

Сварка 3102
.pdfМинистерство образования и науки Российской Федерации Уральский федеральный университет
имени первого Президента России Б. Н. Ельцина Институт фундаментального образования
А. М. Каузов Т. И. Кириллова
СОЕДИНЕНИЯ НЕРАЗЪЕМНЫЕ
Учебно-методическое пособие Издание второе
Научный редактор доц., канд. техн. наук Н.Х.Понетаева
УрФУ
2012
УДК 744(075.8) ББК 30.11я73
К30
Рецензенты: кафедра подъемно - транспортного оборудования Российского государственного профессионально-педагогического университета (зав. кафедрой проф., д-р техн. наук В.В. Каржавин); старший научный сотрудник Института машиноведения Уральского отделения Российской академии наук доц., канд. техн. наук С.В. Арзамасцев.
Авторы А.М. Каузов, Т.И. Кириллова
Каузов А.М.
К30 Соединения неразъемные: учебное пособие. Изд. второе / А.М. Каузов, Т.И. Кириллова. Екатеринбург: УГТУ – УПИ, 2012. 38 c.
ISBN 978-5-321-01070-9
Учебное пособие содержит теоретический материал для составления и оформления чертежей сварных соединений, варианты заданий, и необходимый справочный материал для выполнения индивидуального задания, теоретический материал по ГОСТ 2.309-72 “Обозначения шероховатости поверхностей”. В учебном пособии содержится теоретический материал по соединениям клепаным, паяным, клееным и сшивным.
Учебное пособие предназначено для студентов всех специальностей всех форм обучения, изучающих курс «Инженерная графика».
Библиогр.: 7 назв. Табл. 4. Рис. 16. Прил. 4.
|
УДК 744(075.8) |
|
ББК 30.11я73 |
ISBN 978-5-321-01070-9 |
© Уральский государственный |
|
технический университет – УПИ, |
|
Каузов А.М., Кириллова Т.И., 2007 |
|
© Уральский федеральный |
|
университет |
|
Каузов А.М., Кириллова Т.И., 2012 |
|
2 |
|
ОГЛАВЛЕНИЕ |
|
ВВЕДЕНИЕ...………………………………………………………………...…….4 |
||
1.СОЕДИНЕНИЯ ВАРНЫЕ...……………………………………………………..4 |
||
1.1. Классификация сварных швов…….……...………………….……………….5 |
||
1.2. |
Прочие особенности сварных швов….……….………….....………………...8 |
|
1.3. Изображение швов сварных соединений…………….…...………………..... |
9 |
|
1.4. Условное обозначение швов сварных соединений...……………..…...........11 |
||
1.5. Нанесение условного обозначения швов сварных соединений.................... |
13 |
|
1.6.Упрощения обозначений швов сварных соединений.………….......………13
1.7.Особенности сборочных чертежей сварных соединений…………..……...14
1.8.Особенности нанесения размеров на сборочных чертежах сварных изделий………….……………………………………………………….….15
1.9.Обозначения шероховатости поверхностей………………………………...15
2.СОЕДИНЕИЯ КЛЕПАНЫЕ.…...……………………………………….……...18
3.СОЕДИНЕНИЯ ПАЯНЫЕ И КЛЕЕВЫЕ…..………………….……………....20 |
|
3.1.Соединения паяные..……..……..……………….….…………................20 |
|
3.2.Соединения клееные….…...………………..……….…………….…...... |
20 |
3.3.Изображение соединений паяных и клееных….…..……………...…....20 |
|
4.СОЕДИНЕНИЯ, ПОЛУЧАЕМЫЕ СШИВАНИЕМ…………..…..................... |
21 |
5. СОЕДИНЕНИЯ, ПОЛУЧАЕМЫЕ ПРИ ПОМОЩИ МЕТАЛЛИЧЕСКИХ |
|
СКОБОК…………………………………………………………………………22 |
|
6.ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ………………...…………….…………….24 |
|
6.1.Описание изделий по вариантам индивидуальных заданий……..…...24
6.2.Индивидуальные задания. Чертежи сборочных сварных изделий…...28 БИБЛИОГРАФИЧЕСКИЙ СПИСОК…………………………………………….34
ПРИЛОЖЕНИЕ 1. Пример выполнения задания (спецификация)…...………..35 ПРИЛОЖЕНИЕ 2. Пример выполнения задания (сборочный чертеж).……….36
ПРИЛОЖЕНИЕ 3. ГОСТ 5264 – 80 “Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры”..…………...37 ПРИЛОЖЕНИЕ 4. ГОСТ 14771 – 76 “Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры…..………………………..…………………………………….................38
3 3
ВВЕДЕНИЕ
Цель учебного пособия – ознакомление с видами неразъемных соединений, усвоение общих правил условного изображения и обозначения элементов соединений, ознакомление с особенностями оформления чертежа конструкций, полученных путем сварки, клепки, пайки, склеивания и сшивания.
Неразъемные соединения – соединения двух или нескольких деталей способом, не допускающим их разъединения без разрушения этих деталей или связывающих их элементов. Например, две детали, соединенные заклепками, можно аккуратно разъединить, высверлив эти заклепки. Однако при этом заклепки превратятся в стружку.
Из приведенного определения следует, что неразъемное соединение представляет собой сборочную единицу, состоящую из двух или нескольких составных частей, поэтому рабочий документ на это изделие есть сборочный чертеж. Общие требования к сборочным чертежам представлены в ГОСТ 2.109-73 «Основные требования к чертежам» (раздел «Чертежи сборочные»), особенности изображения неразъемных соединений – в ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений» и в ГОСТ 2.313-82 «Условные изображения и обозначения неразъемных соединений».
1. СОЕДИНЕНИЯ СВАРНЫЕ
Сварка – процесс получения неразъемного соединения деталей путем установления межатомных связей между свариваемыми частями. Достигается общим или местным нагревом этих частей, или их пластическим деформированием, или совместным действием того и другого.
Наибольшее распространение в технике получила электрическая дуговая сварка, при которой нагрев зоны соединения деталей осуществляется дугой непрерывного электрического разряда. Кромки соединяемых деталей оплавляются, в получившуюся ванну вносится дополнительно металл постепенно плавящегося электрода либо дополнительно вносимый «присадочный» металл в виде проволоки. После застывания расплава образуется прочный шов.
Простота и относительная дешевизна такого процесса предопределила его широкое распространение. Сварка используется для изготовления металлических конструкций на месте их использования без последующей механической обработки (ограждения проезжей части дорог, металлоконструкции спортивных и детских площадок, строительные конструкции и пр.) и для получения сложных заготовок под последующую механическую обработку в машиностроительных производствах. Сварные швы классифицируют по ряду признаков.
4
1.1. Классификация сварных швов
1. По виду сварки
Электрическая дуговая сварка имеет несколько разновидностей (ручная, в среде защитных газов, под флюсом и др.): существуют бездуговые виды сварок (контактная, электрошлаковая и др.) и неэлектрические виды сварки (газовая, взрывом и др.). Конструктивные особенности швов для каждого из этих видов сварки устанавливаются отдельным стандартом, общее количество которых более 20. В настоящей работе будут использованы только два наиболее широко распространенных вида сварных соединений, представленных следующими стандартами:
ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»;
ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры».
2.По способу сварки
Многие виды сварки предполагают выполнение шва разными способами, каждый из которых имеет стандартизованное буквенное обозначение. Например, ГОСТ 14771-76 предполагает следующие способы сварки:
в инертных газах неплавящимся электродом без присадочного металла (обозначается – ИН);
в инертных газах неплавящимся электродом с присадочным металлом
(ИНп);
в инертных газах плавящимся электродом (ИП);
в углекислом газе плавящимся электродом (УП).
Под инертным газом понимается преимущественно аргон.
ГОСТ 5264-80 предусматривает только один способ сварки – ручную сварку плавящимся электродом с покрытием.
3. По типу швов
Тип шва определяется взаимным расположением свариваемых деталей и имеет буквенное обозначение:
стыковое – |
С (рис. 1); |
|
угловое |
– |
У (рис. 2); |
тавровое |
– |
Т (рис. 3); |
внахлестку – Н (рис. 4).
4. По виду подготовки кромок свариваемых деталей
Применяется для качественного проплавления всего сечения стыка деталей и имеет цифровое обозначение (рис. 2):
без скоса кромок (при толщинах соединяемых деталей 2 – 20 мм, рис. 1,
б; 2, а; 3 и 4);
со скосом одной кромки (при толщинах деталей 4 – 60 мм, рис. 2, б);
со скосом двух кромок (при толщинах деталей 8 – 120 мм, рис. 1, а);
с отбортовкой (при толщинах деталей 1 – 4 мм, рис. 1, в).
5
б
а
в
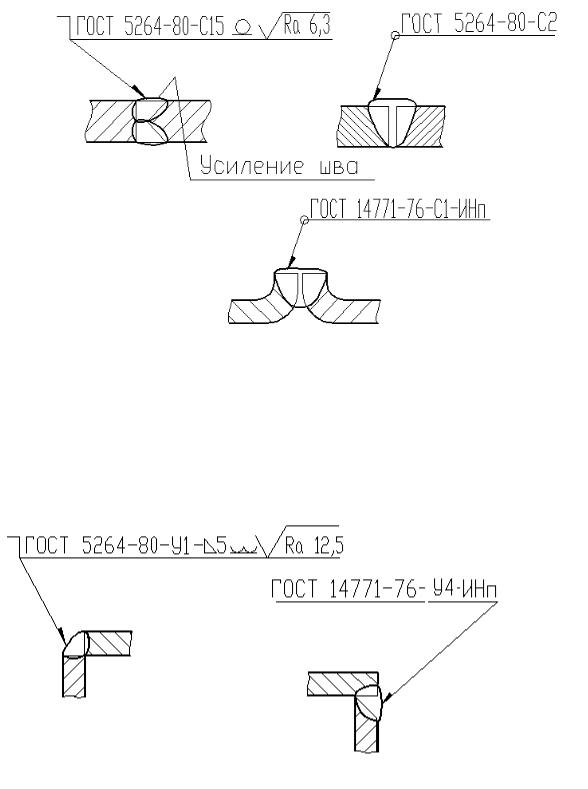
Рис. 1. Стыковые швы:
а – монтажный со скосом двух кромок на одной из свариваемых деталей, усиление шва снято с лицевой стороны стороны шва с шероховатостью поверхности Ra6.3, сварка ручная дуговая;
б – по замкнутому контуру, без подготовки кромок, сварка ручная дуговая;
в– по замкнутому контуру, с отбортовкой двух кромок, сварка в среде инертных газов неплавящимся электродом с присадочным материалом
а |
б |
|
Рис. 2. Швы угловые:
а– без подготовки кромок свариваемых деталей, катет шва 5 мм, наплывы и неровности шва обработаны с шероховатостью Ra12.5 с плавным переходом к основному металлу, сварка ручная дуговая;
б– с односторонним скосом кромки одной из свариваемых деталей, сварка в среде инертных газов неплавящимся электродом с присадочным металлом
6
a |
б |
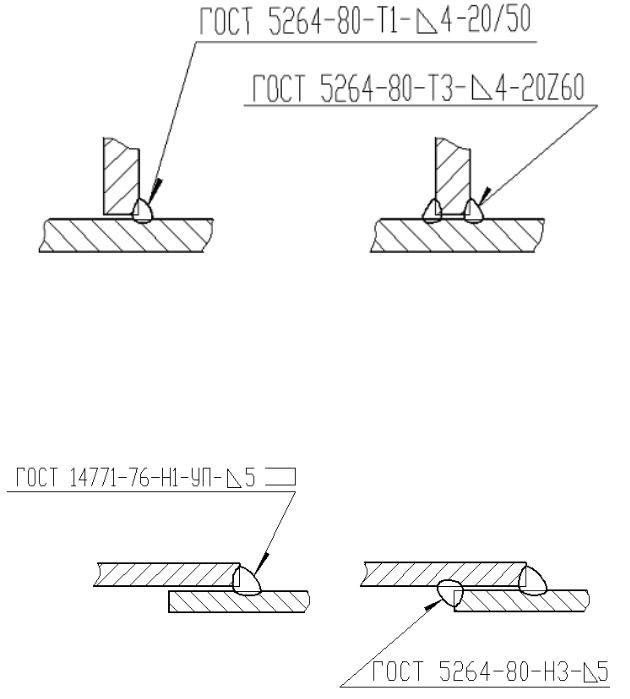
Рис. 3. Тавровые швы:
а– односторонний без подготовки кромок, прерывистый цепной, длина проваренного участка 20 мм, шаг 50 мм, катет шва 4 мм, сварка ручная дуговая;
б – двусторонний без подготовки кромок, прерывистый с шахматным расположением, длина проваренного участка 20 мм, шаг 60 мм, катет шва 4 мм, сварка ручная дуговая
б
a
Рис. 4. Нахлесточные швы:
а – односторонний без подготовки кромок, выполняется по незамкнутому контуру, катет шва 5 мм, сварка в среде углекислого газа плавящимся электродом;
б – двусторонний без подготовки кромок, катет шва 5 мм, сварка ручная дуговая
Для каждого типа сварного шва размеры и конфигурация скосов и отбортовки не произвольны, а устанавливаются стандартом.
Сочетание типа шва с видом подготовки кромок свариваемых деталей дает более 50 вариантов (ГОСТ 5264-80), причем буквенно-цифровое обозначение этих вариантов исполнения шва имеет несквозную нумерацию (т.е. перечень открыт для пополнения), поэтому даже опытные конструкторы при проектировании предпочитают иметь стандарты на сварку под рукой.
7
5. По характеру выполненного шва
Характер выполнения шва:
односторонний – шов расположен с одной стороны изделия;
двусторонний – шов расположен с двух сторон изделия (рис. 1, а; 3, б; 4, б).
6. По протяженности (рис. 3)
По протяженности сварные швы бывают:
cплошные (непрерывные);
прерывистые:
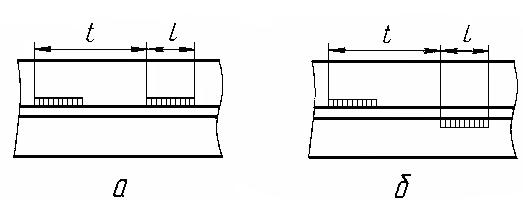
-цепные, когда проваренные участки шва последовательно чередуются с непроваренным стыком деталей (рис. 5, а);
-шахматные, когда проваренные участки шва чередуются с одной и с другой стороны стыка деталей поочередно. Такое расположение проваренных участков применимо только для двусторонних швов (рис. 5, б);
-точечные. Указанные типы швов используются в контактной сварке и в точечных сварных швах, выполненных дуговой сваркой (т.н. «электрозаклепки»).
a |
|
б |
|
|
|
Рис. 5. Прерывистые швы: а – цепной; б –шахматный;
l – длина проваренного участка; t – шаг
1.2. Прочие особенности сварных швов
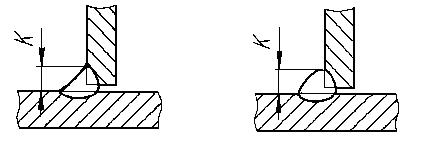
Сварной шов определяется размерами сечения, от которых зависит прочность сварного соединения. Размер сечения шва – это величина катета шва, выраженная в миллиметрах. За величину катета шва принимают катет равнобедренного прямоугольного треугольника условно вписанного в поперечное сечение шва (рис. 6). Размер катета шва назначается конструктором и входит в обозначение шва, по технологическим соображениям катет шва не принимается больше, чем толщина более тонкой из свариваемых деталей (см. рис. 4, а).
В случае применения шва с предварительным скосом кромок соединяемых деталей (т.н. швы «с разделкой») размер поперечного сечения шва определяется величиной скоса (расплавленный металл должен заполнить разделку), а размеры скоса назначаются стандартом в зависимости от
8
толщины детали. Таким образом, при обозначении швов со скосом кромок, конструктор не назначает размеров сечения разделочных швов, что отражается в их обозначении (см. рис. 4, б).
a |
|
б |
|
|
|
Рис. 6. Определение размера сварного шва с мениском: а – вогнутым; б – выпуклым
Сварные швы могут подвергаться механической обработке двух видов.
1.Снятие усиления. Усилением называется выпуклый мениск поперечного сечения шва (рис. 6, б). Применяется в основном для стыковых швов без отбортовки. В остальных видах швов используется крайне редко. Цель – придание изделию эстетических качеств. В том случае, когда усиление шва снимается механически (резанием), качество обработанной поверхности задается конструктором в единицах шероховатости, установленных стандартом. Условные обозначения механической обработки сварного шва представлены в табл. 1.
2.Обработка наплывов и неровностей шва с плавным переходом к основному металлу. Цель – придание изделию эстетических качеств. Выполняется чаще всего ручным инструментом (электрической или пневматической шлифовальной машинкой). Может быть исполнено столь тщательно, что после шпатлевания и окраски сварной шов визуально не обнаруживается. Шероховатость обработки задается конструктором.
1.3.Изображение швов сварных соединений
Независимо от способа сварки сварной шов условно изображают:
видимый – сплошной основной линией, толщиной S (рис. 7, а);
невидимый – штриховой линией, толщиной 0,5S (рис. 7, б).
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+», который выполняют сплошными основными линиями (рис. 7, д). Невидимые одиночные сварные точки не изображают.
К изображению шва (предпочтительно видимого) или одиночной точки проводят линию-выноску, которая заканчивается односторонней стрелкой. Условное обозначение шва сварного соединения наносят на полке линиивыноски (рис. 7).
9
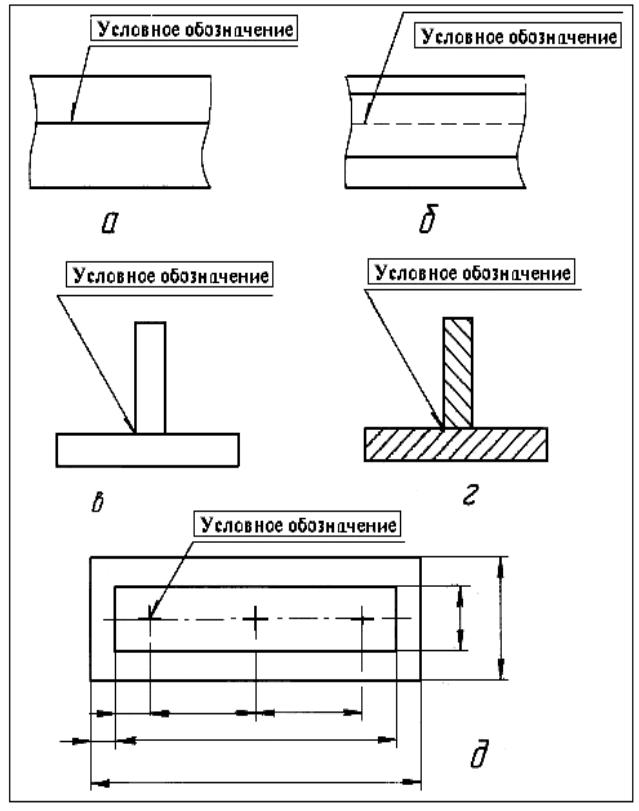
Рис. 7. Изображение сварных швов
10