книги из ГПНТБ / Семко, М. Ф. Обработка резанием электроизоляционных материалов
.pdf6-810 |
81 |
|
С наружной стороны. Главным и вспомогательные зад ние углы соответственно делают а = 15-ь 25° и а1= 2-ьЗ°, передний угол у = 5-н15°. При точной обработке для по вышения жесткости системы инструмент — изделие кор пус резца оснащается цилиндрическим центром, который входит при сверлении в предварительно полученное в об рабатываемом материале отверстие.
С целью повышения производительности циркульный резец делают с двумя ножами, каждый из которых имеет по нескольку (чаще всего три) режущих зубов. Такая конструкция раздвижного циркульного сверла изображе-
|
|
|
на на рис. 33,6. Корпус 1 |
||||||
|
|
|
с коническим хвостовиком |
||||||
|
|
|
имеет в нижней части ци |
||||||
|
|
|
линдрическое |
отверстие. |
|||||
|
|
|
В нем закреплена винта |
||||||
|
|
|
ми штанга 2 с двумя |
бо |
|||||
|
|
|
ковыми лысками, по кото |
||||||
|
|
|
рой |
могут |
перемещаться |
||||
|
|
|
при регулировании и за |
||||||
|
|
|
крепляться в нужном |
ра |
|||||
|
|
|
диальном положении |
два |
|||||
|
|
|
ножа 3. Каждый из них |
||||||
|
|
|
снабжается тремя твердо |
||||||
|
|
|
сплавными |
пластинками |
|||||
Вид А |
|
Б-Б |
(форма |
№ 13 по ГОСТ |
|||||
|
2209-66). Один зуб обра |
||||||||
|
|
|
|||||||
|
|
|
батывает |
дно |
и внутрен |
||||
|
|
|
нюю сторону прорезаемо |
||||||
|
|
|
го паза, два других — дно |
||||||
|
|
|
и наружную сторону. За |
||||||
|
|
|
мена |
одного |
режущего |
||||
|
|
|
зуба |
несколькими позво |
|||||
|
|
|
ляет |
увеличить подачу в |
|||||
|
|
|
2—3 раза. В нижней |
ча |
|||||
|
|
|
сти корпуса точно по оси |
||||||
|
|
|
хвостовика |
базируется и |
|||||
|
|
|
закрепляется |
твердо |
|||||
|
|
|
сплавное |
|
центровочное |
||||
Рис. 34. Алмазные сверла. |
сверло 4. |
Оно центрирует |
|||||||
циркульный |
резец, повы |
||||||||
а — кольцевое |
с |
алмазоносным слоем: |
|||||||
б — стержневое |
с |
конической режущей |
шая жесткость системы, и |
||||||
частью и стружечными канавками на |
сверлит |
центральное |
от |
||||||
конической и |
цилиндрической поверх |
||||||||
ностях: / — корпус. 2 — алмазоносный |
верстие. |
|
Недостатками |
||||||
слой. |
|
|
|
||||||
82
этой конструкции являются невысокая жесткость и сравнительно более трудоемкая заточка, а также более сложная регулировка положения ножей сверла. '
Электроизоляционные материалы очень высокой твер дости, такие как фарфор, стекло, мрамор и другие, эф фективно могут обрабатываться только алмазными свер лами (рис. 34). Такое сверло представляет собой тонко стенную трубу из прочной стали, на передней части которой наносится путем прессования или электролити ческим способом алмазоносный слой наружным диамет ром D, толщиной b и длиной I. Толщина алмазоносного слоя должна быть больше толщины трубы не менее чем на 0,15—0,25 мм на сторону. В качестве связки обычно выбирается медный сплав Ml или МВ. Режущим мате риалом могут быть природные (А) или синтетические алмазы (АС) типов АСК, ACM, АСВ или дробленые синтетические поликристаллические алмазы типа «баллас» (АСБ) зернистостью 200—700 мкм'в зависимости от обрабатываемого материала и требуемой чистоты об работки отверстия. Алмазоносный слой, обычно правят брусками из зеленого карбида кремния. При правке уже работавшее сверло поднутряют для уменьшения по верхности трения в процессе сверления. С этой целью иногда поднутряют по наружной поверхности и новое сверло, уменьшая диаметр задней части алмазоносного слоя примерно на 0,2—0,4 мм.
Большая поверхность трения на торце, на внутренней поверхности и периферии сверла создает неблагоприят ные условия резания и заставляет снижать подачу и ско рость резания. Зачастую при обработке резанием неме таллических и тем более электроизоляционных материа лов недопустимость в большинстве случаев применения смазочно-охлаждающих жидкостей и воздушного охла ждения сокращает область применения этого прогрес сивного инструмента для обработки отверстий.
Крайне неблагоприятные условия размещения и транспортирования стружки при сверлении неметалли ческих материалов кольцевыми алмазными сверлами приводят к попыткам создания алмазного сверла по ти пу обычного цилиндрического с прямыми или'винтовыми канавками. Ниже приведена конструкция такого инструмента с коническим заборным конусом. На режущей части, выполненной с углом при вершине 2ср=120° и на периферии длиной (0,5-н0,8)£> сверла, на
6* |
83 |
несен алмазоносный слой. При этом стружечные канавку на заборном конусе и на периферии лишены алмазонос ного слоя. Они полированы для уменьшения налипания' стружки. На каждые 100 мм длины сверла дается об ратная конусность до 0,1 мм. Алмазные зерна закреп ляются в связке путем электролитического осаждения. Рабочий размер сверла получается путем наружного1 шлифования.
Рис. 35. Рабочая часть зенкера, оснащенного винтовыми пластинками из твердого сплава, предназначен ного для обработки отверстия в стеклотекстолите.
Сверло хорошо и продолжительно работает при свер лении и рассверливании отверстий в твердых и хрупких неметаллических материалах. Основным его недостат ком является сравнительно малая производительность сверления за счет низкого уровня подачи и вскрытия (разрушения) алмазоносного слоя на прикромочяых уча стках заборного конуса. При одинаковых условиях реза ние описанным алмазным сверлом со стружечными ка навками в 2—5 раз более производительно, чем алмаз ным кольцевым сверлом.
Зенкеры для обработки отверстий в твердой электро изоляции применяются сравнительно редко.
На рис. 35 показана рабочая часть зенкера [Л. 2], ос нащенного винтовыми твердосплавными пластинками,
84
предназначаемого для зенкеровання ступенчатого отвер стия с базированием направляющей цилиндрической цапфы по предварительно просверленному отверстию.
Для повышения точности и чистоты обработки ответ ственных отверстий в электроизоляционных материалах применяются машинные и ручные металлорежущие раз вертки. Как правило, для обработки отверстий малого и среднего диаметров используют стандартные хвосто вые, а для обработки отверстий больших диаметров — насадные развертки. Стандартные развертки для обра ботки большой партии деталей из электроизоляционного материала следует пе'резаточить, увеличив задние углы
й> |
а г |
Рис. 36. Развертка для обработки цилиндрического отверстия в кап роне.
у режущей части, а иногда и увеличив стружечные ка навки (рис. 36). Цилиндрические ленточки на калибрую щей части и на обратном конусе целесообразно умень шить в 1,5—2 раза. Угол заборного конуса 2ср можно увеличить в 2—3 раза, так как вызываемый этим рост силы резания невелик, а условия срезания слоя обра батываемого материала улучшаются. Упругое восстанов ление поверхностного слоя настолько значительно, что не учитывать его при тонких срезах нельзя {Л. 8].
При обработке отверстий в термореактивных слои стых пластиках номинальный размер разверток следу ет принимать с учетом возможной «усадки» отверстия.
Большинство разверток для обработки отверстий в электроизоляционных материалах первой группы об рабатываемости делают из быстрорежущей стали, вто рой группы обрабатываемости — иа -вердого сплава.
85
Заточку новой и перезаточку износившихся разверток следует производить алмазными и эльборовыми кругами! (формы AT, А1Т или АЗТ), с обязательной доводкой ре жущей и калибрующей частей.
Если инструментальные пластинки у составных раз верток не нависают над стальным корпусом, то задние и передние поверхности следует затачивать предвари тельно кругами из зеленого карбида кремния. При этом передние и задние углы конуса должны быть на 2—3° больше углов пластинки и еще на 2—3° больше углов
на фаске [Л. 1] |
|
ад= о п+ (2 —3)°=аф + (2—3)°+(2—3)°, |
. (44) |
где ад — задний угол по державке (по корпусу) |
инстру |
мента, град] ап — задний угол по инструментальной пластинке, град] аф — задний угол фаски на инструмен тальной пластинке, град.
Передний угол развертки по инструментальной пла стинке делается тоже на 2—3° больше, чем передний угол фаски. Обычно это достигается путем соответствую щего наклона паза (гнезда) корпуса развертки.
На рис. 37 показан применяемый на агрегатном стан ке комбинированный режущий инструмент, предназна ченный для одновременной обработки отверстия в плите из асбестоцемента для крепежных винтов с фасонной головкой. Комбинированные инструменты для малых и
Рис. 37. Комбинированное перовое сверло-зенковка, оснащенное твердосплавной пластинкой, предназначенное для обработки на агрегатном станке отверстия под винт с потайной головкой.
86
средних диаметров делаются цельными из инструмен тальных сталей, редко— монолитными из твердого спла ва, для средних и больших диаметров — сборными и со ставными из быстрорежущей стали и стандартных пла стинок из твердого сплава [Л. 1].
12. ШЛИФОВАЛЬНЫЕ КРУГИ
Многие твердые электроизоляционные мате риалы можно качественно и производительно обработать только путем шлифования. Для ряда диэлектриков про цесс шлифования может быть эффективным только .при создании особых условий резания, в первую очередь пу тем исключения или уменьшения засаливания кругов.
Для обработки твердой изоляции первой группы об рабатываемости пригодны шлифовальные круги из нор мального (Э) или белого (ЭБ) электрокорунда, а для второй группы обрабатываемости—черный карбид крем ния (КЧ) и зеленый карбид кремния (К!3). Очень твер дые материалы типа фарфора, керамик, стекла, мика лекса, стеклопластиков наиболее эффективно поддаются обработке шлифовальными кругами из природного и оинтетического алмазов. Шлифование ряда электроизо ляционных материалов сопряжено со значительными трудностями. Некоторыеиз них без создания особых условий резания не поддаются этому виду обработки. Например, некоторые пластмассы из-за низкой тепло стойкости и сильного адгезирования с зернами и особен но со связкой шлифовального круга быстро их засали вают. В результате этого происходит прижигание по верхности резания и нормальный ход процесса резания прекращается.
В промышленности наиболее широко распространены следующие виды шлифования: плоское (периферией и торцом круга); круглое наружное и внутреннее; разрез ка листов, плит и стержней дисковыми шлифовальными (отрезными) кругами.
Форма и размеры шлифовальных кругов выбираются по стандартам в соответствии с видом шлифования, -па раметрами станка и технологической оснастки, размера ми изделия и припуском на обработку. Для обеспечения нормального и продолжительного шлифования, особенно материалов -органического строения, склонных к сильно му засаливанию кругов, последние следует подбирать
87
Мягкими с открытой структурой (большие поры), с хброщей способностью самозатачиваться (обновлять изно сившиеся зерна).
Твердая электроизоляция минерального происхожде ния лучше обрабатывается карборундовыми кругами обычного качества средней твердости со средней (полу открытой) структурой.
Форму и размеры шлифовальных кругов из обычных абразивных материалов следует выбирать по ГОСТ
2424-60.
Шлифование больших поверхностей, например асбо цементных плит для распределительных электрощитов, нередко производят сборными шлифовальными' голов ками с сегментными вставками из корунда или электро корунда, зернистостью 25—50, на керамической связке с открытой структурой при скорости круга 23—30 м/сек.
Очень твердые обрабатываемые материалы или мате риалы с сильными абразивными свойствами, например стеклопластики, удовлетворительно поддаются шлифо ванию высококачественными карборундовыми кругами средней и высокой твердости со средней и плотной струк турой. Еще лучше обрабатываются такие материалы шлифовальными кругами, из природных или синтетиче ских алмазов на металлической, органической или кера мической связке.
Особое внимание уделяется подбору шлифовальных кругов на массовых операциях по разрезке листов, плит, стержней и других форм высокотвердой и абразивной электроизоляции. Так как при разрезке требуется высо кая производительность операции, то она должна осуще ствляться с очень большими продольными подачами и почти всегда без применения смазочно-охлаждающих жидкостей.
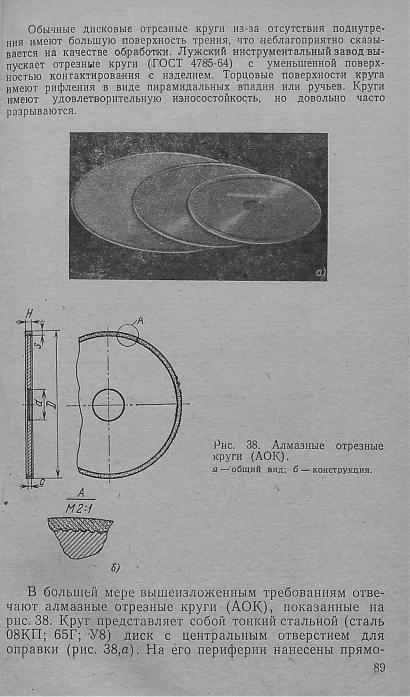
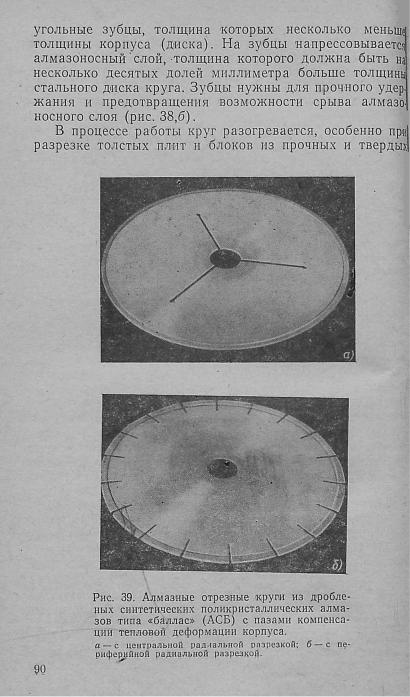
К отрезным кругам предъявляются следующие требо вания: они должны иметь хорошую режущую способ ность и не засаливаться, быть тонкими и прочными, про изводить эффективную разрезку влагопоглощающих электроизоляционных материалов без применения СОЖ-
Инструментальная промышленность выпускает дисковые шли фовальные круга из абразивов обычной и сверхвысокой твердости ■на различных связках. Для разрезки листовых и плиточных материа лов пригодны карборундовые отрезные круги открытой .структуры на органической или керамической связке. Такие круги хорошо ре жут, но даже при небольших перекосах заготовки из-за их хруп кости возникает опасность их разрыва. _
88