

Сварное соединение
.pdfAB
|
|
|
|
|
F Tran |
sf |
|
|||
|
|
|
|
D |
|
|
|
|||
|
|
Y |
P |
|
|
|
|
or |
e |
|
B |
Y |
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
|
buy |
r |
|||
|
|
|
|
|
|
|
2 |
|||
|
|
|
|
|
|
|
|
0 |
||
|
|
|
|
|
|
|
to |
|
|
. |
|
|
|
|
|
|
here |
|
|
|
|
|
|
|
|
Click |
|
|
|
|
||
w |
|
|
|
|
|
m |
||||
|
|
|
|
|
|
|
||||
|
|
w |
w. |
|
|
|
|
o |
||
|
|
|
|
|
|
|
. |
|
||
|
|
|
|
|
A BBYY |
c |
|
|||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
F Tran |
sf |
|
|||
|
|
|
|
|
|
D |
|
|
|
|||
|
|
|
|
Y |
P |
|
|
|
|
or |
e |
|
|
|
B |
Y |
|
|
|
|
|
|
|
m |
|
|
B |
|
|
|
|
|
|
buy |
r |
|||
|
|
|
|
|
|
|
|
2 |
||||
|
|
|
|
|
|
|
|
|
0 |
|||
|
A |
|
|
|
|
|
|
|
to |
|
|
. |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
here |
|
|
|
|
|
|
|
|
|
|
Click |
|
|
|
|
||
|
|
w |
|
|
|
|
|
m |
||||
|
|
|
|
|
|
|
|
|
||||
ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ |
|
|
|
w |
|
|
|
|
|
o |
||
|
|
|
|
|
w. . |
|
||||||
|
|
|
|
|
|
A B BYY |
c |
|
||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
||||
Объем задания – чертеж сварной сборочной единицы(формат А3) и спецификация (формат А4).
1.Изучить ГОСТ 2.312-72 и 2.313-82.
2.Выполнить индивидуальное задание в следующей последовательности:
•Прочитать описание изделия(с. 2 - 25) и чертежи сборочных сварных изделий (с. 26 – 31).
•Скомпоновать лист формата А3 и лист формата А4.
•Вычертить три ортогональные проекции изделия в масштабе выполнить необходимые разрезы. Вариант 11 – масштаб 1:5; вариант 12 – масштаб 1: 4; вариант 14 – масштаб 1: 2; остальные варианты – масштаб 1 : 1.
•Обозначить сварные швы, используя табл. 1, табл. 2 и прил. 1 – 4.
•Проставить размеры и шероховатость обрабатываемых после сварки поверхностей.
•Написать технические требования.
•Составить спецификацию изделия на отдельном листе формата А4.
•В соответствии со спецификацией проставить номера позиций на сборочном чертеже.
•Заполнить основные надписи чертежа и спецификации.
6.1. Описание изделий по вариантам индивидуальных заданий
Задание 1. Тавр Детали: 1 – Стойка. 2 – Лист.
Сварной шов: тавровый, двусторонний, без скосов кромок, катет 4 мм, шахматное расположение шва l = 10 мм, t = 20 мм. Сварка ручная дуговая. Механически обработаны: подошва, отверстия диаметром 15 мм.
Задание 2. Цапфа Детали: 1 – Стойка. 2 – Лист. 3 – Ребро. 4 – Втулка.
Сварные швы: дет. 1 – 4 и 1 – 2 – тавровый односторонний, со скосом одной кромки; дет. 3 – тавровый двусторонний без скосов кромок, катет 3 мм, по незамкнутому контуру. Сварка ручная дуговая. Механически обработаны: подошва, отверстия диаметром 13 мм и 16 мм.
Задание 3. Уголок Детали: 1 – Ребро. 2 – Лист. 3 – Лист.
Сварные швы: дет. 2–3 – угловой односторонний, без скосов кромок; дет. 1 - тавровый, двусторонний, без скосов кромок, катет 6 мм, по незамкнутому
контуру. Сварка в |
среде углекислого . газаМеханически обработаны: |
внешние плоскости деталей 2 и 3, отверстия диаметром 25 мм. |
|
Задание 4. Стойка |
|
Детали: 1 – Ребро. 2 – |
Основание. 3 – Втулка. |
Сварные швы: дет. 2– 3 – угловой односторонний, со скосом одной кромки;

AB
|
|
|
|
|
F Tran |
sf |
|
|||
|
|
|
|
D |
|
|
|
|||
|
|
Y |
P |
|
|
|
|
or |
e |
|
B |
Y |
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
|
buy |
r |
|||
|
|
|
|
|
|
|
2 |
|||
|
|
|
|
|
|
|
|
0 |
||
|
|
|
|
|
|
|
to |
|
|
. |
|
|
|
|
|
|
here |
|
|
|
|
|
|
|
|
Click |
|
|
|
|
||
w |
|
|
|
|
|
m |
||||
|
|
|
|
|
|
|
||||
|
|
w |
w. |
|
|
|
|
o |
||
|
|
|
|
|
|
|
. |
|
||
|
|
|
|
|
A BBYY |
c |
|
|||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
F Tran |
sf |
|
|
|||
|
|
|
|
|
D |
|
|
|
|
|||
|
|
|
Y |
P |
|
|
|
|
or |
e |
||
|
B |
Y |
|
|
|
|
|
|
|
|
m |
|
B |
|
|
|
|
|
|
buy |
r |
||||
|
|
|
|
|
|
|
2 |
|||||
|
|
|
|
|
|
|
|
0 |
||||
A |
|
|
|
|
|
|
|
to |
|
|
|
. |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
here |
|
|
|
|
|
|
|
|
|
|
Click |
|
|
|
|
|
||
|
w |
|
|
|
|
|
|
m |
||||
|
|
|
|
|
|
|
|
|
||||
|
|
|
w |
w. . |
o |
|||||||
дет. 1 – тавровый двусторонний, без скосов кромок, катет 4 мм, по |
|
|
|
c |
|
|||||||
|
|
|
|
|
|
A B BYY |
|
|
|
|||
незамкнутому контуру. Сварка в среде углекислого газа. Механически обработаны: подошва, отверстия диаметром 17 мм.
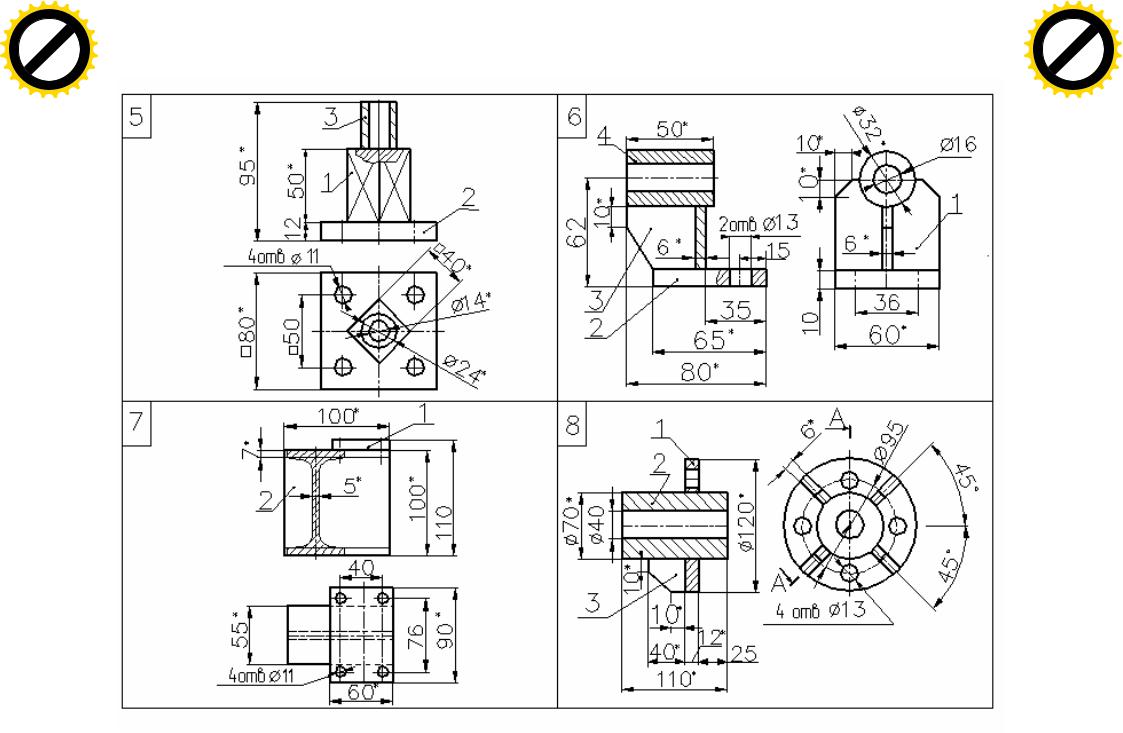
Задание 5. Пята Детали: 1 – Квадрат. 2 – Пластина. 3 – Втулка.
Сварные швы: дет. 1-3 – угловой односторонний, со скосом одной кромки, по замкнутому контуру; дет. 1-2 – угловой односторонний, без скосов кромок, катет 5 мм, по замкнутому контуру. Сварка ручная дуговая. Механически обработаны: подошва, отверстия диаметром 11 мм.
Задание 6. Опора Детали: 1 – Стойка. 2 – Лист. 3 – Ребро. 4 – Втулка.
Сварные швы: дет. 1-2 и 1-4 – тавровый односторонний, со скосом одной кромки; дет. 3 – тавровый двусторонний, без скоса кромок, катет 3 мм, по незамкнутому контуру. Сварка в среде углекислого .газаМеханически обработаны: подошва, отверстия диаметром 13 мм и 16 мм.
Задание 7. Двутавр Детали: 1 – Лист. 2 – Двутавр.
Сварные швы: два нахлесточных шва односторонних, без скоса кромок, катет 6 мм, цепное расположение l = 20 мм, t = 40 мм. Сварка в среде углекислого газа. Механически обработаны: площадка листа, отверстия диаметром 11 мм.
Задание 8. Ступица Детали: 1 – Кольцо. 2 – Втулка. 3 – Ребро.
Сварные швы: дет. 1-2 – тавровый односторонний, со скосом одной кромки, с подваркой оборотной стороны шва; дет. 3 - тавровый двусторонний, без скоса кромок, катет 3 мм, по незамкнутому контуру. Сварка ручная дуговая. Механически обработаны: отверстия диаметром 40 мм и 13 мм.
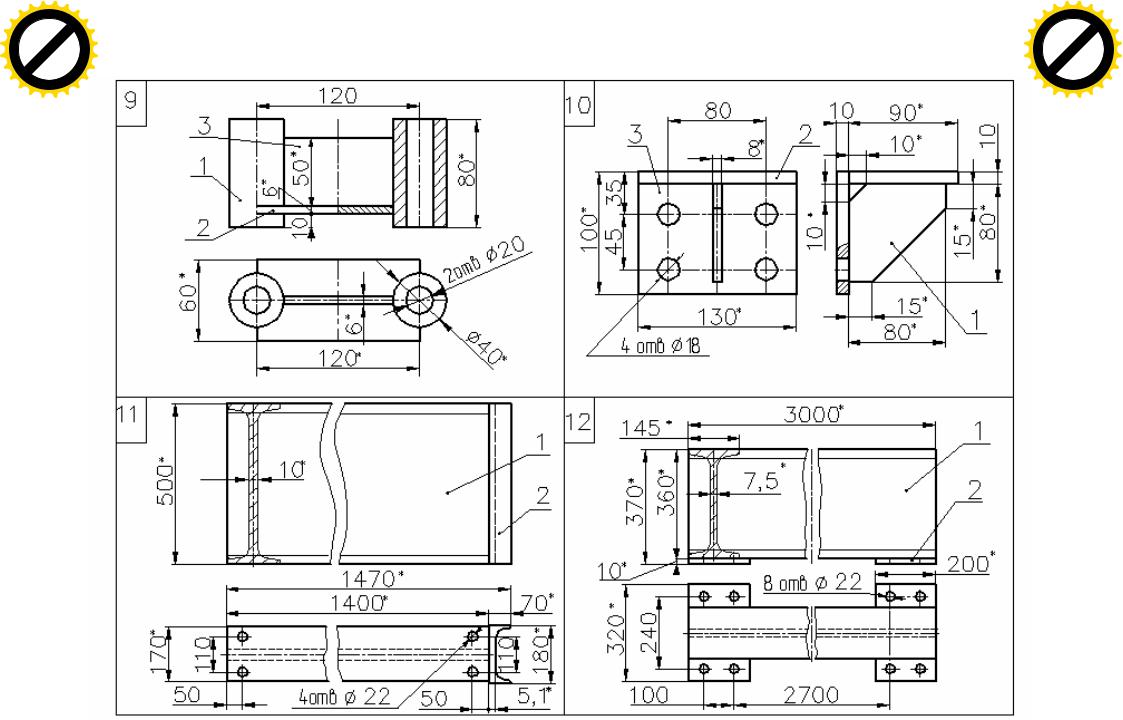
Задание 9. Стойка Детали: 1 – Втулка. 2 – Лист. 3 – Ребро.
Сварные швы: дет. 1– 2 – тавровый односторонний, со скосом одной кромки; дет. 3 – тавровый двусторонний, без скоса кромок, катет 3 мм, цепное расположение l = 10 мм, t = 20 мм, по незамкнутому контуру. Сварка в среде углекислого газа. Механически обработаны: отверстия диаметром 20 мм.
Задание 10. Уголок Детали: 1 – Ребро. 2 – Лист. 3 – Лист.
Сварные швы: дет. 2 – 3 – угловой односторонний, без скосов кромок; дет. 1
– тавровый, двусторонний, без скосов кромок, катет 6 мм, по незамкнутому контуру. Сварка ручная дуговая. Механически обработаны: внешние плоскости деталей 2 и 3, отверстия диаметром 18 мм.

AB
|
|
|
|
|
F Tran |
sf |
|
|||
|
|
|
|
D |
|
|
|
|||
|
|
Y |
P |
|
|
|
|
or |
e |
|
B |
Y |
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
|
buy |
r |
|||
|
|
|
|
|
|
|
2 |
|||
|
|
|
|
|
|
|
|
0 |
||
|
|
|
|
|
|
|
to |
|
|
. |
|
|
|
|
|
|
here |
|
|
|
|
|
|
|
|
Click |
|
|
|
|
||
w |
|
|
|
|
|
m |
||||
|
|
|
|
|
|
|
||||
|
|
w |
w. |
|
|
|
|
o |
||
|
|
|
|
|
|
|
. |
|
||
|
|
|
|
|
A BBYY |
c |
|
|||
|
|
|
|
|
|
|
||||
|
|
|
|
F Tran |
sf |
|
||
|
|
|
|
D |
|
|
|
|
|
|
|
Y |
P |
|
|
or |
|
|
|
|
|
|
|
|
e |
|
|
B |
Y |
|
|
|
|
|
m |
B |
|
|
|
|
buy |
r |
||
|
|
|
|
|
2 |
|||
|
|
|
|
|
|
0 |
||
A |
|
|
|
|
|
to |
|
. |
|
|
|
|
|
|
|
||
|
|
|
|
|
here |
|
|
|
|
|
|
|
Click |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
w |
|
Задание 11. Балка |
w |
|
w. |
A B |
|
|
|
Детали: 1 – Двутавр. 2 – Швеллер.
Сварные швы: шов тавровый двустороннний, без скоса кромок, катет шва
5 мм, цепное расположение l =25 мм, t = 50 мм. Сварка ручная дуговая. Механически обработаны: отверстия диаметром 22 мм.
|
m |
o |
|
.c |
|
BYY |
|
Задание 12. Балка Детали: 1 – Двутавр. 2 – Лист.
Сварные швы: нахлесточные односторонние, без скоса кромок, катет 8 мм, цепное расположение l = 25 мм, t = 50 мм. Сварка в среде углекислого газа. Механически обработаны: отверстия диаметром 22 мм.
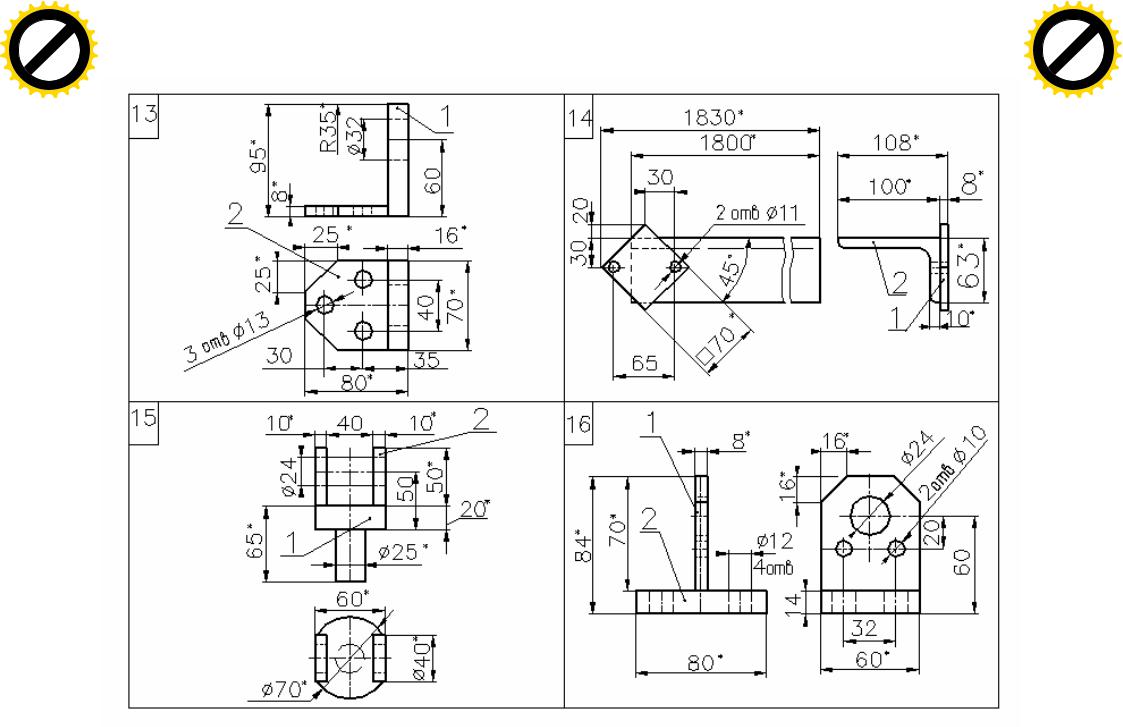
Задание 13. Петля Детали: 1 – Ухо. 2 – Лист.
Сварные швы: угловой односторонний, с односторонним скосом одной кромки, с подваркой оборотной стороны шва. Сварка в среде углекислого газа. Механически обработаны: подошва, отверстия диаметром 32 мм и
13 мм.
Задание 14. Уголок Детали: 1 – Лист. 2 – Уголок.
Сварные швы: нахлесточный односторонний, без скоса кромок, катет 6 мм, цепное расположение l = 15 мм, t = 25 мм, по незамкнутому контуру. Сварка ручная дуговая. Механически обработаны: отверстие диаметром 11 мм.
Задание 15. Вилка Детали: 1 – Наконечник. 2 – Ухо.
Сварные швы: угловой односторонний, с односторонним скосом одной кромки. Сварка в среде углекислого газа.
Механически обработаны: отверстие диаметром 24 мм.
Задание 16. Опора Детали: 1 – Стойка. 2 – Лист.
Сварные швы: тавровый двусторонний с двусторонним скосом кромок. Сварка ручная дуговая. Механически обработаны: подошва, отверстия диаметром 10 мм, 24 мм и 12 мм..
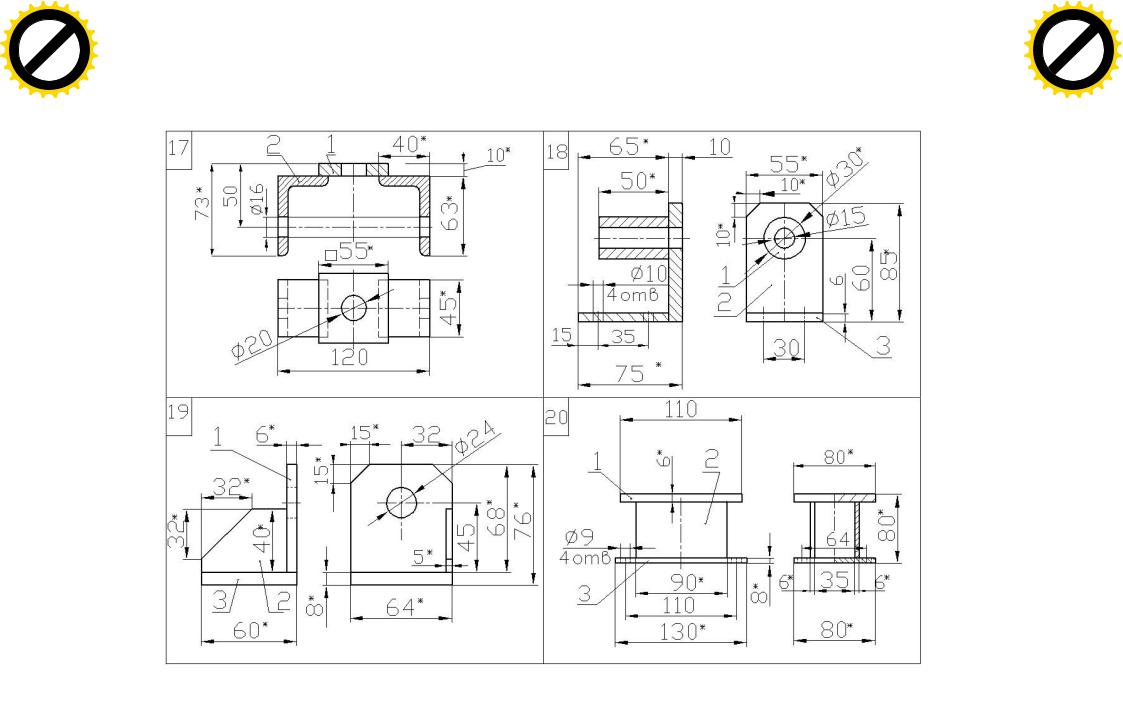
Задание 17. Скоба Детали: 1 – Лист. 2 – Уголок.
Сварные швы: нахлесточные двусторонние, без скоса кромок, катет 6 мм. Сварка ручная дуговая. Механически обработаны: отверстия диаметром
20мм и 16 мм.

AB
|
|
|
|
|
F Tran |
sf |
|
|||
|
|
|
|
D |
|
|
|
|||
|
|
Y |
P |
|
|
|
|
or |
e |
|
B |
Y |
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
|
buy |
r |
|||
|
|
|
|
|
|
|
2 |
|||
|
|
|
|
|
|
|
|
0 |
||
|
|
|
|
|
|
|
to |
|
|
. |
|
|
|
|
|
|
here |
|
|
|
|
|
|
|
|
Click |
|
|
|
|
||
w |
|
|
|
|
|
m |
||||
|
|
|
|
|
|
|
||||
|
|
w |
w. |
|
|
|
|
o |
||
|
|
|
|
|
|
|
. |
|
||
|
|
|
|
|
A BBYY |
c |
|
|||
|
|
|
|
|
|
|
||||
|
|
|
|
F Tran |
sf |
|
||
|
|
|
|
D |
|
|
|
|
|
|
|
Y |
P |
|
|
or |
|
|
|
|
|
|
|
|
e |
|
|
B |
Y |
|
|
|
|
|
m |
B |
|
|
|
|
buy |
r |
||
|
|
|
|
|
2 |
|||
|
|
|
|
|
|
0 |
||
A |
|
|
|
|
|
to |
|
. |
|
|
|
|
|
|
|
||
|
|
|
|
|
here |
|
|
|
|
|
|
|
Click |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
w |
|
Задание 18. Цапфа |
w |
|
w. |
A |
|
|
|
Детали: 1 – Втулка. 2 – Стойка. 3 – Лист.
Сварные швы: дет. 1– 2 – угловой односторонний, без скоса кромок, катет шва 6 мм, шов по замкнутому контуру; дет. 2 – 3 - угловой односторонний, с односторонним скосом одной кромки. Сварка ручная дуговая.
Механически обработаны: подошва, отверстие диаметром 15 мм и 10 мм.
B
|
m |
o |
|
.c |
|
BYY |
|
Задание 19. Угольник Детали: 1 – Стойка. 2 – Ребро. 3 – Лист.
Сварные швы: дет. 1– 3 – угловой односторонний, с односторонним скосом одной кромки; дет. 2 – угловой односторонний, без скосов кромок, по незамкнутому контуру. Сварка в среде углекислого .газаМеханически обработаны: подошва, отверстие диаметром 24 мм.
Задание 20. Опора скользящая Детали: 1 – Опора. 2 – Стойка. 3 – Лист.
Сварные швы: тавровые односторонние, без скоса кромок, катет шва 4 мм, цепное расположение l = 20 мм, t = 40 мм. Сварка ручная дуговая. Механически обработаны: подошва, отверстия диаметром 7 мм.
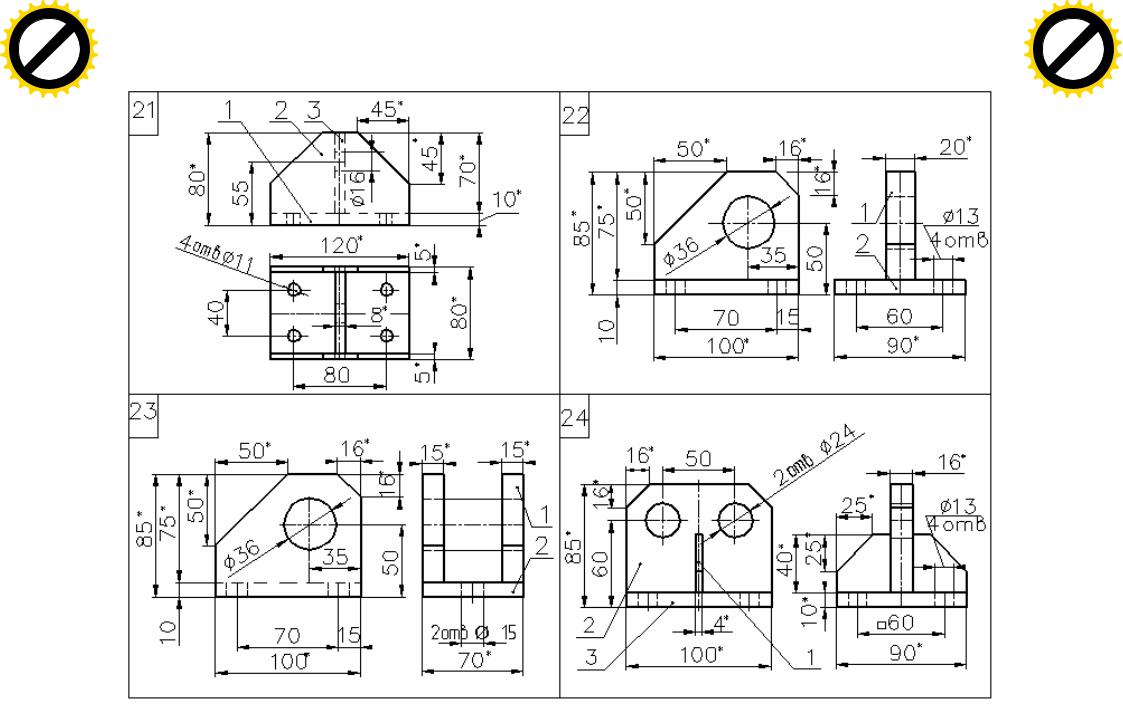
Задание 21. Стойка Детали: 1 – Лист. 2 – Ребро. 3 – Лист.
Сварные швы: дет. 1 – 2 – угловой односторонний, без скосов кромок; дет. 3
– тавровый двусторонний, без скоса кромок, катет 6 мм, шахматное расположение l = 20 мм, t = 40 мм, по незамкнутому контуру. Сварка ручная дуговая. Механически обработаны: отверстия диаметром 16 мм и 11 мм.
Задание 22. Петля |
|
|
||
Детали: 1 – Ухо. 2 – Лист. |
|
|
||
Сварные |
швы: |
тавровый |
двусторонний |
с двусторонним скосом кромок. |
Сварка |
ручная |
дуговая. |
Механически |
обработаны: отверстия диаметром |
36мм и 13 мм.
Задание 23. Проушина Детали: 1 – Ухо. 2 – Лист.
Сварные швы: угловые односторонние, без скосов кромок. Сварка ручная дуговая. Механически обработаны: отверстия диаметром 36 мм и 15 мм.
Задание 24. Стойка Детали: 1 – Ребро. 2 – Стойка. 3 – Лист.
Сварные швы: дет. 2 – 3 – тавровый двусторонний с двусторонним скосом кромок; дет. 1 – тавровый двусторонний, без скоса кромок, катет 3 мм, по незамкнутому контуру. Сварка ручная дуговая. Механически обработаны: подошва, отверстия диаметром 24 мм и 13 мм.

AB
|
|
|
|
|
F Tran |
sf |
|
|||
|
|
|
|
D |
|
|
|
|||
|
|
Y |
P |
|
|
|
|
or |
e |
|
B |
Y |
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
|
buy |
r |
|||
|
|
|
|
|
|
|
2 |
|||
|
|
|
|
|
|
|
|
0 |
||
|
|
|
|
|
|
|
to |
|
|
. |
|
|
|
|
|
|
here |
|
|
|
|
|
|
|
|
Click |
|
|
|
|
||
w |
|
|
|
|
|
m |
||||
|
|
|
|
|
|
|
||||
|
|
w |
w. |
|
|
|
|
o |
||
|
|
|
|
|
|
|
. |
|
||
|
|
|
|
|
A BBYY |
c |
|
|||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
F Tran |
sf |
|
|||
|
|
|
|
|
D |
|
|
|
|||
|
|
|
Y |
P |
|
|
|
|
or |
e |
|
|
B |
Y |
|
|
|
|
|
|
|
m |
|
B |
|
|
|
|
|
|
buy |
r |
|||
|
|
|
|
|
|
|
2 |
||||
|
|
|
|
|
|
|
|
0 |
|||
A |
|
|
|
|
|
|
|
to |
|
|
. |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
here |
|
|
|
|
|
|
|
|
|
Click |
|
|
|
|
||
|
w |
|
|
|
|
|
m |
||||
|
|
|
|
|
|
|
|
||||
|
|
|
w |
w. |
|
|
|
|
o |
||
|
|
|
|
|
|
|
|
. |
|
||
|
|
|
|
|
|
A B BYY |
c |
|
|||
|
|
|
|
|
.задания Индивидуальные .2.6 |
|
|
|
|
||
|
|
|
|
|
изделий сварных сборочных Чертежи |
|
|
|
|
||
AB
|
|
|
F |
|
|
|
D |
|
|
Y |
P |
B |
Y |
|
|
|
|
||
|
|
|
|
|
|
|
Click |
r |
an |
|
T |
||
here |
to |
|
|
||
sf |
|
or |
|
|
m |
|
e |
buy |
r |
0 |
|
|
2 |
|
. |
w |
|
|
|
m |
w |
w. |
|
o |
|
|
. |
|
||
|
|
A BBYY |
c |
|
|
|
|
|
|
AB
|
|
|
F |
|
|
|
D |
|
|
Y |
P |
B |
Y |
|
|
|
|
||
|
|
|
|
|
|
|
Click |
r |
|
T an |
|
here |
to |
|
|
sf |
|
or |
|
|
m |
|
e |
buy |
r |
0 |
|
|
2 |
|
. |
w |
|
|
|
m |
w |
w. |
|
o |
|
|
. |
|
||
|
|
A B BYY |
c |
|
|
|
|
|
|
AB
|
|
|
F |
|
|
|
D |
|
|
Y |
P |
B |
Y |
|
|
|
|
||
|
|
|
|
|
|
|
Click |
r |
an |
|
T |
||
here |
to |
|
|
||
sf |
|
or |
|
|
m |
|
e |
buy |
r |
0 |
|
|
2 |
|
. |
w |
|
|
|
m |
w |
w. |
|
o |
|
|
. |
|
||
|
|
A BBYY |
c |
|
|
|
|
|
|
AB
|
|
|
F |
|
|
|
D |
|
|
Y |
P |
B |
Y |
|
|
|
|
||
|
|
|
|
|
|
|
Click |
r |
|
T an |
|
here |
to |
|
|
sf |
|
or |
|
|
m |
|
e |
buy |
r |
0 |
|
|
2 |
|
. |
w |
|
|
|
m |
w |
w. |
|
o |
|
|
. |
|
||
|
|
A B BYY |
c |
|
|
|
|
|
|
AB
|
|
|
F |
|
|
|
D |
|
|
Y |
P |
B |
Y |
|
|
|
|
||
|
|
|
|
|
|
|
Click |
r |
an |
|
T |
||
here |
to |
|
|
||
sf |
|
or |
|
|
m |
|
e |
buy |
r |
0 |
|
|
2 |
|
. |
w |
|
|
|
m |
w |
w. |
|
o |
|
|
. |
|
||
|
|
A BBYY |
c |
|
|
|
|
|
|
AB
|
|
|
F |
|
|
|
D |
|
|
Y |
P |
B |
Y |
|
|
|
|
||
|
|
|
|
|
|
|
Click |
r |
|
T an |
|
here |
to |
|
|
sf |
|
or |
|
|
m |
|
e |
buy |
r |
0 |
|
|
2 |
|
. |
w |
|
|
|
m |
w |
w. |
|
o |
|
|
. |
|
||
|
|
A B BYY |
c |
|
|
|
|
|
|
AB
|
|
|
F |
|
|
|
D |
|
|
Y |
P |
B |
Y |
|
|
|
|
||
|
|
|
|
|
|
|
Click |
r |
an |
|
T |
||
here |
to |
|
|
||
sf |
|
or |
|
|
m |
|
e |
buy |
r |
0 |
|
|
2 |
|
. |
w |
|
|
|
m |
w |
w. |
|
o |
|
|
. |
|
||
|
|
A BBYY |
c |
|
|
|
|
|
|
AB
|
|
|
F |
|
|
|
D |
|
|
Y |
P |
B |
Y |
|
|
|
|
||
|
|
|
|
|
|
|
Click |
r |
|
T an |
|
here |
to |
|
|
sf |
|
or |
|
|
m |
|
e |
buy |
r |
0 |
|
|
2 |
|
. |
w |
|
|
|
m |
w |
w. |
|
o |
|
|
. |
|
||
|
|
A B BYY |
c |
|
|
|
|
|
|
AB
|
|
|
F |
|
|
|
D |
|
|
Y |
P |
B |
Y |
|
|
|
|
||
|
|
|
|
|
|
|
Click |
r |
an |
|
T |
||
here |
to |
|
|
||
sf |
|
or |
|
|
m |
|
e |
buy |
r |
0 |
|
|
2 |
|
. |
w |
|
|
|
m |
w |
w. |
|
o |
|
|
. |
|
||
|
|
A BBYY |
c |
|
|
|
|
|
|
AB
|
|
|
F |
|
|
|
D |
|
|
Y |
P |
B |
Y |
|
|
|
|
||
|
|
|
|
|
|
|
Click |
r |
|
T an |
|
here |
to |
|
|
sf |
|
or |
|
|
m |
|
e |
buy |
r |
0 |
|
|
2 |
|
. |
w |
|
|
|
m |
w |
w. |
|
o |
|
|
. |
|
||
|
|
A B BYY |
c |
|
|
|
|
|
|