре щины. Пропаривание производится в опалубке. Внутрь опоры с обоих торцов вводится увлажненный пар через перфориро
ванные трубы длиной 4 м. Для увлажнения пар предвари тельно пропускают через воду. Температура в течение 2—3 ч
равномерно повышается до 80°С. Пропаривание при темпера туре 8080 продолжается в течение 8 ч, после этого форму поворачивают на 180° вокруг своей оси и пропаривание про должается еще 8 ч.
При пропаривании в форме происходит неравномерный прогрев опоры по высоте сечения. В отдельных случаях раз ница температур доходит до 30—40°С. Неравномерный про грев опоры может привести к замедленному твердению бето на, расположенному внизу, что значительно понизит качество опоры. Для того чтобы бетон опоры был равной прочности, необходимо во время пропаривания поворачивать опору.
После термовлажностной обработки опору освобождают
от опалубки и передают на стенд выдерживания, где бетон
опоры продолжает твердеть в нормальных условиях цеха.
Обычно после пропаривания бетон имеет 70% прочности. По мере выдерживания бетон приобретает необходимую проч ность (рис. 11).
Данные, указывающие время замеса бетона, центрифуги рования, температуру и время пропаривания и условия после дующего твердения, заносятся в журнал, составленный по специальной форме (приложение 3). Журнал в конце каж
дой смены подписывается начальником цеха и заведующим лабораторией.
Соответствие несущей способности опор проектным требо ваниям устанавливается выборочными испытаниями. Испыта
ния бывают стендовые (на специально оборудованных поли гонах) и заводские.
На стендовых испытаниях определяются несущие способ
ности опоры при нормальном и аварийном режимах, факти ческий запас прочности, величины прогиба и угла закручива ния стойки опоры, перемещение стойки опоры у поверхности земли при заделке ее в грунт по проекту, трещиноустойчи-
34
вость бетона стойки, т. е. момент появления трещин, |
их рост |
и величина раскрытия с повышением нагрузки, и |
наконец, |
устойчив!ость опоры при обрыве провода. |
|
Рис. 11. График нарастания прочности бетона на портланд-цементе
Полный объем испытаний производят при опытной провер ке новых конструкций опор. Испытания проходят в вертикаль ном положении опоры, для чего ее закрепляют в грунт по проекту (рис. 12).
Загружение опоры имитируется при помощи лебедки с тросом. До расчетной нагрузки загружение производится че рез каждые 20%, а сверх расчетной — через 10%. Нагрузка
на каждой ступени выдерживается не менее 10 мин.
При испытаниях опор статическими нагрузками величина нагрузки измеряется динамометрами, врезанными в тросы;
величина прогибов — теодолитами и рейками; величина пе ремещения стойки опоры на уровне земли — прогибометрами;
начало появления трещин—тензометрами, а размеры трещин—
измерительными микроскопами; угол поворота |
стойки — |
|
теодолитами по рейкам, установленным на одном уровне. |
||
При испытаниях опор динамическими нагрузками усилия |
||
по гирлянде измеряются осциллографированием и |
перемеще |
|
ние опоры в грунте — киносъемкой. |
|
|
Результаты испытаний записываются в специальном про |
||
токоле, в котором указываются |
завод-изготовитель, дата |
|
изготовления и тип опоры, заводской номер и основные раз меры опоры (длина, диаметр, толщина стенок в комле и вершине), прочность бетона, схема испытаний, данные по пе ремещениям и деформациям элементов опоры от каждой ступени загружения, время и шкала загружения, перемеще-
3* 35

При перевозке опора испытывает нагрузки, близкие к рас четным, поэтому при недостаточной прочности бетона возмож
на поломка опоры. Поэтому отгрузка опор, не достигших
100% проектной прочности, запрещается. Для того чтобы в
бетоне не появлялись трещины, все транспортные операции на заводах должны выполняться путем подвески опоры к кра ну не менее чем в четырех точках.
Кроме того, для предотвращения выкрашивания бетона под строповочные тросы прокладывают деревянные подклад ки в пределах нижней полуокружности. Готовые стволы вы возятся из цеха на склад нд двух узкоколейных платформах. Одна из платформ оборудована тяговым электромотором, ко торый снабжается электроэнергией через гибкий шланговый
кабель.
Хранение опор на стенде дозревания и на складе готовой продукции производится в штабелях на подкладках, уклады ваемых не более чем через 5 м по длине опоры. Для предо хранения раскатывания опор прокладки -имеют специальные гнезда глубиной до 100 мм. Гнезда либо вырубаются непо средственно в прокладках, либо образуются путем прикреп ления к прокладкам специальных бобышек. В штабеле про кладки должны располагаться строго одна над другой. При нарушении этого правила возможно появление усилий, спо собных привести к появлению трещин в неокрепшем бето не. Основание под штабель для укладки опор должно быть ровным. На складах между штабелями опор необходимо ос тавлять проезды для кранов и автомашин.
На площадках хранения производится внешний осмотр опор, их приемка и маркировка. В маркировке указываются завод-изготовитель, марка элемента, порядковый номер и дата изготовления. Маркировка наносится несмываемой крас кой на расстоянии 5 м от низа опоры.
При осмотре определяется соответствие изготовленной
опоры проекту. По Временным техническим условиям допус
каются следующие отклонения от проекта: по длине опоры
+25 мм, по толщине стенок +5 мм, по смещению закладных
деталей 8—10 мм, по кривизне вдоль оси 1 мм на 1 пог. м.
Усадочные трещины должны быть шириной не более 0,05 мм
и длиной не более одной четверти окружности. Однако это требование противоречит строительным нормам и правилам. По СНИиП (глава Б. 3, § 5, п. 10) «Величина раскрытия тре щин в железобетонных конструкциях зданий и сооружений 1-й степени долговечности, подвергающихся повторной дина мической нагрузке, или не защищенных от внешних атмос ферных воздействий, а также в железобетонных силосах для сыпучих тел и дымовых трубах не должна превышать 0,2 мм».
38
При приемке опор раковины и выбоины разрешается ис правлять. Исправление производится торкретированием после расчистки поврежденных мест и удаления слабого бетона. Об нажение арматуры не допускается.
Для определения качества бетона из бетонной смеси,
предназначенной для опоры, изготовляется шесть вибриро-
ванных кубиков размером 10ХЮХЮ см. Кубики пропари ваются в теле опоры.
ле |
Два образца подвергаются контрольному испытанию пос |
||||||
пропаривания и охлаждения, |
следующие |
два — через |
|||||
7 |
дней и |
последние — через 28 дней. |
Результаты |
испытаний |
|||
заносятся |
в контрольный журнал |
(приложение |
4). |
Опоры, |
|||
контрольные образцы которых |
дали |
неудовлетворительные |
|||||
результаты, выдерживаются в |
нормальных условиях |
в тече |
|||||
ние 28 суток. Пригодность опор определяется по данным ис пытаний второй партии образцов или стендовыми испытания
ми.
Наряду с контрольными кубиками изготовляются центри фугированные кольцевые образцы диаметром 25 см и высо той 20 см. Марку бетона в результате испытания образца определяют по формуле
/?=---------—--------- кг!см"2,
где —прочность бетона на сжатие в кольцевом образце.
На каждую принятую ОТК опору составляется контроль ная запись в специальном прошнурованном журнале (при ложение 5). На каждую партию, отгруженную вагонами, или
на каждую партию, отправленную автомашинами заказчику,
высылается паспорт на опоры по установленной форме (при
ложение 6).
Технологический процесс изготовления опор с напряжен ной арматурой несколько отличен от процесса изготовления опор с обычной арматурой. Концы продольной арматуры диа метром 4 мм закрепляются в кондукторных дисках опалубки (рис. 14) или соответствующим образом надеваются на колки.
На стержни наматывают спираль и краном с помощью специального коромысла арматурный каркас подается на стенд, где на гидравлических домкратах установлена нижняя часть 'опалубки. На стойках стенда укреплены анкерные втулки 'опалубки, в которых закрепляются стержни. После этого стержни предварительно натягиваются пневматическими
домкратами. Затем спираль привязывается к продольной арматуре (30% мест пересечения).
39
Подготовленная таким образом арматура замыкается верхней половиной опалубки и натягивается гидравлически ми домкратами до заданного напряжения. По окончании натяжения арматуры между подвижной и неподвижной часгя-
Рис. 14. Схема натяжения арматуры
1 — домкрат; 2 — клиновой зажим; 3 — распорное полукольцо; 4 — арматура; 5 — опалубка.
ми анкерной втулки закладывается мерное кольцо, давление домкратов снимается и усилие в арматуре передается на опалубку.
По окончании сборки и натяжения арматурного каркаса
опалубка с арматурой мостовым краном подается на центри фугу.
Центрифугирование производится на центрифуге МЦО-2
в течение 22 мин при скорости вращения 350—380 об!мин.
Техническая характеристика центрифуги МЦО-2
Максимальная длина |
центрифугируемых |
|
|
26 |
|||
опор, м............................................................. |
центрифугируемых |
|
|
||||
Максимальный диаметр |
|
800 |
|||||
опор, мм...................................................... |
|
опалубки, |
|
||||
Наружный |
диаметрбандажей |
мм |
. 980 |
||||
Скорость вращения, об!мин |
|
..... 150—750 |
|||||
Мощность |
электродвигателя,кет |
. |
. |
. |
.55 |
||
Стоимость |
изготовления железобетонных |
|
опор методом |
||||
центрифугирования зависит не только от правильной органи зации работ всего завода, но и от правильной организации труда. Применение на всех операциях ручного труда является одной из основных причин высокой стоимости 1 м3 центри фугированного железобетона, доходящего до 1 100 руб.
40