

Практическая работа по сварке
.pdfМинистерствообразования и науки РФ ФГБОУВПО«Московский государственный строительный университет»
Кафедра:МОДМТМ
Зачётное задание поразделу:«Основы сварки»
Выполнил:Шавилов В.А.
Принял:Густов Ю.И.
Москва 2011
Зачётное задание:
1.Для сплава с содержанием углерода С=0,16% назвать сплав подиаграмме состояния железо-углерод (Fe-C) и выбрать марку пообщей классификации сплавов.
2.Определить твёрдость НВ,временное сопротивление разрыву σвр и пределтекучести сплава σт.
3.Определить свариваемость сплава при толщине листаt=4мм для углового скарного соединения (внахлёст).
4.Выбрать диаметр (dэ,мм) электрода для ручной электродуговой сварки (РЭДС).
5.Определить сварочный ток(Iсв,А),напряжение на дуге (Uд,В),полную(N∑) и эффективную (Nэф) мощность на дуге,Вт.
6.Выбрать тип и марку электрода для РЭДС.
7.Составить коммутационную схему ручной сварки.
1.Называем сплав подиаграмме состояния железо-углерод (Fe-C) и выбираем марку по общей классификации сплавов при содержании в нём 0,16% углерода(С):
При С=0,16% имеем углеродистуюдоэвтектоиднуюсталь со структурой феррит + перлит. По общей классификации этосталь углеродистая,конструкционная,качественная,марки 15.
2. Определяем твёрдость стали НВ,используя диаграмму Fe-C:
а) определяем количествоцементита в стали:
Кц = 100%×0,16% = 2,391%~0,024 6,69%
б) определяем количествоферрита в стали:
Кф = 100% − 2,391% = 97,609%~0,976
в) определяем твёрдость (НВ) стали:
Поправилу аддитивности имеем:
НВ = Кц ×НВц +Кф ×НВф,[МПа],где:
НВф- твёрдость феррита = 100кг/мм2 ≈ 1000МПа
НВц- твёрдость цементита = 1000кг/мм2 ≈ 10000МПа
НВ = 0,024× |
1000кг |
+0,976 × |
100кг |
= |
24кг |
+ |
97,6кг |
= 121,6 кг/мм ≈ 1216МПа |
г) определяем |
мм |
|
мм |
|
мм |
|
ммв |
|
|
временное сопротивление разрывуσ : |
|||||||
в= к×НВ,где к=0,34…0,36 (принимаем к=0,35)
в= 0,35×1216МПа = 425,6МПа
д) определяем пределтекучести σт:
т= 0,7× в = 0,7×425,6МПа = 297,92МПа
3.Определяем свариваемость данной стали (оценивается углеродным эквивалентом):
Сэкв = СЕ = С+0,00024 = 0,16%+0,00024×4мм = 0,16094% ≈ 0,16%
Таккак СЕ=0,16%<0,25% - свариваемость хорошая. 4. Выбираем диаметр (dэ) электрода:
а) определяем температуру предварительногоподогрева поформуле сефериана:
Тп.н. = 350× СЕ ×(1+0,005 ) −0,25 = 350× 0,16%×(1+0,005 ×4мм)−0,25 нерешаемо,т.е. подогрев не требуется.
б) Таккакподогрев не нужен,диаметр электрода выбирается поминимальному катету. Минимальный катет определяется помаксимальной толщине свариваемых элементов. Таккак толщины свариваемых деталей равны,выбираемdэл потаблице:
Минимальный катет,мм |
dэл,мм |
1,5…2 |
1,5…2 |
3 |
3 |
4…6 |
3…4 |
6…8 |
4 |
8…12 |
5…6 |
Принимаем диаметр электрода dэл=3мм,таккакминимальный катет сварногошва =3мм (исходя изтолщины свариваемых деталей = 4мми величины т = 297,92МПа < 400МПа).
5. Определяем сварочный ток(Iсв,А),напряжение надуге (Uд,В),полную(N∑) и эффективную(Nэф) мощность на дуге,Вт:
а) определяем величину сварочноготока:
св = (20+6 эл)× эл = (20+6×3мм) ×3мм = 144А
б) определяем напряжение на дуге:
Для РЭДС д = к + а + ст.д,где:Uк+Uа=18…20В,принимаем 19В
ст.д = Е× дуги,где Е=3…5В/мм– погонная напряжённость электрополя,принимаем 4В/мм;
дуги = |
эл |
+1мм = |
3мм |
+1мм = 2,5мм => |
ст.д = |
4В |
×2,5мм = 10В |
2 |
2 |
мм |
|||||
д = |
к + |
а + ст.д = 19В +10В = 29В |
|
|
|
||
в) определяем полную(N∑) и эффективную (Nэф) мощность на дуге,Вт:
= |
полн = св × |
д = 144А ×= |
|
эф = |
× |
,где |
= 0,75 |
эф = 0,75×= |
|
||
|
6. |
Выбираем тип и марку электрода для РЭДС: |
|
Таккак |
в = 425,6МПа ≈ 42,6кг/мм ,выбираем тип электрода Э-46,марки УОНИИ-13/45. |
||
|
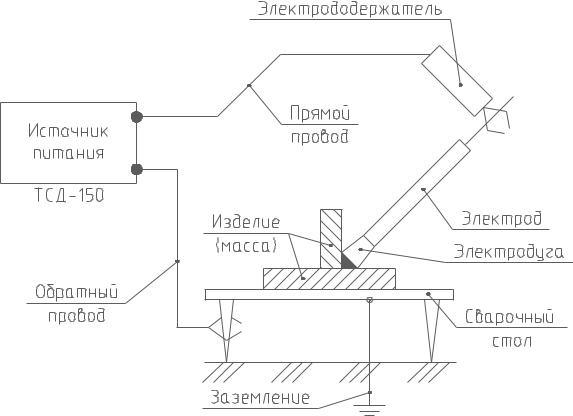
7. |
Составляем коммутационную схему РЭДС: |
|
Выбираем переменный токдля сварки. Так как св = 144А,применяем ТСД-150.