

8.4. Производство стали в индукционных печах
Первые предложения применить индукционный нагрев для плавки стали относятся к началу текущего столетия.
Индукционные печи делятся на печи с железным сердечником и без сердечника.
Сначала появились индукционные печи с железным сердечником. Они существуют двух типов (рис.8.3):
печи с открытым горизонтальным каналом;
печи с закрытым вертикальным или горизонтальным каналом.
Рис.8.3. Индукционные
печи с сердечником (а) и тигельная (б):
1-индуктор; 2-
сердечник; 3-кольцевой желоб с металлом;
4-тигель; 5-металл.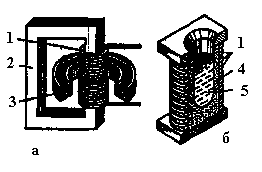
В печах с открытым каналом металл плавится током, индуцированным в самой садке; в печах с закрытым каналом электрическая энергия индуцируется в узком канале, заполненным жидким металлом, а твердая садка, нагревается вследствие циркуляции перегретого в канале металла.
Печи с открытым каналом не получили распространения.
Печи с закрытым каналом и железным сердечником получили большое распространение для переплава цветных металлов и для перегрева чугуна.
В данных печах происходит интенсивная циркуляция металла (выравнивание температуры).
Другое преимущество этих печей связано с возможностью работать на токах нормальной частоты. Соs печи достаточно высок (0,7-0,8). К недостаткам относятся:
холодный шлак;
необходимость оставлять в печи около 20% металла;
низкая стойкость подового камня.
Наибольшее распространение получили индукционные печи без железного сердечника или тигельные индукционные печи. Они имеют ряд преимуществ
перед дуговыми печами:
возможность плавить металл с весьма низким содержанием углерода, вследствие отсутствия электродов;
отсутствие дуг облегчает получение металла с низким содержанием газов;
электродинамическое перемешивание металла способствует получению однородного по химическому составу металла, ускорению реакций между металлом и шлаком, всплыванию Н.В.;
низкий угар легирующих примесей, высокая производительность;
возможность точно регулировать температуру процесса.
8.4.1. Устройство тигельной индукционной печи
Рис.8.4. Схема
тигельной индукционной печи: 1 - индуктор;
2 - миканитовая прослойка; 3 - асбестовый
картон; 4 - нижняя керамика; 5 - асбестовые
диски; 6 - тигель; 7 - кольцо; 8 - верхняя
керамика.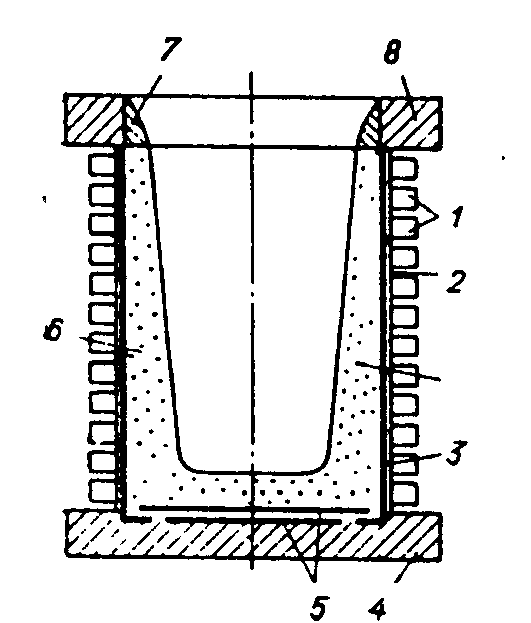
Данные печи применяются для производства низкоуглеродистых сталей и стального литья.
8.4.2. Принцип действия индукционных печей и особенности технологии выплавки стали
Под действием создаваемого индуктором переменного магнитного поля в нагреваемом металле индуцируется Э.Д.С. и возникает циркуляция тока, который проходит через металл и нагревает его.
После расплавления металл в печи непрерывно циркулирует под действием электродинамических эффектов. Электродинамические силы имеют радиальное направление к оси тигля с наибольшей величиной создаваемого ими давления на середине высоты тигля. Таким образом жидкий металл постоянно циркулирует. Чтобы исключить возникновение выпуклого мениска металла, уровень металла в тигле поддерживают несколько выше верхнего витка индуктора (верхний виток ниже верха тигля).
Футеровку тигля индукционной печи выполняют с использованием как кислых, так и основных огнеупоров. В кислой печи плавку ведут без окисления примесей, большую часть легирующих элементов вводят вместе с металлической частью шихты.
При основном процессе во время периода плавления наводят шлак присадками небольших порций шлакообразующей смеси, состоящей из извести, плавикового шпата и шамота. В этот период происходит окисление кремния, марганца и фосфора. К концу плавления необходимо удаление фосфора скачиванием шлака и наведением нового шлака. Если удаление фосфора и углерода необходимо после расплавления шихты, в ванну периодически вводят железную руду. Продолжительность окисления примесей составляет не более 15 мин. Раскисление можно вести диффузионным или осаждающим способом.