Ответы на экзаменационные билеты (карточки)
.docx1 История развития XI век – производство оружия. 1587 г. – Андреем Чеховым отлита царь-пушка памятник литейного искусства русских оружейников. 1632 г. – близ Тулы построены заводы для изготовления литых пушек, стволы которых сверлились и растачивались. 1761 г. – на Тульском заводе впервые в мире было разработано и внедрено изготовление взаимозаменяемых деталей и их измерение при помощи калибров. 1765 г. – И.И. Ползуновым под г. Барнаулом была построена паровая машина, уменьшенная копия английской паровой машины. Второй научный этап (1941 - 1970 гг.) отличается разработкой новых технологических идей. Третий научный этап (1970 - 2000 гг.) характеризуется широким использованием достижений фундаментальных наук и вычислительной техники в технологии машиностроения.
|
2 Машина. Качество машины. С точки зрения механики машина – механизм или сочетание механизмов, выполняющих движения для преобразования энергии, материалов или производства работ. С точки зрения технологии машиностроения, машина является либо объектом, либо средством производства. Под качеством машины понимают совокупность ее свойств, обусловливающих способность выполнять свое служебное назначение. К показателям качества машины можно отнести лишь то, что характеризует меру полезности машины, т.е. ее способность удовлетворять потребности людей в соответствии со своим назначением; Такими показателями являются качество продукции, производимой машиной, производительность машины, ее надежность, долговечность физическая и моральная, безопасность работы и удобство управления, уровень шума, коэффициент полезного действия, степень механизации и автоматизации, техническая эстетичность и т.п.
|
3 Классификация изделий машстр пр-ва. Основные этапы. Производство включает процессы двух видов. Первые связаны непосредственно с изменением формы и свойств материала предмета труда и (или) его положения. Вторая группа охватывает вспомогательные процессы, обеспечивающие производство в целом (транспорт, изготовление и заточка инструмента, ремонт оборудования, технический контроль и т. д.). Изделие - это предмет или набор предметов производства, подлежащих изготовлению на данном предприятии. В зависимости от назначения их делят на изделия основного и вспомогательного производства. Изделия основного производства, предназначены для поставки(реализации) потребителям. Например, для станкостроительного завода основными изделиями будут станки или роботы, изготовляемые для продажи; для дизельного завода основным изделием являются дизели; для арматурного завода основными изделиями является трубопроводная арматура и т.д. Изделия вспомогательного производства используются только для собственных нужд данного предприятия. Например, для собственных нужд в инструментальном цехе машиностроительного завода изготовляется режущий инструмент, технологическая оснастка для станков (приспособления, оправки, и т.п.), нестандартное оборудование (специальные станки, автоматические линии, окрасочные камеры и др.). |
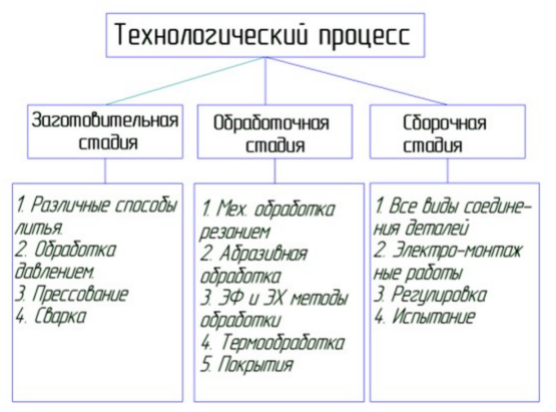
4 Структура тех. Процесса. Его характеристики.
Операция – часть технологического процесса, которая выполняется над определенной деталью, на одном рабочем месте, непрерывно, одним рабочим. 4 признака операции: 1) одна деталь; 2) один рабочий; 3) одно рабочее место; 4) непрерывность работы. Операция – основной элемент технологического процесса, по которому ведется нормирование, планирование и организация производства, может выполняться над группой деталей; бригадой рабочих (сборочные операции).
|
5.1Типы машстр производства. Виды тех процессов Существует три типа производства: 1) единичное; 2) массовое; 3) серийное. Тип производства определяет построение и степень детализации разработки технологических процессов. Характерные особенности единичного производства: 1) универсальное оборудование и технологическая оснастка; 2) высокая квалификация рабочих; 3) расположения оборудования по типам (токарные станки, фрезерные станки, столярка). Массовым называется производство, при котором непрерывно изготавливаются изделия узко ограниченной номенклатуры. Характерные особенности массового производства: 1) специальное оборудование и технологическая оснастка; 2) низкая квалификация рабочих; 3) оборудование устанавливается походу технологического (автоматические линии, поточные линии). 4) высокая квалификация среднетехнического персонала (наладчики). Серийным называется производство, при котором изготовление изделий ведется партиями (сериями) регулярно повторяющимися через определенный промежуток времени. Серийное производство подразделяется: 1) на мелкосерийное; 2) среднесерийное; 3) крупносерийное.
|
5,2 Единичный технологический процесс – процесс изготовления изделия одного …Виды тех процессов… наименования, типоразмера и исполнения. Характерен для оригинальных изделий (не имеющих общих конструктивных и технологических признаков с другими изделиями, выпускаемыми на предприятии). Унифицированный технологический процесс – процесс, относящийся к группе изделий, характеризуемых общими признаками. Унификация выполняется, в основном, по двум направлениям: – типовой технологический процесс – процесс изготовления группы изделий с общими конструктивными и технологическими признаками (ГОСТ 3.1109– 82); – групповой технологический процесс – процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками. Под конструктивными признаками понимают признаки, характеризующие геометрическое описание изделия. К технологическим признакам относятся: размерная характеристика изделия, группа материала, вид детали по технологическому методу ее изготовления, вид исходной заготовки, степень точности отработки, вид дополнительной обработки.
|
6 Единая система технологической подготовки производства. Единая система технологической подготовки производства (ЕСТПП) – установленная государственными стандартами система организации и управления процессами технологической подготовки производства, т.е. комплекс работ, дающих возможность приступить к изготовлению нового изделия в заданных объемах и заданного качества. Основное назначение ЕСТПП заключается в установлении системы организации и управления технологической подготовки производства (ТПП), которая в первую очередь характеризуется единым для всех предприятий системным подходом к ТПП, а также обеспечивает освоение производства и выпуск изделий высшей категории качества в минимальные сроки, при минимальных трудовых и материальных затратах. Организация производства должна обладать высокой гибкостью, допускать возможность непрерывного его совершенствования и быстрой переналадки на выпуск новых изделий. Разрабатываемая документация ТПП должна учитывать государственных стандартов, в частности, ЕСКД и ЕСТД. В состав технологической документации на процессы механической обработки входят: маршрутная карта, операционная карта, карта эскизов и схем, спецификация технологических документов, технологическая инструкция, материальная ведомость, ведомость оснастки и прочие документы.
|
7.1 Методы, используемые при разработке технологических процессов. Разрабатывая технологический процесс изготовления детали, прежде всего, решают вопрос о числе и содержании операций в нем. При этом можно исходить из двух различных принципов концентрации и дифференциации операций. Принцип концентрации (укрупнения) означает стремление сосредоточить в одной операции обработку возможно большего числа поверхностей, а принцип дифференциации предусматривает разукрупнение обработки и упрощение каждой операции путем увеличения их числа. Пределом концентрации является сосредоточение всей обработки заготовки детали в одной операции, каждая из которых будет состоять из одного простого перехода. Каждый из предусмотренных принципов формирования операций имеет свои достоинства. Преимущества принципа концентрации состоят в следующем: сокращается номенклатура приспособлений для установки и закрепления деталей на станке, что уменьшает затраты на их проектирование и изготовление; уменьшается число установок детали на станке, что очень существенно при обработке тяжелых и громоздких деталей; появляется возможность использовать станки повышенной производительности (револьверные, многорезцовые, многошпиндельные, агрегатные и т.п.); сокращается длительность производственного цикла, так как с уменьшением числа операций уменьшается время пролеживания детали между операциями; упрощаются планирование и учет производства.
|
7.2 Принцип дифференциации имеет следующие достоинства: упрощается наладка оборудования на каждой операции; снижается сложность работы; создаются возможности для использования оптимальных режимов резания в каждом переходе. Концентрацию операций в зависимости от формы ее осуществления подразделяют на организационную, механическую и технологическую. Организационная концентрация объединяет несколько операций в одну без изменения метода обработки. Такой вид концентрации осуществляется на универсальном оборудовании при использовании рабочих высокой квалификации. Механическая концентрация предусматривает замену установов позициями или механизированной сменой инструмента. Сами переходы при этом не совмещаются во времени. В технологической концентрации простые переходы объединяются в сложные. Этот вид концентрации реализуется при обработке деталей на револьверных, многорезцовых, многошпиндельных, агрегатных и других станках. Объем выпуска изделий – главный фактор, определяющий наивыгоднейшую степень концентрации операций. В условиях единичного и мелкосерийного производства (малый объем выпуска изделий) наиболее рациональным будет технологический процесс, разработанный по принципу организационной и механической концентрации с использованием универсального оборудования (в том числе и станков с ЧПУ) и рабочих высокой квалификации.
|
8 Отработка конструкций судовых механизмов и деталей на технологичность. Технологичность конструкции изделий (ТКИ) рассматривается как совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ (ГОСТ 14.205 – 83). Из приведенного определения следует, что ТКИ – понятие относительное. Технологичность одного и того же изделия в зависимости от типа того производства, где оно изготавливается, и от конкретных производственных условий может быть различной. Основная задача обеспечения ТКИ заключается в достижении оптимальных трудовых, материальных и топливно-энергетических затрат на проектирование, подготовку производства, изготовление, монтаж вне предприятия-изготовителя, технологическое обслуживание (ТЛО), техническое обслуживание (ТО) и ремонт при обе- спечении прочих заданных показателей качества изделия в принятых условиях проведения работ. Производственная ТКИ заключается в сокращении средств и времени на конструкторскую подготовку производства, технологическую подготовку производства, процессы изготовления, в том числе контроля и испытаний, монтаж вне предприятия- изготовителя. Эксплуатационная ТКИ заключается в сокращении средств и времени на подготовку к использованию по назначению, технологическое и техническое обслуживание, текущий ремонт, утилизацию.
|
9 Новые методы подготовки производства. Существует несколько классификаций методов автоматизированного проектирования технологических процессов изготовления деталей. Выделяются три метода: – алгоритмический типовых и групповых процессов; – преобразование процессов аналогов; – синтез технологического процесса. Выделяются следующие четыре метода автоматизированного проектирования: параметрический метод, в котором структура технологического процесса (маршрутная технология) формируется вручную, а в автоматизированном режиме определяются переходы, припуски, режимные и другие параметры операционной технологии; – метод повторного использования технологических процессов аналогов; – проектирование на основе унифицированных (типовых и групповых) технологий; – проектирование методом синтеза параметров технологического процесса с частично известными прототипами и без них. Выделяются два основных метода автоматизированного проектирования: метод адресации, включающий в себя методы алгоритмический и преобразования типовых процессов; проектирование методом синтеза. Метод аналогов основан на повторном использовании имеющихся в банке технологических процессов-аналогов изготовления деталей, конструктивные и технологические признаки которых соответствуют признакам
|
10 Последовательность проектирования тех процесса. Разработка технологических процессов (ТП) механической обработки заготовок деталей машин является сложной, комплексной, многовариантной задачей, требующей учета большого числа разнообразных факторов. В основу разработки ТП закладываются следующие принципы: - технический – ТП должен полностью обеспечивать выполнение всех требований рабочего чертежа и технических условий на изготовление детали; - экономический – изготовление детали должно вестись с минимальными затратами труда и издержками производства; - организационный – деталь должны изготовляться в условиях организации производства, обеспечивающих наибольшую эффективность. Из нескольких вариантов ТП изготовления одной и той же детали, равноценных с позиции технического принципа, выбирают наиболее эффективный вариант с позиций организационного и экономического принципов. Разрабатываемые ТП должны быть прогрессивными, обеспечивать повышение производительности труда и качества изготовляемых изделий, сокращение трудовых и материальных затрат на их реализацию, обеспечивать выполнение всех требований безопасности труда, а также быть экологически чистыми, без вредных, недопустимых воздействий на окружающую среду. Для разработки единичных ТП установлены следующие основные этапы в соответствии с рекомендациями Р50-54-93-88. 1) анализ исходных данных для разработки ТП; 2) выбор действующего типового, группового ТП или поиск аналога единичного процесса; 3) выбор исходной заготовки и метода ее изготовления; 4) выбор технологических баз; 6) разработка технологических операций; 7) нормирование ТП; 8) определение требований экологии и безопасности жизнедеятельности; 9) расчет экономической эффективности ТП; 10) оформление ТП и технологической документации.
|
11 Автоматизация процесса обработки резанием. Автоматизация — это применение в производстве технических средств, методов и систем управления, освобождающих человека от непосредственного участия в производстве. Целью автоматизации заключается в повышении производительности и эффективности труда, улучшение качества продукции и условий трудовой деятельности человека. Числовое программное управление (ЧПУ) означает компьютеризованную систему управления, считывающую инструкции специализированного языка программирования (например, G-код) и управляющую приводами металло-, дерево-пластмасообрабатывающих станков и станочной оснасткой. Современные системы ЧПУ, называемые CNC (англ. ComputerNumericalControl), основаны на системе управления построенной на микроконтроллере (обычно самодельные блоки управления), промышленном компьютере или программируемом логическом контроллере (ПЛК). ПЛК (PLC) – программный логический контроллер – специализированное устройство, используемое для автоматизации технологических процессов. Являются устройствами реального времени. В отличие от компьютера ПЛК имеют развитые устройства ввода-вывода сигналов датчика и исполнительного механизма. РТК – станок (группа станков), обслуживаемый промышленным роботом (ПР), составляет так называемый роботизированный технологический комплекс (РТК) Гибкой производственной системой (ГПС) называется совокупность (линия или участок, а также отдельная единица – РТК) технологического оборудования и системы обеспечения его функционирования в автоматическом режиме, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
|
22.1 Базы их классификации и обозначения. Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат. Теоретически базирование детали (изделия и т.п.) связано с лишением ее шести степеней свободы. Придание детали требуемого положения в избранной системе координат осуществляется путем соприкосновения ее поверхностей с поверхностями детали или деталей, на которые ее устанавливают или с которыми ее соединяют. Установочной базой называется база, которая накладывает на деталь три двусторонние связи и, тем самым, лишает деталь трех перемещений. На практических схемах установочная база отображается тремя опорными точками. Например, на рис. 4.5. первая двусторонняя связь (или первая опорная точка) лишает деталь перемещения вдоль оси OZ; вторая – вращения вокруг оси параллельной OX; третья – вращения вокруг оси параллельной OY. Направляющей базой называется база, которая накладывает на деталь две двусторонние связи, лишает деталь двух перемещений. На практических схемах направляющая база отображается двумя опорными точками. На рис. 4.5 четвертая двусторонняя связь (или четвертая опорная точка) лишает деталь перемещения вдоль оси OY; пятая – вращения вокруг оси параллельной OZ. Опорной базой называется база, которая накладывает одну двустороннюю связь и лишает деталь одного перемещения. На практических схемах опорная база отображается одной опорной точкой. На рис. 4.5 шестая двусторонняя связь (или шестая опорная точка) лишает деталь перемещения вдоль оси ОХ. Двойной направляющей базой называется база, которая накладывает 4 двусторонние связи и лишает, тем самым, деталь 4-х перемещений. |
22.2 классификация баз по трем признакам: по назначению; по числу лишаемых степеней свободы; по конструктивному оформлению. По назначению базы делятся на: конструкторские; технологические; измерительные. Конструкторской базой называется база, которая определяет положение детали или сборочной единицы (СЕ). Различают конструкторские базы основные и вспомогательные. Основная база – база, принадлежащая детали и используемая для определения ее положения в изделии. Вспомогательная база – база, принадлежащая детали, используемая для определения положения присоединяемой к ней детали. Технологическая база – база, которая определяет положение заготовки или изделия в процессе изготовления и ремонта. Измерительной базой называется база, которая определяет положение заготовки или изделия и средств измерения. По числу лишаемых степеней свободы базы делят на: установочную; направляющую; опорную; двойную направляющую; двойную опорную.
|
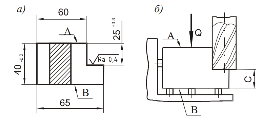
23 Погрешности установки заготовок. Общие принципы базирования. Измерительные базы. Погрешностью установки называют отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого. Применительно к обработке резанием при анализе, погрешности установки следует учитывать принятый метод установки заготовок: в специальном приспособлении (без выверки их положения) или с индивидуальной выверкой их положения.
На рис. 4.13а приведен эскиз заготовки, в которой необходимо фрезеровать уступ в размер 25 мм с допуском 0,3 мм. В рассматриваемом случае измерительной базой является поверхность А. Обработка выполняется при постоянной установке фрезы в размер С (рис. 4.13 б), причем установочной базой является поверхность В заготовки. При данной схеме базирования положение измерительной базы для отдельных заготовок будет колебаться в пределах допуска 0,2 мм на размер 40 мм. Величина 0,2 мм и будет погрешностью базирования (б = 0,2 мм).
|
Общие принципы базирования. Измерительные базы. При выборе черновых баз необходимо придерживаться следующих рекомендаций: для надежного базирования и закрепления черновая база должна иметь простую форму, ровную поверхность, достаточные размеры и наименьшую шероховатость поверхности; недопустимо использовать поверхности с остатками прибылей, литниковых систем, со следами разъема опок, штампов, пресс форм и т. д.; черновые базы следует использовать только один раз; дальнейшую обработку необходимо вести при установке заготовок на обработанные поверхности, т. е. чистовые базы; положение заготовки при повторной установке на черновые базы из-за погрешностей их формы и расположения отличается от предыдущего; обработка различных поверхностей с разных положений заготовки влияет на точность их взаимного расположения; в качестве черновых баз следует выбирать поверхности, которые у готовой детали остаются необработанными (в этом случае у готовой детали будет обеспечена точность взаимного расположения обработанных и необработанных поверхностей, например их параллельность); если на детали обрабатывается несколько поверхностей, то на первом установе в качестве черновой базы следует выбирать поверхность, которая имеет наименьший припуск (иначе некоторые участки этой поверхности могут остаться необработанными); при токарной обработке тел вращения необходимо в качестве черновой базы выбирать поверхность, которая обрабатывается на данном установе (это уменьшает биение обрабатываемой поверхности, что позволяет снизить припуск на обработку).
|
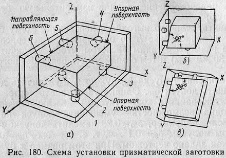
24 Установка заготовок на плоскости и в призматических опорах.
Три опорные точки не дают заготовке перемещаться в вертикальном направлении (по оси Z.) и поворачиваться вокруг горизонтальных осей (X и У). Говоря математическим языком, заготовка потеряла три степени свободы. Чтобы воспрепятствовать смещению заготовки в горизонтальном направлении (по оси X) и повороту около вертикальной оси (Z), вертикальная базовая поверхность заготовки — назовем ее направляющей — опирается на два штифта 5 и 6. Мы лишили заготовку еще двух степеней свободы. Остается только возможность смещения заготовки вдоль горизонтальной оси У. Но этому смещению заготовки препятствует штифт 4, к которому заготовка прижимается второй вертикальной базовой поверхностью — назовем ее упорной. Обычно в качестве направляющей поверхности стремятся использовать более длинную вертикальную поверхность, так как надежность установки увеличивается. Упорная поверхность может быть очень узкой. Лишив заготовку еще одной степени свободы, мы получаем вполне определенное положение заготовки в пространстве. |
25 Установка заготовок на цилиндрических и самоцентрующихся оправках. Схема базирования заготовки в самоцентрирующих устройствах не зависит от конструкции этих устройств (трехкулачковый патрон, цанговый патрон, устройство с гидропластом и т.п.). Самоцентрирующие устройства лишают заготовку пяти степеней свободы, материализуя двойную направляющую базу – ось вращения заготовки, и опорную базу (передавая заготовке крутящий момент при обработке). Шестая точка – опорная база, находится: 1) либо на свободном торце заготовки: - при обработке на универсальных токарно-винторезных станках, оснащенных трехкулачковым патроном, линейные размеры замеряются от свободного торца; - при обработке на токарных прутковых автоматах, оснащенных цанговым патроном, первым переходом обработки является подача прутка до упора; 2) либо располагается на торцевой поверхности патрона, до упора в которую устанавливается заготовка (при обработке на токарных станках с ЧПУ, оснащенных самоцентрирующими патронами специальных конструкций). Теоретически погрешности базирования как осевых, так и радиальных размеров равны нулю. Однако ввиду того, что самоцентрирующие патроны любой конструкции представляют собой сложные устройства, содержащие большое количество подвижных деталей, стыков, зазоров, их использование ведет к возникновению значительной погрешности установки. Поэтому данная схема установки используется либо в мелкосерийном и единичном производстве (где требуется большая универсальность приспособлений), либо при обработке всей детали с одной установки (на токарных прутковых кулачковых автоматах), либо там, где не требуется высокая точность обработки. |
26 Установка заготовок с применением установочных пальцев. Установочные пальцы применяются для установки деталей по плоскостям и отверстиям. Установочные пальцы бывают постоянные и сменные (рис. 4.29). Постоянные пальцы запрессовываются в корпус приспособления по посадке в натяг, а диаметры их установочных поверхностей выполняется по посадке g6 или f9 в зависимости от требуемой точности базирования. Сменные пальцы применяются при интенсивной эксплуатации приспособления, когда они сравнительно быстро изнашивается и заменяются. Пальцы монтируются во втулке по посадке. Независимо от того, применяются ли установочные пальцы постоянные или сменные, они подразделяются на цилиндрические и срезанные. Цилиндрические пальцы лишают двух степеней свободы (двух перемещений перпендикулярному направлению оси пальца). Срезанные пальцы лишают одной степени свободы (вращения вокруг оси параллельной оси пальца). При этом постоянные опоры бывают нормальные и высокие Пальцы могут закрепляться винтами или гайками (рис. 4.30). При базировании детали по плоскости и двум отверстиям (рис. 4.31) пальцы обычно применяют в сочетании с опорными пластинами. При этом один палец выполняют цилиндрическим, а другой срезанным (ромбическим). Опорные пластины могут быть выполнены заодно с пальцем, а в случае большого их износа – раздельно. В этом случае для предотвращения от поворота пальцев иногда применяют штыри или шпонки. |
||||
32.1 Материалы, применяемые для изготовления деталей судовых машин и механизмов. Валы, шестерни, тяги, оси, пальцы испытывают наибольшие нагрузки. Материалами для их изготовления служат углеродистые и нержавеющие стали. Чаще всего применяют стали марок 45, 50, 40Х, 65Г, 15, 20Х и др. Шестерни, шкивы, зубчатые колеса, маховики изготовляют из чугуна, стали, сплавов алюминия, а также из пластмасс, текстолита, пластиков, капрона и др. Материалом для изготовления литых фундаментных рам служит серый чугун марок СЧ 18-36, СЧ 21-40, СЧ 24-44; для изготовления сварных фундаментных рам применяют конструкционные стали марок сталь 25, сталь 35. (Для изготовления фундаментных рам, а иногда всех деталей остова у некоторых быстроходных дизелей применяют алюминиевые сплавы АЛ1) Материалом для изготовления вкладышей рамовых подшипников служит чугун СЧ 28-48 (тихоходные дизели) и сталь 15Л, 25Л (быстроходные дизели). Для заливки вкладышей рамовых подшипников тихоходных дизелей применяют баббиты марок Б83, БН; подшипники быстроходных дизелей заливают свинцовистой бронзой марки БрС-30. Крышки рамовых подшипников изготавливают из чугуна СЧ 21-40 и стали 24Л. Материалом для изготовления цилиндровых рубашек служит серый чугун марок СЧ 21-40, СЧ 24-44, цилиндровые втулки судовых дизелей изготовляют из легированного хромом, никелем и ванадием перлитного чугуна марки СЧ 28-48. У напряженных быстроходных дизелей для изготовления цилиндровых втулок (гильз) применяют легированную сталь ЗОХМА. Материалом для изготовления крышек судовых дизелей служит чугун марки СЧ 28-48; |
32.2 для верхней части разъемных крышек — СЧ 21-40, для нижней части крышек двухтактных дизелей и напряженных четырехтактных дизелей применяют сталь 35Л. Материал для изготовления анкерных связей — конструкционная сталь 35 или легированная 18 ХНВА. Материалом для изготовления параллелей служит чугун СЧ 28-48, СЧ 24-44; для нащечин применяется сталь 35. Материалы для изготовления деталей газораспределения: толкатель, ролики, ось ролика — стали 15,45, 15Х,40Х; коромысло (рычаг)— сталь 45, чугун ВЧ 50-1,5; корпус клапана — чугун СЧ 28-48, СЧ 21-40; клапан впускной — сталь 40Х; клапан выпускной — сталь Х9С2, 4Х10С2М (у некоторых дизелей тарелку впускного клапана изготавливают съемной из стали Х9С2 или 4Х10С2М, а шток клапана (шпиндель) — из стали 40Х); корпусы предохранительного клапана и индикаторного крана — сталь 35, клапан предохранительный и игла индикаторного крана — сталь 3X13. Заготовки судовых валов и баллеров рулей. в зависимости от показателей механических свойств, разделяются на группы: - заготовки из углеродистой стали с повышенными показателями механических свойств категорий прочности КМ20, КМ22, КМ25, КМ28, КМ32, КМ22А, КМ25А, КМ28А; - заготовки из легированной стали с повышенными показателями механических свойств категорий прочности КТ36, КТ40, КТ50, КТ60, КТ70, КТ80, КТ90, КТ100; - заготовки из коррозионно-стойкой стали. Материалами для изготовления гребных винтов служат цветные сплавы и нержавеющие стали. Учитывая дефицитность цветных сплавов и высокую стоимость нержавеющей стали, вопреки требованиям эксплуатации, гребные винты изготовляют пока и из углеродистой стали. В качестве опытных материалов применяют пластмассы и титан.
|
33 Обоснование выбора заготовок.
Основными факторами влияющими на выбор исходных заготовок являются также (кроме производственной программы): вид обрабатываемого материала; конфигурация и размеры; масса; условия эксплуатации; экономичность самого метода получения исходных заготовок.
|
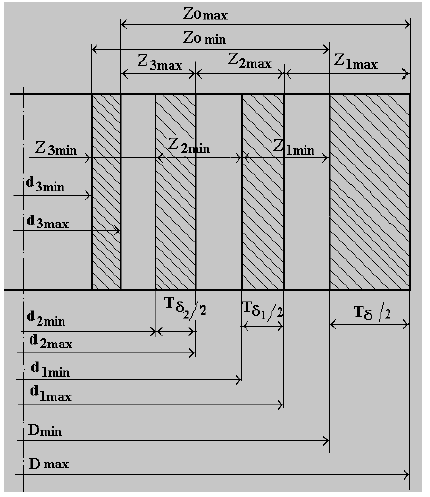
34.1 Расчет припусков на мех обработку и размеров заготовок. На основе расчета промежуточных припусков определяют предельные (операционные) размеры заготовки по всем технологическим переходам. При построении схемы исходными являются заданные чертежом предельные размеры d3min и d3max готовой детали, которые получают на последней операции обработки поверхности. К наименьшему предельному размеру готовой детали прибавляем минимальный припуск на операцию тонкого точения Z3min и получаем наименьший предельный размер заготовки после чистового точения d2min. Для получения наименьшего предельного размера d1min заготовки после чернового точения к размеру d2min прибавляем минимальный припуск Z2min на чистовое обтачивание. Наименьший предельный размер Dmin исходной заготовки получается прибавлением к размеру d1min минимального припуска на черновое точение Z1min. Наибольшие предельные размеры d1max, d2max, Dmax заготовки по технологическим переходам получаются прибавлением к соответствующим наименьшим предельным размерам технологических допусков. Из приведенной схемы легко получить минимальный общий припуск на обработку Z0min суммированием промежуточных минимальных припусков по всему технологическому маршруту, и максимальный общий припуск Z0max. Из схемы видно, что промежуточный максимальный припуск для выполнения какого-либо перехода равен разности между наибольшими предельными размерами заготовки на предшествующем и выполняемом переходах. |
||||
Рассмотренная схема расположения припусков и допусков характерна для тех случаев, когда обработку производят на предварительно настроенных станках, и припуск снимают за один ход.
34.2 |
35 Нормирование технологических процессов механической обработки. Под нормированием технологических процессов понимают назначение технически обоснованных норм времени на продолжительность выполнения операций. Твсп— вспомогательное время, затраченное на управление станком, установку, закрепление и снятие детали, подвод и отвод режущего инструмента, измерение детали, мин. Торг— время на организацию рабочего места, затраченное на смазывание станка, удаление стружки, уборку рабочего места, установку и снятие режущего инструмента, мин. Тотд — время на отдых, мин.
Тшт — штучное время - продолжительность выполнения технологической операции, не учитывающее время на подготовку исполнителя (рабочего) к выполнению данной операции. Тп.з. — подготовительно-заключительное время, необходимое на ознакомление исполнителя с чертежом, получение консультаций у мастера, настройку станка и приспособлений. Это время распределяется не на одну деталь, а на всю партию деталей (n), подлежащих изготовлению.
Тш.к. — штучно-калькуляционное время, это и есть технически обоснованная норма времени на выполнение операции. Все эти нормы времени приводятся в нормативно - справочной литературе. Все нормы времени связаны между собой следующими приблизительными соотношениями:
|
36 Изнашивание и стойкость режущего инструмента. Под изнашиванием режущего инструмента понимают разрушение его контактных поверхностей в результате трения стружки о переднюю поверхность инструмента, а задней поверхности – о заготовку. Физические процессы, протекающие при изнашивании инструмента, аналогичны трению и изнашиванию трущихся пар, но они происходят обычно при очень большом давлении, больших скоростях и высокой температуре. Трущиеся поверхности при этом беспрерывно обновляются. Изнашивание инструмента происходит, главным образом, по задней поверхности при обработке твердых и хрупких материалов, например чугуна, или при малых припусках на обработку (под действием абразивного и адгезионного механизма), а изнашивание по передней поверхности– при обработке сталей с высокими скоростями резания без охлаждения с толщиной срезаемого слоя более 0,5 мм (под действием диффузионного механизма). Изнашивание может происходить по передней и задней поверхностям одновременно. Этот вид наиболее распространен и характерен для режущего инструмента при обработке срезаемого слоя с толщиной более 0,1 мм. Предельно допустимая величина изнашивания, при которой инструмент теряет нормальную работоспособность, называется критерием затупления. С увеличением изнашивания задней поверхности инструмента возрастают силы резания, увеличивается работа трения, повышается температура, увеличивается шероховатость обработанной поверхности. Поэтому критерием затупления обычно выбирают определенную величину изнашивания задней поверхности инструмента. Например, для проходных резцов из быстрорежущей стали при чистовой обработке стальных заготовок допустимый износ составляет 0,3-0,5 мм.
|
Расчет режимов резания. Условия осущ резания. Немаловажное значение для расчета режимов резания имеет выбор материала инструмента. При его выборе следует руководствоваться рекомендациями. Для тонких (отделочных) методов обработки материалов с высокими скоростями резания (свыше 500 м/мин) рекомендуется применение сверхтвердых инструментальных материалов. Глубиной резания называется расстояние между обрабатываемой и обработанной поверхностями, измеренное по нормали к последней. Подачей называется путь, пройденный какой-либо точкой режущей кромки инструмента, относительно заготовки, за один оборот заготовки (режущего инструмента), либо за один двойной ход режущего инструмента. При черновых методах обработки назначают по возможности максимальную глубину резания t, равную всему припуску или большей части его. При чистовом резании припуск срезается за два прохода и более. На каждом следующем проходе следует назначать меньшую глубину резания, чем на предшествующем. Глубину последнего прохода назначают в зависимости от требований точности и шероховатости обработанной поверхности. Различают подачу на один зуб Sz, подачу на один оборот S и подачу минутную Sм, мм/мин, которые находятся в следующей зависимости:
где:
|
||||
Оптимизация резания при продольном точении. С увеличением толщины среза нагрузка на единицу длины режущего лезвия возрастает. В связи с этим увеличивается температура резания, что приводит к уменьшению сил трения, усадки стружки и снижению сопротивления обрабатываемого материала пластическому деформированию. Пластические деформации и напряжения распределяются по толщине стружки неравномерно. Они значительно больше в слоях, прилегающих к передней поверхности лезвия инструмента. Поэтому увеличение толщины среза приводит к относительному уменьшению слоя с максимальными деформациями. Кроме того, сила трения по задней поверхности лезвия, как одна из слагаемых при расчете сил резания, с изменением толщины среза остается неизменной или изменяется очень мало.Таким образом, при сохранении площади поперечного сечения среза постоянной, силы резания уменьшаются по мере уменьшения ширины и одновременно увеличения толщины среза.При снятии стружки металл не только срезается, но и претерпевает сильную пластическую деформацию. Большое влияние на силы резания оказывают силы трения стружки и обрабатываемого материала соответственно о переднюю и заднюю поверхности лезвия инструмента. Однако необходимо учитывать, что в процессе обработки металл в зоне резания сильно разогревается. Значит, его свойства могут отличаться от свойств, которые характерны для него при статических испытаниях. Поэтому нет точной и однозначной зависимости между силой Pz и прочностью обрабатываемого материала, а также его твердостью и другими механическими характеристиками.Влияние свойств инструментального материала может быть вызвано только различием в силах трения (коэффициентах трения) между обрабатываемым и инструментальным материалами. Внутри групп быстрорежущих сталей и вольфрамокобальтовых твердых сплавов коэффициенты трения и укорочения стружки не отличаются, а следовательно, сила Рz не изменяется.При обработке инструментами, оснащенными вольфрамотитановыми твердыми сплавами, Рz уменьшается с увеличением содержания карбидов титана TiC. Для сравнения отметим, что если при обработке инструментом из быстрорежущей стали принять Рz = 1, для тех же условий работы инструмента, оснащенного твердыми сплавами группы ВК, Pz=1, а группы ТК - Рz = 0,9...0,95.
|
38 Особенности сборочного производства. Методы достижения точности сборки. Сборкой называется технологический процесс, содержащий действия по установке и образованию соединений составных частей изделия. Сборка изделий любого конечного назначения (механизмов, узлов, сборочных единиц) должна выполняться в определенной технически и экономически целесообразной последовательности, которая обеспечивает достижение установленных для них технических требований. Для удобства учета размеров, быстроты выявления размерных связей и полноты анализа рекомендуется соблюдать следующие методические положения: узел следует представить в необходимом количестве проекций; в сборочную цепь должен входить только один размер детали; каждая размерная цепь должна сопровождаться пояснением, что представляет собой замыкающее звено (например, сборочный размер, диапазон регулирования, зазор, относительное смещение поверхностей или осей и т.д.) с указанием его допустимых значений; расчетные уравнения следует, по возможности, помещать на одном листе со схемой размерной цепи и конструктивной схемой механизма; для удобства расчетов номер составляющего звена должен совпадать с номером детали по спецификации. Достижение необходимой точности сборки конструкции обеспечивается путем расчета размерной цепи с целью получения размера замыкающего звена в пределах регламентированных отклонений и соответствующего ему сборочного параметра. Данная задача решается путем обоснованного назначения одного из возможных методов достижения требуемой точности сборки, на выбор которого влияют условия производства, величина допуска замыкающего звена, количество составляющих звеньев и другие факторы. При конструировании изделий требуемая точность сборки обычно устанавливается из условий эксплуатации изделия и его служебного назначения. В зависимости от конструктивных особенностей и условий конкретного производства, она может быть достигнута следующими методами сборки: взаимозаменяемости (полной, неполной и групповой); пригонки; регулирования.
|
0,1 Выбор метода обеспечения точности сборки по принципам взаимозаменяемости. Метод максимума-минимума. Расчет по данному методу применяется в тех случаях, когда в конструкциях должна быть обеспечена полная взаимозаменяемость деталей. Метод максимума-минимума основан на предположении, что на сборку поступают детали с предельными значениями размеров в таком сочетании, что все увеличивающие звенья будут иметь наибольшие размеры, а все уменьшающие — наименьшие, или наоборот. В результате таких сочетаний размер замыкающего звена может быть только максимальным или минимальным. Вероятность предельного сочетания размеров деталей крайне мала, вследствие чего расчеты по этому методу не отражают фактического результата сборки и приводят к большим затратам на обеспечение завышенной точности деталей. Данный метод имеет большие достоинства — простоту, наглядность, малую трудоемкость вычислительных работ, полную гарантию от брака. Основным недостатком метода является то, что полученные результаты часто не соответствуют фактическим: при прямой задаче расчета, исходя из допуска замыкающего звена, размеры составляющих звеньев получаются излишне точными; если расчет проводят по известным отклонениям составляющих звеньев (обратная задача), то соответствующие характеристики замыкающего звена оказываются больше фактических. Вероятностный метод. Размерные цепи, для которых оказывается экономически оправданным риск возможного выхода за пределы поля допуска замыкающих звеньев, рассчитывают вероятностным методом, т.е. расчет по этому методу применяется в тех случаях, когда точность замыкающего звена размерной цепи достигается при сборке методом неполной взаимозаменяемости. Сущность вероятностного метода расчета заключается в том, что на детали назначаются расширенные допуски, выгодные с точки зрения экономичности, но при этом не гарантирующие достижения 100%-ной точности замыкающего звена размерной цепи. |
0,2 Допустимость такого решения основывается на учете вероятностного рассеивания размеров деталей в партиях и случайного сочетания фактических размеров деталей в сборочной единице: соединение деталей с предельными размерами в одном узле имеет весьма малую вероятность. Недостатки метода: отсутствие полной гарантии от брака по точности замыкающего звена; сравнительная сложность и большая трудоемкость вычислительных работ; зависимость точности и достоверности расчетов от качества определения характеристик распределения размеров реальных деталей. Достоинства вероятностного метода: более полный и объективный учет закономерностей распределения размеров деталей в партиях и суммирования погрешностей составляющих звеньев сборочных единиц; возможность рассчитывать допуски размеров составляющих звеньев размерных цепей без излишних запасов. Как правило, допуски на размеры составляющих звеньев при расчетах вероятностным методом получаются значительно большими, чем при расчете по методу максимума-минимума (для малозвенных цепей — на 30 ... 40 %, для многозвенных — в два и более раз), что снижает стоимость изготовления деталей.
|
||||
12. Точность размеров при механической обработке Точность при механической обработке — степень приближения реальной детали к детали, заданной рабочим чертежом, по размерам, микрорельефу (волнистости и шероховатости), форме и взаимному расположению поверхностей, физико-механическим свойствам поверхностного слоя, т. е. точность в машиностроении — понятие комплексное. При проектировании деталей задают их требуемые физико-механические и геометрические параметры. В процессе механической обработки заготовок возникают отклонения геометрических параметров реальных деталей от проектных значений, которые называются погрешностями.
|
13 Требования к точности размеров в операционных картах При проектировании технологических процессов механической обработки весь процесс обработки разбивают, как правило, на три этапа: черновой, получистовой и чистовой обработки. В операционных картах на чистовых технологических переходах должны выполняться следующие условия: для деталей типа отверстия:
и для деталей типа вала:
Или
В этих зависимостях индекс «Т» относится к технологическим процессам, а индекс «К» — к конструкторской документации (рабочим чертежам).
|
14. Система допусков и посадок в технологических процессах механической обработки. Области применения квалитетов
Единая система допусков и посадок (ЕСДП) — установленные стандартом совокупность рядов допусков и посадок, система их условных обозначений и температурный режим измерений размеров деталей при контроле. Допуск — разность между наибольшим и наименьшим предельными размерами. Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки. Установлено 28 основных отклонений для валов, обозначаемых строчными буквами латинского алфавита: a, b, c, cd, d, e, f, g, h, js, j, k, m, n, p, ..., za, zb, zc, и 28 основных отклонений для отверстий, обозначаемых прописными буквами латинского алфавита: А, В, С, СD, D, E, F, G, H, Js, J, K, M, N, P, … ZA, ZB, ZC Посадки в
системе отверстия — посадки, в которых
требуемые зазоры и натяги получаются
сочетанием различных полей допусков
валов с полем допуска основного
отверстия, например:
Посадки в
системе вала — посадки, в которых
требуемые зазоры и натяги получаются
сочетанием различных полей допусков
отверстий с полем допуска основного
вала, например:
|
15. Методы измерения размеров в технологических процессах механической обработки. Метод измерений — это совокупность приемов использования принципов и средств измерений. Под принципом измерений понимается совокупность физических явлений, на которых основаны измерения. 1) Метод непосредственной оценки — метод измерений, в котором значение физической величины определяется непосредственно по отсчетному устройству прибора прямого действия (с отсчетного устройства снимается значение искомой величины). В методе непосредственной оценки применяют линейки; штангенциркули, микрометры, нутромеры и т. д. 2) Метод сравнения с мерой — метод измерения, в котором измеряемая физическая величина сравнивается с мерой, воспроизводящей известный размер той же физической величины.
|
||||
16. Статистический анализ точности механической обработки Существует два метода определения погрешностей: Статистический, при котором непосредственно определяют суммарную погрешность с помощью методов математической статистики. Расчетно-аналитический, при котором рассчитывают погрешности, возникающие в результате действия отдельных факторов, влияющих на точность, а затем определяют суммарную погрешность. Этот метод применяют при определении систематических погрешностей. Совместное действие большого числа случайных и систематических факторов при механической обработке ограничивает широкое использование расчетно-аналитических методов определения погрешности. |
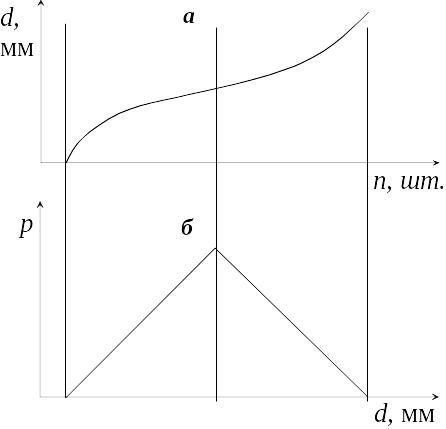
.Статистические закономерности распределения действительных размеров в пределах допуска При статистическом анализе точности размеров чаще всего встречаются следующие распределения. Распределение Гаусса (нормальный закон распределения) показано на рис. 3.12.
Это самый распространенный и наиболее часто встречающийся на практике закон распределения. Распределение случайной величины (размера детали) подчиняется закону Гаусса, если на нее воздействует большое количество случайных факторов, влияние каждого из которых незначительно. Этому закону подчиняется распределение размеров деталей, обработанных на предварительно настроенных станках. Распределение Симпсона (распределение по закону треугольника). Распределение размеров по закону Симпсона (рис. 3.13, б) реализуется, если на выполняемый размер влияет закономерно изменяющаяся погрешность, возрастающая сначала замедленно, а потом ускоренно. Распределение Симпсона встречается при обработке деталей по 7, 8 или 9-му квалитету при наличии больших погрешностей, связанных с недостаточной жесткостью системы СПИД или износом инструмента (рис. 3.13, а).
Равномерное распределение (распределение по закону равной вероятности). Закону равной вероятности подчиняется рассеяние размеров, определяемое преимущественно переменными систематическими погрешностями. Например, закону равной вероятности подчиняется распределение диаметров валов, получаемых на токарном станке при работе резца в период его установившегося изнашивания.
|
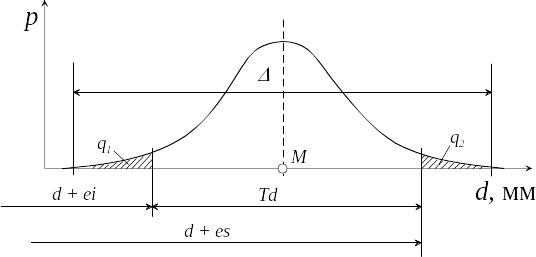
Анализ точности механической обработки по статистическим закономерностям При анализе и прогнозировании точности размеров, обеспечиваемых технологической системой, на основе статистических закономерностей обычно рассматривают три случая: 1. Технологическая система работает неустойчиво (рис. 3.16 и 3.17). При этом имеет место брак исправимый и неисправимый, эквивалентный соответственно заштрихованным на рис. 3.16 и 3.17 площадям q2 и q1.
Рис. 3.16. Неустойчивость технологической системы, проявляющаяся в высоком значении среднего квадратического отклонения
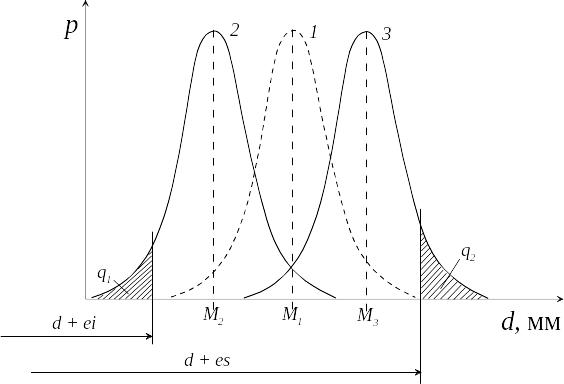
Неустойчивость технологической системы может быть обусловлена или чрезмерным значением среднего квадратического отклонения σ, при этом Td<Δ (рис. 3.16), или смещением математического ожидания М1 → М3 или М1 → М2 (рис. 3.17) при неизменном среднем квадратическом отклонении σ1 = σ2 = σ3 (здесь σ1, σ2 и σ3 — средние квадратические отклонения, соответствующие кривым распределения 1, 2 и 3).
Рис. 3.17. Неустойчивость технологической системы, вызванная смещением математического ожидания
Уменьшить σ (рис. 3.16) можно, лишь устранив многие случайные факторы, например сократив припуски на обработку, их неравномерность, уменьшив неравномерность физико-механических свойств заготовок. Иногда важно, чтобы неисправимый брак отсутствовал полностью, за счет увеличения количества исправимого брака. Это достигается определенной настройкой станка. Смещение математического ожидания (рис.3.17) вызвано влиянием систематических погрешностей. Поэтому исключить влияние систематических погрешностей можно путем дополнительных регулировок технологических баз, наладки режущего инструмента и т. д.
|
17. Обеспечение точности методом автоматического получения размеров на предварительно настроенных станках Метод автоматического получения размеров на предварительно настроенном станке. Этот метод применяют в условиях серийного и массового производств. По методу автоматического получения размеров работают, к примеру, автоматы и полуавтоматы, револьверные, агрегатные и копировальные станки, станки с ЧПУ и другое высокопроизводительное оборудование. Станок настраивают таким образом, чтобы требуемая точность обработки достигалась автоматически, независимо от квалификации рабочего-исполнителя. Точность размеров проверяют контролеры: простые детали контролируют выборочно, а сложные и дорогие — все подряд. Преимущества метода:
Недостаток метода в том, что точность ограничивается минимально возможной толщиной снимаемой стружки tс (при точении обычными резцами tс ≥0,02 мм) |
||||
18 Обеспечение точности методом пробных ходов Метод пробных ходов и измерений. Этот метод широко используется в условиях единичного и мелкосерийного производства; он распространен в опытном производстве, в ремонтных и инструментальных цехах, часто применяется в тяжелом машиностроении при обработке крупногабаритных заготовок. В условиях серийного производства метод пробных ходов и измерений иногда используется для «спасения» бракованных литых и штампованных заготовок. Достоинства метода пробных ходов и измерений в том, что он позволяет: достигнуть высокой точности на неточном оборудовании;
|
19. Обеспечение точности при обработке отверстий осевым инструментом Существует два основных способа обработки отверстий: С помощью (не осевого) лезвийного инструмента (резца) и абразивного инструмента. С помощью осевого инструмента. Первый способ служит для обработки только предварительно подготовленных отверстий. Второй реализуется с помощью набора осевых инструментов и при наличии в наборе сверла, таким способом можно обрабатывать уже существующие отверстия и делать отверстия в сплошном материале. Сменные кондукторные втулки применяются при обработке отверстий одним осевым инструментом, а быстросменные — набором осевых инструментов. Очевидно, что количество быстросменных втулок должно соответствовать числу инструментов в наборе, и при нормировании технологических операций в затраты вспомогательного времени надо включать не только время на смену инструмента, но и время, потребное на смену кондукторных втулок. Так как осевые инструменты изготавливают серийно, по системе вала, то отверстия в кондукторных втулках также изготавливаются в системе вала, т. е. для получения требуемого зазора между инструментом и направляющей поверхностью кондукторной втулки требуется выбрать соответствующее поле допуска отверстия. Особенность наборов состоит в том, что каждый из осевых инструментов набора (сверло, зенкер, черновая и чистовая развертки) служит для обеспечения определенного квалитета и определяет припуски на последующую обработку.
|
20. Формирование технологического микрорельефа при механической обработке Для создания макрорельефа используют, как правило, лезвийной (токарной, фрезерной, сверлильной) обработкой поверхности трения. После чего следуют финишные операции, в ходе которых удаляются острые кромки, поверхности трения придается требуемая шероховатость, текстура, наклеп, создаются сжимающие остаточные напряжения и др. К специфическим способам создания выпуклого макрорельефа относится метод имплантирования вставок из антифрикионных, износостойких, антизадирных, материалов в поверхность трения. Например, путем запрессовки штифтов в отверстия на поверхности трения. При этом верхний край вставки должен возвышаться над поверхностью детали.
|
21 Отклонение формы и расположения поверхностей. Оптические измерения при оценке пространственных отклонений Отклонение расположения поверхностей — это отклонение их реального расположения от номинального, заданного номинальными линейными и угловыми координирующими размерами между рассматриваемой поверхностью и базами. Базой является элемент детали, по отношению к которому задается допуск расположения. Базами могут быть плоские поверхности детали, оси цилиндрических и конических поверхностей вращения, плоскости симметрии Большинство отклонений от плоскостности и прямолинейности протяженных плоских поверхностей (разъемов фундаментных рам, блоков цилиндров и т. п.) определяют поверочными линейками или оптическими методами. На практике чаще пользуются поверочными линейками вследствие простоты их использования.
В качестве оптических методов для проверки прямолинейности, плоскости и соосности получили распространение следующие: автоколлимационный метод (для оценки плоскостности); коллимационный метод (для оценки плоскостности); метод оптического визирования (для оценки соосности).
|
||||
27 Размерные цепи, методы их расчета и преобразования Размерные цепи бывают конструкторские (сборочные); технологические; измерительные. Конструкторские (сборочные) размерные цепи – это размерные цепи, связывающие при сборке изделия исполнительные поверхности Точность замыкающих звеньев достигается двумя методами:
Полная взаимозаменяемость – это свойство независимо изготовленных с заданной точностью деталей и сборочных единиц обеспечивать возможность беспригонной сборки или замены при ремонте сопрягаемых деталей и сборочных единиц при соблюдении предъявляемых к изделию требований. Условие достижения точности замыкающего звена при полной взаимозаменяемости следующее – допуск исходного звена больше или равен допуску замыкающего звена, при этом допуск замыкающего звена рассчитывается на max-min.
|
Расчет линейных размерных цепей методом максимума-минимума(обратная задача) Метод максимума-минимума учитывает только предельные отклонения звеньев размеров цепи и самые неблагоприятные их сочетания, обеспечивает заданную точность сборки без подгонки деталей, то есть полную взаимозаменяемость. 1.1. Допуск составляющего звена определяется по формуле:
где Es(A i ) – верхнее отклонение звена; Ei(A i ) – нижнее отклонение звена; i – индекс звена; 1.2. Середину поля допуска i-го звена определим по формуле:
|
Расчет линейных размерных цепей методом максимума-минимума(прямая задача) Прямая задача состоит в том, чтобы по известным номинальным значениям всех звеньев размерной цепи, допуску и предельным отклонениям замыкающего звена определить допуски и предельные отклонения составляющих звеньев.
Задача решается следующим образом. 1. Производится распределение допуска замыкающего звена между составляющими звеньями. Эта локальная задача является многовариантной. Существующие формальные приемы решений (способ равных допусков, способ допусков одного квалитета) не учитывают экономичности изготовления изделия. Поэтому обычно распределение допуска замыкающего звена между допусками составляющих звеньев осуществляется подбором с учетом сложности достижения той или иной точности каждого составляющего звена. В итоге стремятся снизить затраты на изготовление изделия.
|
Назначение и основные элементы приспособлений. Универсально сборные приспособления. Немаловажное значение для расчета режимов резания имеет выбор материала инструмента. При его выборе следует руководствоваться рекомендациями. Для тонких (отделочных) методов обработки материалов с высокими скоростями резания (свыше 500 м/мин) рекомендуется применение сверхтвердых инструментальных материалов. К элементам режима резания относятся – глубина резания, подача, период стойкости режущего инструмента, скорость резания, частота вращения шпинделя, сила и мощность резания. Аналитический (расчетный) метод определения режима резания менее трудоёмок и более предпочтителен при учебном проектировании технологических процессов механической обработки резанием. Он сводится к определению, по эмпирическим формулам, скорости, сил и мощности резания по выбранным значениям глубины резания и подачи.
|
||||
. Влияние различных факторов на скорость резания С увеличением толщины среза нагрузка на единицу длины режущего лезвия возрастает. В связи с этим увеличивается температура резания, что приводит к уменьшению сил трения, усадки стружки и снижению сопротивления обрабатываемого материала пластическому деформированию. Пластические деформации и напряжения распределяются по толщине стружки неравномерно. Они значительно больше в слоях, прилегающих к передней поверхности лезвия инструмента. Поэтому увеличение толщины среза приводит к относительному уменьшению слоя с максимальными деформациями. Кроме того, сила трения по задней поверхности лезвия, как одна из слагаемых при расчете сил резания, с изменением толщины среза остается неизменной или изменяется очень мало. При снятии стружки металл не только срезается, но и претерпевает сильную пластическую деформацию. Большое влияние на силы резания оказывают силы трения стружки и обрабатываемого материала соответственно о переднюю и заднюю поверхности лезвия инструмента. Однако необходимо учитывать, что в процессе обработки металл в зоне резания сильно разогревается.
|
37. Инструментальные материалы требования к ним Материалы для режущих инструментов должны удовлетворять следующим требованиям Иметь высокую твердость. Твердость инструмента должна превышать твердость обрабатываемого материала.
Иметь достаточный уровень прочности (на изгиб, сжатие, циклическое нагружение) и ударной вязкости.
Иметь высокую теплостойкость. Теплостойкость – свойство (способность) материала сохранять свою твердость, а следовательно, и режущие свойства при нагреве.
Иметь высокую износостойкость и высокую теплопроводность. Чем больше теплопроводность, тем меньше опасность возникновения шлифовочных прижогов и трещин на лезвиях инструмента при заточке, тем меньше температура резания и больше износостойкость.
Быть технологичными. Режущие инструменты не следует целиком изготавливать из дорогих и дефицитных материалов, поскольку это неэкономично. К основным инструментальным материалам относятся стали, твердые сплавы, керамические материалы, алмазы, синтетические сверхтвердые материалы.
|
|
|
||||
|
|
|
|
||||
|
|
|
|
||||
|
|
|
|



 - частота вращения режущего инструмента,
мин-1;
- частота вращения режущего инструмента,
мин-1;
 -
число зубьев режущего инструмента.
-
число зубьев режущего инструмента.

 и
и
 .
.
 ,
,
 и т. п.
и т. п.
 ,
,
 и т. п.
и т. п.