

книги из ГПНТБ / Хомяк, Б. С. Износостойкость кузнечно-прессового инструмента и штампов и методы ее исследования [обзор]
.pdfрушениям в зоне контакта. Сложный процесс износа штампов включает как механическое, так и физико-химическое разрушение поверхностей контакта.
Имеется ряд гипотез об абразивной, химической, адгезионной, диффузионной, электричеокой, тепловой и других природах износа твердых тел, а также различные теории: дислокационная теория пластичности (Г. Тейлор, Е. Орован, М. Полони, И. А. Одинг и другие), согласно которой пластическая деформация несовершен ных кристаллов представляет собой движение, размножение и разрядку дислокаций и обусловливается процессами упрочнения и разупрочнения; теория механического износа (Н. Н. Давыденков); теория усталостного разрушения поверхностного слоя, которой по священо много работ (И. В. Крагельский и другие); структурно энергетическая теория усталости; термодинамическая теория, объясняющая разрушение твердого тела накоплением в деформи руемых объемах материала внутренней энергии критической вели чины {43]; теория влияния поверхностной энергии [50] и др.
Однако, несмотря на множество выдвинутых теорий и гипотез, а также экспериментальных работ, природа износа твердых тел по ка не ясна.
Автором обзора проведена большая ' работа по исследованию характера износа и выяснению его механизма, позволившая сде лать некоторые обобщения и выводы.
Влияние точности изготовления и микрогеометрии рабочей по верхности штампов на их износостойкость. Эксплуатационные свойства рабочих поверхностей инструмента и штампов в значи тельной степени зависят от погрешности размеров и геометриче ской формы и шероховатости поверхности. Такие отклонения у де талей типа цилиндров как конусность, корсетность, бочкообразность в продольном сечении и огранность, овальность — в попереч ном, а у плоских деталей — выпуклость и вогнутость значительно снижают стойкость инструмента и штампов. Овальность, гранность и волнистость могут в несколько раз уменьшить фактическую опорную поверхность контактируемых деталей.
С уменьшением высоты микронеровностей увеличивается опор ная поверхность, которая оказывает большое влияние на износо стойкость, прочность прессовых посадок и другие эксплуатацион ные качества инструмента и штампов. Рабочие поверхности штам пов, обработанные разными методами, имеют различную шерохо ватость. При этом не всегда поверхность с меньшей шерохова тостью имеет большую опорную площадь.
Чем тщательнее обработка поверхности штампов, тем выше усталостная прочность. Если на рабочей поверхности штампов име ются даже небольшие риски, то растекающийся в процессе штам повки металл может заполнить впадины рисок, вызвав при этом значительные растягивающие напряжения, которые приводят к ско лам и поломкам штампов.
50
Оптимальной шероховатостью рабочих поверхностей штампов можно считать шероховатость, соответствующую V8—V9. На штампах горячей штамповки с чистотой поверхности высокого класса разгарные трещины образуются после большего числа цик лов и развиваются медленнее, чем на штампах с грубо обработан ной поверхностью. Следует, однако, отметить, что в отдельных слу чаях чрезмерно высокий класс чистоты поверхности штампов может оказаться нежелательным, так как при этом могут ухудшиться ус ловия трения, а также «маслоемкость» поверхностей, которая опре деляется объемом впадин неровностей, помогающих смазывающим веществам удерживаться на поверхности. В отдельных случаях ре комендуется увеличивать шероховатость поверхности штампов. Так, например, для повышения стойкости режущих частей штампов, предназначенных для вырубки деталей из кремнистых трансформа торных сталей, рекомендуется увеличивать шероховатость поверхно сти штампов, по которой происходит скольжение материала [55].
Стойкость пуансонов с рифленой рабочей поверхностью в 5— 6 раз выше по сравнению со стойкостью шлифованных пуансонов
при пробивке отверстий |
диаметром .9,1 мм в листовой стали 'ЗПС |
||
с начальной толщиной 3 мм, а усилие и общая |
работа разделения |
||
при пробивке пуансоном |
с рифленой |
рабочей |
поверхностью (/ = |
= 0,4 мм) в среднем на |
20% ниже, |
чем при пробивке шлифован |
|
ным пуансоном [48]. |
|
|
|
Влияние условий обработки металлов давлением на механизм износа штампов. Как указывалось выше, параметры применяемого кузнечно-штамповочного оборудования и факторы технологическо го процесса, а также соответствующие им температурно-силовые условия работы штампов оказывают важное влияние на механизм износа штампов. В процессе их воздействия на штамп имеет место а д г е з и о н н ы й из но с штампов, заключающийся в непрерыв
но протекающих процессах схватывания |
и |
последующего отрыва |
мельчайших частиц материала штампов, |
и |
а б р а з и в н ы й из |
нос, заключающийся во внедрении материала штампуемой детали в неровности рабочей поверхности штампов с последующим среза нием им выступающих участков поверхностных объемов.
Причиной выхода из строя высадочного инструмента является его износ от трения деформируемого металла штампуемой заготов ки при высадке и выталкивании, а также действие циклических на грузок. Выход из строя штампов для холодного выдавливания связан с истиранием и износом рабочих поверхностей матриц и пуансонов (рис. 13) [21]. В процессе вырубки-пробивки пуансон и матрица испытывают внешнее трение, сопровождающееся износом боковых режущих граней и притуплением режущих кромок.
51
Штампы горячей штамповки выходят из строя вследствие изме нения первоначальных размеров из-за пластического деформиро вания и износа-истирания рабочих поверхностей при их разогреве и истечении штампуемого ме талла, а также образования разгарных трещин вследствие термической усталости. Разгарные трещины ускоряют разрушение рабочей поверхно сти штампов при износе и ухудшают качество получае мых при деформировании за
Рис. 13. Характер износа рабочих частей готовок.
штампов для прямого |
(а) |
и обратно |
сти |
Стадии износа. В зависимо |
|
го (б) |
холодного выдавливания: |
от условий работы инст |
|||
/ — матрица; |
2 — зоны износа; |
3 — пуансон; |
румента и штампов при изно |
||
4 — оформляющий |
поясок |
||||
|
|
|
|
се |
устанавливается другая |
микрогеометрия поверхности, в поверхностном слое металла воз никают новые структуры и свойства, происходит перераспределе ние остаточных напряжений.
Получившаяся при изготовлении штампов микрогеометрия по верхности в условиях эксплуатации изменяется, образуется новый, установившийся микрорельеф, характерный для данных условий трения и износа. При этом следы износа носят ориентированный характер, совпадающий с направлением перемещения деформируе мого металла штампуемого изделия. Установившаяся шерохова тость поверхности износа не зависит от исходной шероховатости поверхности после механической обработки.
Износ рабочей поверхности штампов и инструмента характери зуется тремя стадиями. Время наступления каждой стадии износа зависит от многих факторов: материала, размеров и конфигурации штампуемого изделия, материала и твердости штампа и исходной шероховатости его рабочей поверхности, температурно-силового режима штамповки, физико-химического действия сред.
" На первой стадии происходит переход от исходного состояния поверхности к установившейся. Вторая стадия установившегося из носа характерна относительным постоянством условий работы тре ния, постоянным темпом износа. Третья стадия характеризуется усиленным износом.
Например, при холодной высадке гаек из стали 10 на первой стадии износа независимо от исходной шероховатости у секторных матриц из сплава ВК20 и стали У10А устанавливается шерохова тость, соответствующая V8—V9. Во второй стадии износа ухуд шается поверхность и устанавливается шероховатость, соответству ющая V7—V8. Третья стадия износа характеризуется значитель ным увеличением шероховатости.
Образование стабильной, равномерной микронеровности поверх ности на первой и второй стадиях износа штампов и инструмента
52
может быть объяснено только равномерным снижением прочности всей поверхности износа из-за явлений усталости.
Влияние масштабного фактора на износ. Влияние концентрато ров напряжений увеличивается с повышением твердости и разме ров образцов. Масштабный фактор проявляется в том, что в усло виях ударных циклических нагрузок увеличение размеров образцов, а также инструмента и штампов приводит к снижению их проч ности.
Влияние масштабного фактора объясняют три теории, ко торые дополняют друг друга: статистическая теория, устанавли вающая, что увеличение размеров образцов приводит к возникно вению больших неоднородностей; энергетическая теория, согласно которой с увеличением размеров образцов из-за роста упругой энер гии возрастает скорость распространения усталостной трещины; технологическая теория объясняющая 'снижение усталостной проч ности с увеличением размеров образцов условиями обработки.
Согласно статистической теории хрупкой прочности Вейбулла зависимость между значениями прочности oi и сгг и объемами образцов V\ и Уг имеет вид
где т — параметр прочностной однородности материала по Вейбуллу.
Для крупных образцов особенно важно учитывать технологиче скую наследственность. Применение сборных штампов и инстру мента снижает влияние масштабного фактора.
Состояние в зоне контакта штампа и деформируемого металла. Рабочая поверхность штампа совместно со штампуемым материа лом образуют трущуюся пару, которая, несмотря на ряд специфи ческих особенностей, имеет и много общего с трущимися деталями машин.
Следует отметить, что при контактировании двух поверхностей процесс механического отделения частиц износа происходит не на всех элементах контакта, а только на небольшой их части, в осталь ных точках имеют место упругие или пластические деформации.
В работе [25] на основании выполненных электронно-микроско пических исследований делается вывод, что возникающая под дей ствием нагрузки (в статике и динамике) пластическая деформация приводит к возникновению в местах фактического контакта сопря гаемых тел активных дислокационных центров с резко повышенной концентрацией точечных дефектов в виде вакансий и дислоцирован ных атомов. Контакт двух соприкасающихся твердых тел дискре тен, при трении происходит постоянная омена отдельных элемен тарных точек контакта. Каждый элементарный контакт проходит три стадии: взаимодействие, изменение и разрушение. ^
53
При скольжении происходят изменения поверхностного слоя, вызванные деформацией, напряжением, температурой и химическим воздействием окружающей среды.
Поверхности металла имеют различные несовершенства: неров ности, возникающие вследствие тенденции металла к снижению по верхностной свободной энергии, кристаллографические несовер шенства, связанные с условиями образования поверхности и дисло кационной структуры металла, химические несовершенства (приме си) и т. п. [24]. Однако это еще не значит, что на изнашиваемой по верхности в начале процесса износа должна возникнуть «расшатан ная дефектная структура», снижающая сопротивление изнашива нию и создающая вследствие усталости условия для отрыва ча стиц износа.
При износе в тончайших поверхностных слоях (порядка сотен ангстрем) происходит интенсивная и направленная пластическая
-деформация — текстурирование, т. е. ориентация дефектов кристал лического строения относительно направления тангенциального пе ремещения твердых тел, а в нижележащих слоях (порядка сотен микрон) возникает волновой процесс распространения упругих де формаций. Кроме того, при контактировании рабочих поверхностей штампов и деформируемого металла штампуемого изделия имеет
место взаимодействие их макроструктур (упругие и пластические деформации, срез неровностей, выкрашивание и др.) и взаимодей ствие атомов их кристаллических решеток (адсорбция, адгезия, диффузия и др.). Однако нельзя объяснять износ твердых тел толь ко усталостным разрушением поверхностного слоя в результате многократного циклового воздействия контртела.
Например, авторадиофотограммы поверхностей двух металличе ских тел, находившихся в разовом контакте, даже без скольжения фиксируют взаимный перенос металлических цастиц, величина ко торых велика по сравнению с атомными размерами. Это явление может быть объяснено только возникновением сильных связей в зоне контакта и их последующим разрывом при разделении поверх ностей.
Во всех случаях выполнения операций штамповки износ штам пов происходит с удалением частиц инструментального материала при взаимном внедрении контактирующих элементов неровностей. Отрыв частиц износа при первых контактах поверхностей следует объяснять не только несовершенствами поверхностей, но и условия ми контактирования трущихся поверхностей. Можно считать, что процессы упругого деформирования контактирующих поверхностей в элементарных точках определяют величину силы трения. Во мно жественных точках контактирования имеет место мгновенная ло кальная концентрация высокой энергии.
Под действием нагрузки вследствие разницы в физико-механи ческих свойствах и микрогеометрических характеристиках поверх ностей штампов и деформируемого металла штампуемого изделия происходит внедрение более жестких микронеровностей штампа в
54
поверхность менее жесткого деформируемого металла. При даль нейшем относительном их перемещении происходит деформация тонкого поверхностного слоя менее жесткого тела.
В зонах контакта отдельные микро- и субмикроэлементы по верхностей штампов и деформируемого металла штампуемой заго товки оказываются в состоянии неравномерного всестороннего сжатия. При этом возникающие давления очень высоки; можно предположить, что они достигают 500—1500 кгс/мм2 и более, что приводит к взаимному внедрению микроэлементов сопрягаемых тел, и возможно взаимное их заклинивание. Находящийся в состоянии всестороннего сжатия микроэлемент деформируемого металла ока зывает при этом быстрое ударное воздействие на микроэлемент рабочей поверхности штампа, что и создает условия для его отрыва.
В(месте с тем при пластической деформации поверхностных сло ев контактирующих металлов создаются ювенильные поверхности трения, свободные от окислов и загрязнений, что обеспечивает плотный контакт металла.
Обычно износ связывают с образованием и разрушением кон тактов. Однако возможен износ и без прорыва смазочной пленки. При этом сила передается через слой смазки гидродинамически. Но возможно и касание вследствие вибрации и кавитации, посколь ку в узком зазоре имеет место вихревое движение жидкости.
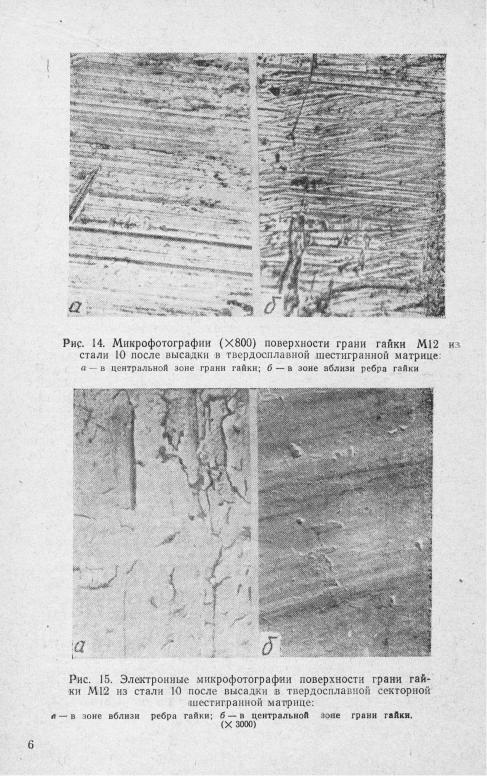
Автором обзора проводились оптические и электронномикро скопические исследования поверхности деформируемого металла штампуемых изделий из разных материалов. На рис. 14 представ лены оптические снимки поверхности грани высаженной гайки: в центральной части на участке ровной поверхности (рис. 14, а) и в зоне вблизи ребра грани, где металл претерпевает большую дефор мацию (рис. 14, б). На обоих снимках четко видно пластическое течение штампуемого металла, имеются наплывы, вырывы, зоны прихвата и схватывания.
Электронномикроскопические снимки поверхности граней гаек (рис. 15) показывают, что в зоне вблизи ребра при штамповке гай ки течение металла происходит в виде всплесков и оттеснения, а при выталкивании втиснутые участки поверхности сдвигаются и частично срезаются. В центральной зоне гайки деформация мень ше, чем в предыдущем участке зоны контактирования. Однако и здесь четко видно направление оттеснения металла (см. рис. 15, б).
Анализ оптических и электронномикроокопических снимков де формированной поверхности штампуемых изделий из разных мате
риалов подтверждает выводы автора о том, |
что при |
штамповке |
имеет место удар частиц деформируемого |
металла |
о поверх |
ность штампов. |
|
|
Характер износа штампов и инструмента. Микрорельеф изно шенной поверхности инструмента и штампов позволяет сделать вы вод о сложном характере явлений, происходящих при их износе.
Металлические тела имеют дефекты строения, что приводит к снижению реальной прочности поверхностного слоя штампов. Одна-
55
ко переносить свойства макрообъемов поверхностей штампов и де формируемого металла штампуемой заготовки на их микро- и суб микрообъемы нельзя. Отрыв частиц очень твердого штампового материала, такого как твердый сплав, нельзя объяснить только разностью микропрочности в различных участках поверхности изза неоднородности структуры, наличия пор, трещин, неравномерно го распределения внутренних напряжений, неоднородности химиче ского состава и других причин анизотропии.
При контактировании поверхностей деталей возможна их упру гая и пластическая деформация или отделение частиц износа. При этом волны упругих деформаций, возникающие при скольжении вне зоны контакта, способствуют подготовке и ускорению развития усталостных процессов [18]. Отделению частиц износа штамповых материалов предшествует образование дефектов по межфазным и межкристаллитным поверхностям, которые располагаются в зонах максимального сдвига, где действуют наибольшие растягивающие напряжения. При крупной зернистости составляющих фаз штампо вых материалов трещины вероятно образуются и внутри кри сталлов.
При контактировании пластически деформируемой заготовки и рабочей поверхности штампа кинетическая энергия движущих ся тел переходит в тепловую энергию и энергию напряженного со стояния в деформируемой области. Образование в зернах более твердой фазы штампового материала (обычно в карбидах WC твердого сплава или в других карбидах закаленных сталей) тре щин по одной из плоскостей скольжения происходит тогда, когда величины напряжений в отдельных кристаллитах достигают таких значений, при которых способность к дальнейшему упрочнению ис черпана. Причем это упрочнение может произойти не только в ре зультате многократного, но и разового деформирования.
При явлении усталости в поликристаллах пульсирующие напря жения сжатия вызывают в результате взаимодействия между зер нами остаточные напряжения растяжения. Различно ориентирован ные кристаллиты реальных металлов и сплавов, обладающих ани зотропией механических свойств, по разному сопротивляются сжа тию, что приводит к тому, что при сжатии первоначально гладкие поверхности становятся шероховатыми.
Следует отметить, что свойства штамповых материалов, в том числе и их упругие характеристики, меняются в условиях повышен ных давлений в макрообъемах. Вероятно, в какой-то степени это имеет место и в микрообъемах.
При износе имеет место и молекулярный вид износа. Вместе с тем необходимо учитывать, что атомы, находящиеся на поверхно сти твердого тела, имеют некомпенсированные молекулярные си лы. Согласно работе [8], чем больше эта нескомпенсированность, тем больше поверхностное натяжение твердого тела и тем выше его прочность. Следует также учитывать, что поверхностные слои штамповых материалов по свойствам значительно отличаются от
57
нижележащих слоев. Например, под действием кислорода воздуха металлические поверхности штампов покрываются пленками окис лов, обычно, кристаллического строения.
Можно считать, что отделение частиц износа начинается сразу же в начале работы штампов и инструмента после штамповки пер вого изделия. При этом может сразу произойти отрыв не только частиц с ослабленными связями, но и с наиболее прочными связя ми, что определяется конкретными условиями деформирования и контакта сопрягаемых микронеровностей.
Дефекты структуры твердого тела приводят к резкому сниже нию его прочности по сравнению с наибольшим теоретическим зна чением прочности, вычисленным, например, по теории кристалличе ской решетки. Для металлов теоретическая прочность составляет величины порядка 103—104 кгс/мм2, а реальная прочность металлов ь.е превосходит сотен кгс/мм2.
Известно, что при 'определенных условиях вещества совершен но изменяют свои свойства. Так, экспериментально установлено, что природные газы при определенных термодинамических услови ях (температура до 295° К, давление до 250 атм) могут образовы вать в земной коре залежи в твердом газогидратном состоянии [5].
Можно предположить (по аналогии с водой), что при контакти ровании двух тел, имеющих разные физико-химические характери стики, происходит физическое изменение состояния структуры де формируемого металла, который возможно приобретает большую твердость, прочность (вода ведет себя как твердое тело), имеет ме сто физика удара в результате мгновенного увеличения давления деформируемого металла по рабочей поверхности штампа в зоне микроконтакта в результате резкого изменения скорости перемеще ния металла, напоминающей гидравлический удар. Возникающие при этом в микрообъемах высокотвердых и высокопрочных мате риалов высокие напряжения оказываются достаточными для их повреждения и отделения частиц износа.
Поэтому применительно к штамповым материалам и, вероятно, вообще к износу всех материалов можно говорить об эффекте уп руго-пластического удара микронеровностей сопрягаемых поверх ностей, который зависит от свойств материалов сопрягаемых по верхностей.
Вероятно на микро- и субмикроповерхности износа штамповые материалы — стали, сплавы и другие материалы также имеют свойства, отличные от исходных и полученных при механической обработке. При этом свойства материалов сопрягаемых поверхно стей определяются их химсоставом, фазовым составом, твердостью, остаточными напряжениями, шероховатостью и топографией сопря гаемых поверхностей, применяемой смазкой или образующимися на сопрягаемых поверхностях средами, выполняющими роль смазки.
Прочность твердых тел может значительно изменяться в резуль тате воздействия внешней среды. Физико-химические процессы, про исходящие на поверхности твердых тел, вызывают понижение проч
58
ности в результате действия поверхностно-активных веществ. Мож но считать, что уменьшение количества изношенного штампового материала с повышением его твердости объясняется не уменьшени ем точек элементарного контакта, а уменьшением размеров частиц и их количества.
Наблюдающееся на третьей стадии износа увеличение шерохо ватости, сопровождающееся выкрашиванием, носит усталостный характер и зависит от усталостной прочности материала поверхно стных слоев штампов и инструмента.
В поверхностных слоях рабочих поверхностей штампов происхо дит процесс упрочнения, который достигнув максимального значе ния, может привести к образованию микротрещин, со временем превращающихся в макротрещины, приводящие к усталостному разрушению. Добавочные концентраторы напряжений: риски, ца рапины ускоряют усталостное разрушение. Долговечность штампов и инструмента можно повысить за счет их восстановления путем удаления с рабочей поверхности «дефектного усталостного слоя».
Износ твердосплавного инструмента и штампов. При изучении износа твердосплавных штампов и инструмента автор обзора исхо дил из предположения скелетной структуры составляющих фаз твердого сплава, согласно которой в твердом сплаве имеются вза имно переплетающиеся карбидный и кобальтовый скелеты. Износо стойкость твердых сплавав зависит как от износостойкости и проч ности карбидной составляющей, так и кобальтовой.
Чем грубее структура и больше пористость, тем интенсивнее протекает износ. Вместе с тем, остаточная пористость снижает средний предел прочности при изгибе.
Вольфрамокобальтовые твердые сплавы имеют резко выражен ную гетерогенную структуру и при нормальном содержании углеро да состоят из двух фаз: хрупкого карбида вольфрама (фаза WC) н относительно пластичного твердого раствора вольфрама и углеро да в кобальте (кобальтовая фаза), который распределяется в виде прожилок между зернами карбида вольфрама.
Выполненные исследования показывают, что фазы WC и Со твердых сплавов вольфрамокобальтовой группы имеют перемен ные свойства. Так, согласно работе [56], в смежных зернах WC твер дость более мягкого зерна возрастает по мере приближения к гра нице раздела с более твердым, твердость WC уменьшается с при ближением к границе с Со.
По данным других авторов, аналогичная картина наблюдается и в Co-фазе. Кроме того, в зернах Co-фазы на разных расстояниях от зерен WC наблюдаются разная твердость и химический состав.
. Co-фаза в твердых сплавах находится в упрочненном состоя нии, что может быть вызвано тремя причинами; легированием ко бальта вольфрамом, влиянием объемного напряженного состояния и влиянием сопротивления границ зерен движению дислокаций. Ве личина зоны пластической деформации в Со увеличивается пропор ционально приложенной нагрузке. Пластическая деформация кон
59