

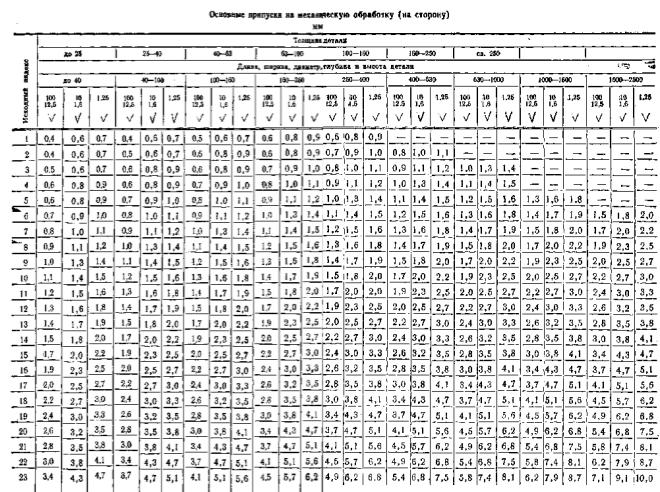
Таблица П.20. Основные припуски на механическую обработку
Таблица П.21. Штамповочные уклоны.
Н1,2,3 |
Обычные |
Двойные |
||
b1,2 |
|
|
|
|
|
|
|
|
|
или |
Наружные |
Внутренние |
Основные |
Входные |
|
|
|
|
|
h1,2,3 |
|
|
|
|
град. |
град. |
град. |
град. |
|
До 0.5 |
3 |
5 |
3 |
7 |
0.5-1.0 |
5 |
7 |
3 |
7 |
1.0-2.5 |
7 |
10 |
3 |
7 |
2.5-4.0 |
7 |
10 |
3 |
7 |
4.0-5.5 |
7 |
12 |
5 |
10 |
Св. 5.5 |
10 |
12 |
5 |
12 |
55
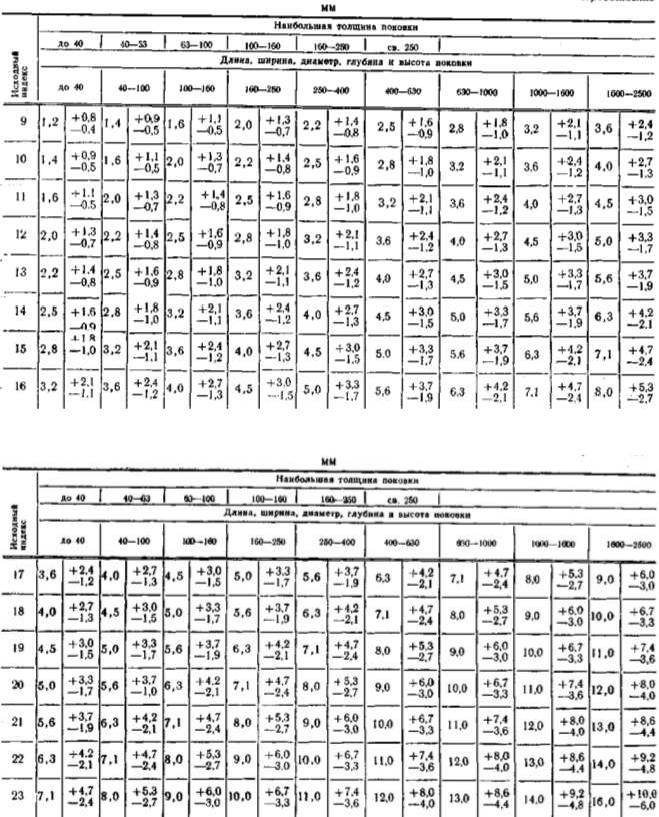
Таблица П.22. Допуски и допускаемые отклонения линейных размеров поковки.
Продолжение табл.П.22.
56
Таблица П.23. Минимальная величина радиусов закруглений.
Масса поковки, кг |
Минимальная величина радиусов закруглений, мм, при глубине полости |
|||||||
|
|
|
|
|
ручья штампа, мм |
|
|
|
|
|
|
|
|
до 10 включ. |
10-25 |
25-50 |
50 |
До 1,0 включ. |
|
1,0 |
1,6 |
2,0 |
3,0 |
|||
Св. 1,0 " 6,3 " |
1,6 |
2,0 |
2,5 |
3,6 |
||||
" |
6,3 |
" |
16,0 |
" |
2,0 |
2,5 |
3,0 |
4,0 |
" |
16,0 |
" |
40,0 |
" |
2,5 |
3,0 |
4,0 |
5,0 |
" |
40,0 |
" |
100,0 |
" |
3,0 |
4,0 |
5,0 |
7,0 |
" 100,0 |
" |
250,0 |
" |
4,0 |
5,0 |
6,0 |
8,0 |
|
Таблица П.24. Допуски радиусов закруглений.
Радиус закругления |
Допуск радиусов закруглений для классов точности мм. |
|
|||||
|
|
|
Т1 |
Т2 |
Т3 |
Т4 |
Т5 |
До 4 включ. |
0,5 |
0,5 |
0,5 |
1 |
2 |
||
Св. 4 " 6 " |
0,5 |
0,5 |
1 |
2 |
3 |
||
" 6 |
" 16 |
" |
1 |
1 |
2 |
3 |
5 |
" 16 |
" 25 |
" |
1 |
2 |
3 |
5 |
8 |
" 25 |
" 40 |
" |
2 |
3 |
8 |
12 |
20 |
" 40 |
" 60 |
" |
5 |
8 |
12 |
20 |
30 |
" 60 |
" 100 |
" |
8 |
12 |
20 |
30 |
50 |
Таблица П.25. Радиусы для отливок из цветных сплавов.
|
|
|
|
|
(к рис.2.7) мм. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Высота |
|
|
Сплавы |
|
|
|
|
Толщина |
|
|
|
|
|
|
|
|
|
|
|||
ребра |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
полотна |
|
|
или |
|
|
Mg-e |
|
|
|
|
|
||
R |
Al-e |
|
|
|
R2 |
R3 |
R4 |
или |
R5 |
|
|
|
|
||||||||
глубина |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
глубина |
|
|
полости |
|
|
МА3 |
|
МА5 |
|
|
|
|
|
|
|
|
|
|
|
полости |
|
|||
h,мм |
|
Cu-e |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
До 5 |
3 |
|
|
|
|
|
|
|
До 5 |
2 |
5..10 |
4 |
1.5 |
2 |
|
|
2 |
5 |
3 |
5..10 |
|
|
|
|
|
|
|
|
||||
10..16 |
5 |
2 |
|
|
3,5 |
3 |
8 |
4 |
10..16 |
2,5 |
|
|
|
||||||||
16..25 |
8 |
2,5 |
2,5 |
|
|
4 |
10 |
5 |
16..25 |
3 |
25..35 |
10 |
3 |
3 |
|
4 |
5 |
12,5 |
6 |
25..35 |
4 |
35..50 |
12,5 |
4 |
4 |
|
5 |
6 |
15 |
8 |
35..50 |
5 |
50..71 |
15 |
3 |
3 |
|
6 |
8 |
20 |
10 |
50..71 |
7 |
71..100 |
20 |
- |
- |
|
- |
10 |
25 |
12 |
71..100 |
10 |
57
Таблица П.26. Размеры заусенечной канавки
№ п/п |
h3, мм |
h1, мм |
B, мм |
B1, мм |
Площадь |
сечения |
|
|
|
|
|
канавки, см2 |
|
1 |
0,6 |
3 |
5 |
11 |
0,52 |
|
2 |
1 |
3 |
7 |
22 |
0,80 |
|
3 |
2 |
4 |
9 |
25 |
1,36 |
|
4 |
4 |
6 |
11 |
30 |
2,60 |
|
5 |
8 |
8 |
13 |
35 |
4,35 |
|
6 |
10 |
12 |
15 |
40 |
7,68 |
|
Таблица П.27. Толщина перемычек в выемках
(к рис 2.11.,г) мм
D |
До 50 |
50-80 |
80-120 |
120-160 |
160-200 |
|
|
|
|
|
|
а |
4 |
6 |
8 |
10 |
12 |
|
|
|
|
|
|
Таблица П.28. Радиусы сопряжения r и углы наклона перемычек в
выемках
|
|
|
|
(к рис. 2.11г) |
r (мм) (град) |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Глубина |
D, мм |
|
|
|
|
|
|
|
|
|
|
|
|
выемки, |
До 50 |
|
50-80 |
|
|
80-120 |
|
120-160 |
160-200 |
||||
мм |
r |
|
|
r |
|
|
r |
|
|
r |
|
r |
|
До 15 |
6 |
|
|
8 |
1 |
|
10 |
|
1 |
12 |
1 |
15 |
1 |
15..30 |
8 |
|
|
10 |
2 |
|
12 |
|
2 |
15 |
1 |
20 |
1 |
30..50 |
10 |
|
|
12 |
2 |
|
15 |
|
2 |
20 |
2 |
25 |
2 |
50..80 |
|
|
|
15 |
2 |
|
20 |
|
3 |
25 |
2 |
30 |
2 |
80..120 |
- |
|
|
- |
- |
|
25 |
|
3 |
30 |
3 |
35 |
3 |
120..160 |
|
|
|
|
|
|
- |
|
- |
35 |
3 |
40 |
3 |
58