

Лазерная сварка
Лазерная
сварка —
процесс, при котором свариваемые
материалы нагреваются до температуры
плавления с помощью сфокусированного
лазерного излучения.
Лазерное
излучение —
электромагнитное излучение в основном
оптического диапазона, создаваемое лазером.
От излучения других источников света
отличается высокой когерентностью,
малой угловой расходимостью, высокой
яркостью. Такие свойства излучения дают
возможность получить в фокусе линзы
высокую плотностью энергии порядка
108 Вт/см2.
Для
целей сварки используются
твердотельные лазеры,
работающие на алюмоиттриевом гранате,
активированном Nd, работающие как в
импульсном, так и в непрерывном режиме.
Длина волны излучения этих лазеров
составляет 1,06мкм, что позволяет для
фокусировки использовать обычную
стеклянную оптику. Мощность излучения
этих лазеров доходит до 1кВт.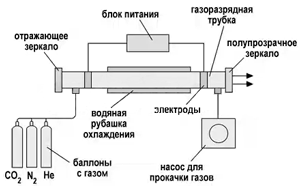 Источником
накачки такого лазеров служит газоразрядная
лампа. К. п. д. этого лазера 4 —
5%.
Широкое
применение также получилигазовые
СО2-лазеры.
Эти лазеры работают в основном в
непрерывном режиме. Применение получили
лазеры с продольной прокачкой, мощность
излучения которых составляет несколько
кВт и лазеры с поперечной прокачкой,
мощность излучения которых 20кВт и
выше.
Источником
накачки такого лазеров служит газоразрядная
лампа. К. п. д. этого лазера 4 —
5%.
Широкое
применение также получилигазовые
СО2-лазеры.
Эти лазеры работают в основном в
непрерывном режиме. Применение получили
лазеры с продольной прокачкой, мощность
излучения которых составляет несколько
кВт и лазеры с поперечной прокачкой,
мощность излучения которых 20кВт и
выше.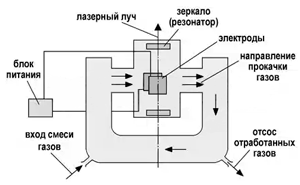 Длина
волны излучения лежит в ближней
инфракрасной области и составляет
10,6мкм. Для фокусировки излучения с такой
длиной волны используются кристаллы
из NaCl (поваренная соль), GaAs, Ge. Для накачки
этих лазеров используется газовый
разряд. К. п. д. составляет 10%.
Высокая
плотность энергии лазерного излучения
и высокие скорости нагрева в процессе
сварки обуславливает небольшие объемы
расплавленного металла в зоне сварного
шва. Благодаря этому процесс лазерной
сварки характеризуется небольшой зоной
термического влияния, минимальные
деформации в околошовной зоне, высокую
конструкционную и технологическую
прочность в сварных соединениях.
Длина
волны излучения лежит в ближней
инфракрасной области и составляет
10,6мкм. Для фокусировки излучения с такой
длиной волны используются кристаллы
из NaCl (поваренная соль), GaAs, Ge. Для накачки
этих лазеров используется газовый
разряд. К. п. д. составляет 10%.
Высокая
плотность энергии лазерного излучения
и высокие скорости нагрева в процессе
сварки обуславливает небольшие объемы
расплавленного металла в зоне сварного
шва. Благодаря этому процесс лазерной
сварки характеризуется небольшой зоной
термического влияния, минимальные
деформации в околошовной зоне, высокую
конструкционную и технологическую
прочность в сварных соединениях.
Электронно-лучевая сварка
Сущность процесса состоит в использовании кинетической энергии потока электронов, движущихся с высокими скоростями в вакууме. Для уменьшения потери кинетической энергии электронов за счет соударения с молекулами газов воздуха, а также для химической и тепловой защиты катода в электронной пушке создают вакуум порядка 10-4... 10-6 мм рт. ст.
Техника сварки
При сварке электронным лучом проплавление имеет форму конуса (рисунок 1). Плавление металла происходит на передней стенке кратера, а расплавляемый металл перемещается по боковым стенкам к задней стенке, где он и кристаллизуется.
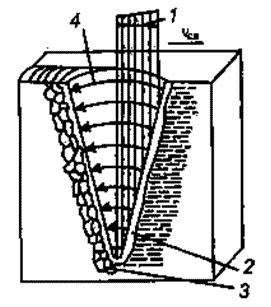
1 - электронный луч; 2 - передняя стенка кратера; 3 - зона кристаллизации; 4 - путь движения жидкого металла
Рисунок 1. Схема переноса жидкого металла при электронно-лучевой сварке
Проплавление при электронно-лучевой сварке обусловлено в основном давлением потока электронов, характером выделения теплоты в объеме твердого металла и реактивным давлением испаряющегося металла, вторичных и тепловых электронов и излучением. Возможна сварка непрерывным электронным лучом. Однако при сварке легкоиспаряющихся металлов (алюминия, магния и др.) эффективность электронного потока и количество выделяющейся в изделии теплоты уменьшаются вследствие потери энергии на ионизацию паров металлов. В этом случае целесообразно сварку вести импульсным электронным лучом с большой плотностью энергии и частотой импульсов 100 ... 500 Гц. В результате повышается глубина проплавления. При правильной установке соотношения времени паузы и импульса можно сваривать очень тонкие листы. Благодаря теплоотводу во время пауз уменьшается протяженность зоны термического влияния. Однако при этом возможно образование подрезов, которые могут быть устранены сваркой колеблющимся или расфокусированным лучом.