

Допуски калибров
Допуски гладких калибров для размеров до 500 мм установлены по ГОСТ 24853-81 (СТ СЭВ 157275) (табл. 9).
Стандарт распространяется на калибры для отверстий (внутренних размеров) и валов (наружных размеров) с допусками по 5-у и 17-у квалитетам по СТ СЭВ 145-88, а также на контрольные калибры, предназначенные для контроля калибров-скоб. Калибры по СТ СЭВ 157-75 рекомендуется применять также для контроля отверстий и валов, допуски которых отличаются от установленных в СТ СЭВ 145-88, но лежат в диапазоне значений по 6 - 17 квалитетам. При этом допуски калибров следует определять по квалитету, допуск которого является ближайшим к нестандартному допуску изделия.
На (рис. 6а) показана схема расположения полей допусков калибра-скобы для контроля валов с диаметром d <= 180 мм.
На (рис. 6б) показана схема расположения полей допусков калибра-пробки для контроля отверстий с диаметром d <= 180 мм.
Условные обозначения, принятые в области теории калибров.
Н - допуск калибров-пробок, для контроля отверстий;
Н1- допуск калибров-скоб, для контроля валов;
Поля допусков калибров «НЕ» расположены симметрично относительно их номинального размера. Поля допусков калибров «ПР» расположены внутри поля допуска контролируемого изделия. Их положение определяют координаты – «Z»:
Z – координата середины поля допуска проходной стороны калибра-пробки;
Z1 – координата середины поля допуска проходной стороны калибра-скобы.
Калибры «ПР» как у пробки, так и скобы в процессе эксплуатации изнашиваются, поэтому для них предусмотрена граница износа, по достижении которой калибр должен изыматься из применения. Граница износа располагается от проходного предела отверстия на расстоянии «Y», а от проходного предела вала – на расстоянии «Y1».
Для калибров 9 – 17 квалитетов номинальных размеров до 180 мм предел износа совпадает с проходными пределами отверстия и вала, поэтому Y = Y1 = 0.
Исполнительные размеры гладких калибров
Исполнительные размеры гладких калибров рассчитывают по формулам или принимают по ГОСТ 21401-75 без расчетов.
Исполнительным размером называется размер калибра, проставленный на чертеже.
Для калибров-колец и калибров-скоб исполнительный размер наименьший размер с нижним отклонением равным нулю, и верхним отклонением со знаком плюс, численно равным допуску «Н1» калибра.
Исполнительный размер калибров-пробок – это их наибольший размер с верхним отклонением равным нулю, и нижним отклонением со знаком минус, численно равным допуску «Н» калибра.
Предельные отклонения назначают «в тело» калибра, что гарантирует с большей вероятностью изготовление годных калибров.
Ниже приводятся формулы для расчета исполнительных размеров гладких калибров.
1) Для калибров-пробок: ПРmax = Dmin + Z + (H/2);
НЕmax = Dmax + (H/2);
ПРизн. = Dmin – Y.
2) Для калибров-скоб: ПРmin = dmax – Z1 – (H1/2);
HEmin = dmin – (H1/2);
ПРизн. = dmin + Y1.
Рис.
4 Эскиз калибра-скобы.
корпус (скоба)
калибра
вставки
неподвижные;
вставки
подвижные (регулируемые)
;
4 винты стопорные;
5
- теплоизолирующая
пластина;
ПР
- проходная сторона калибра;
НЕ
- непроходная сторона калибра.
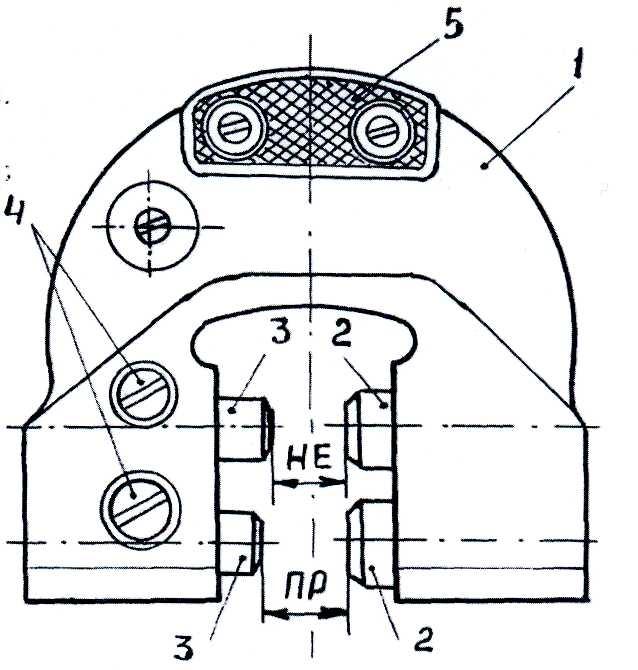
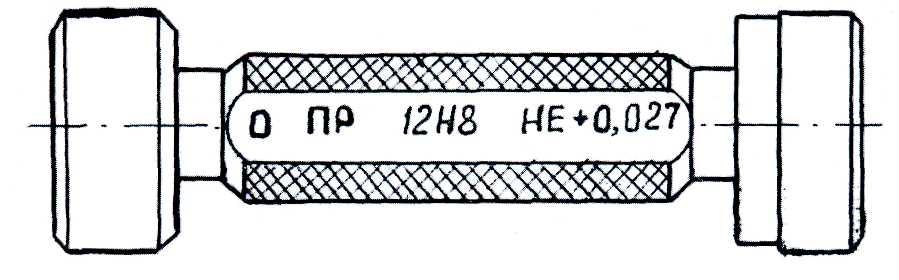
Рис. 5 Эскиз калибра-пробки.
ПР - проходная сторона калибра; НЕ - непроходная сторона калибра; 12 Н8 - условное обозначение отверстия, для контроля которого изготовлена пробка; "О" -нижнее предельное отклонение размера отверстия; "+0,027" - верхнее предельное отклонение размера отверстия.
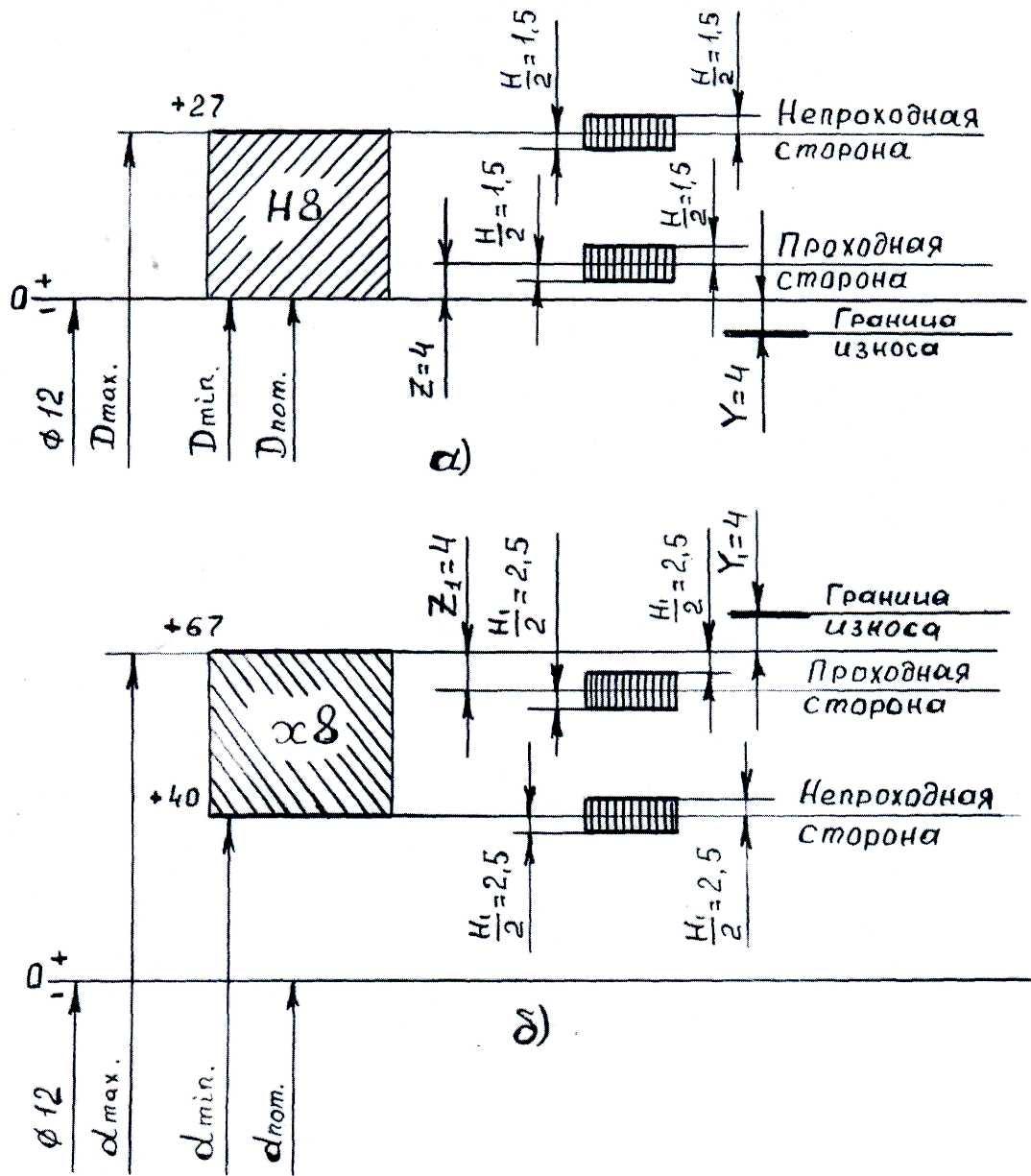 Рис.
6 Геометрические схемы расположе-ния
полей допусков калибров для контроля.
Рис.
6 Геометрические схемы расположе-ния
полей допусков калибров для контроля.
(+0,0274) (+0,067)
а) отверстия 12 Н8 0 б) вала 12 х8 +0,040
Н, Н1 - соответственно допуски калибра-пробки и калибра-скобы;
Z, Z1 - соответственно координата середины поля допуска калибра-пробки и калибра скобы;Y, Y1 - соответственно граница износа проходной стороны калибра- пробки и калибра-скобы.