

anisimova-elev
.pdfПринимаем к установке две машины марки А1-ДЗС.
Общую производительность сепараторов для очистки зерна SQc рассчитываем по формуле (1.32)
SQс |
|
0,04 |
æ |
44000 |
ö |
|
|
= |
|
×ç |
|
÷ |
= 81,5 » 82 т/ч, |
||
30 |
0,72 |
||||||
|
|
è |
ø |
|
здесь Kко = 0,72 в соответствии с таблицей 1.21.
Затем по формуле (1.33) находим необходимое число сепараторов Nc1
Nc1 = 10082 = 0,82 » 1 шт.
Принимаем к установке один сепаратор А1-БИС-100. Необходимое число триеров Пт определяем по формуле (1.37)
Пт = 0,00036 × 44000 ×10 = 0,9 » 1 шт. 30 × 6
Принимаем к установке один триер марки А9-УТ-2О-6 (возможна установка блока триеров А9-УТ-2К-6 и А9-УТ-2О-6).
1.7.4.5 Сушка зерна
Годовой объем сушки зерна, поступающего от хлебосдатчиков, Ac рассчитываем по формуле (1.39)
Ac = 0,8 × 44000 ×1,1×1,0 ×1,00 = 38720 пл.т,
здесь величину коэффициента Kв определяли по таблице 1.22, учитывая, что на предприятие в соответствии с заданием поступает 90 % влажного и сырого зерна; Kнср = 1,0
– в соответствии с формулой (1.40) и Kкс ср = 1,00 – в соответствии с формулой(1.41) и
таблицей 1.23.
Число партий влажного и сырого зерна, требующего сушки, в соответствии с таблицей 1.24 составляет семь. Величину партий зерна определяем по таблице 1.9:
Ac1 = 38720 × 0,445 = 17230 пл. т; Ac2 = 38720 × 0,240 = 9293 пл. т; Ac3 = 38720 × 0,145 = 5614 пл. т; Ac4 = 38720 × 0,080 = 3098 пл.т; Ac5 = 38720 × 0,045 = 1742 пл.т; Ac6 = 38720 × 0,025 = 968 пл.т; Ac7 = 38720 × 0,020 = 775 пл.т;
По наименьшей величине партии зерна в соответствии с таблицей 1.25 определяем производительность первой сушилки Qзсп1 = 10 пл. т/ч. Как видно из таблицы 1.26
эта сушилка может просушить три партии зерна за 30 суток в количестве 3900 пл. т, а нам необходимо просушить 3485 пл. т. Затем две партии направляем на вторую сушилку Qзсп2 = 25 пл. т/ч, которая просушит 14500 пл. т (при потребности 8712 пл. т). Находим оставшееся количество зерна
71

38720 – 3900 – 14500 = 20320 пл. т.
Это зерно (состоит из двух партий) направляем на третью зерносушилку производительностью Qзсп3 = 50 пл. т/ч. Третья сушилка в соответствии с таблицей 1.26 про-
сушит за 30 суток 31400 пл. т зерна. Таким образом, имеем:
-одну зерносушилку производительностью 10 пл. т/ч;
-одну зерносушилку производительностью 25 пл. т/ч;
-одну зерносушилку производительностью 50 пл. т/ч.
Выбранные зерносушилки смогут просушить за 30 суток 49800 пл. т зерна, что полностью перекрывает величину годового объема сушки.
1.7.4.6 Обработка отходов
Количество отходов, выделяемых в сутки при предварительной очистке зерна, G1 находим по формуле (1.47)
G1 = 0,008×1,5 × 44000 = 17,6 т/сут, 30
при этом C1 = 1,5 %.
Количество отходов, выделяемых в сутки на газорециркуляционных сушилках, G2 рассчитываем по формуле (1.48)
G2 = 0,00008× 44000 ×90 × 2,65 = 27,8 т/сут, 30
при этом ρ = 90 % (в соответствии с заданием на проектирование);
С2 = 0,3× (10,25 -1,5) = 2,63 %, здесь O = Oср взв .
Количество отходов, выделяемых в сутки при очистке зерна на сепараторах, G3 определяем по формуле (1.49)
G3 |
æ |
1173×10,25 |
|
|
ö |
|
т/сут, |
||
= 0,5 ×ç |
|
|
-17,6 |
- |
27,8÷ |
= 37,4 |
|||
100 |
|||||||||
|
è |
|
|
ø |
|
|
|||
при этом величину Aа / т |
нашли по формуле (1.50). |
|
|
|
|||||
оч
По формуле (1.52) находим число сепараторов для обработки различных фракций отходов:
- схода с сортировочного сита и аспирационных относов (тяжелых)
Nс отх1 |
= 0,00045 × |
37,4 × 42 |
= 0,3 » 1 шт.; |
||
6 × 0,4 |
|||||
- прохода подсевного сита |
|
||||
|
37,4 ×55 |
|
|||
Nс отх2 |
= 0,00045× |
= 0,4 » 1 шт., |
|||
6 × 0,4 |
|||||
|
|
|
|||
при этом выход фракций ψ находили по таблице 1.31, паспортную производительность
сепаратора приняли 6 т/ч.
Выбираем два сепаратора (по одному для каждой фракции отходов) производительностью 6 т/ч, например, А1-БМС-6.
72
1.7.4.7 Определение необходимого числа основных норий
Предлагаем два варианта расчета основных норий элеватора.
В первом варианте принимаем, что приемка зерна с автомобильного транспорта и отгрузка его на железнодорожный транспорт ведутся через накопительные бункера. В этом случае все операции, выполняемые основными нориями элеватора, следует отнести к внутренним.
Необходимое число основных норий определяем из условия выполнения в сутки максимальной работы следующих операций:
а) подача зерна из накопительных бункеров, принимающих зерно с автотранспорта, в надсушильные бункера и силосы для хранения (совмещаем операции 1 и 15 в соответствии с примечанием 2 таблицы 1.33); при этом величина a15 в соответствии с
формулой (1.64) составит
a15 = 1877 т/сут;
б) подача зерна, поступающего автотранспортом, в бункера надсепараторные (операция 2 в соответствии с таблицей 1.33); при этом величину a2 находим по форму-
ле (1.57)
= 0,8 × 44000 =
a2 30 1173 т/сут;
в) транспортирование зерна из подсушильных бункеров (операция 7 в соответствии с таблицей 1.33); величину a7 определяем по формуле (1.56)
= 0,008× 44000 ×90 =
a7 30 1056 т/сут,
здесь α = 90 % в соответствии с заданием на проектирование; г) транспортирование зерна из подсепараторных бункеров (операция 8 в соответ-
ствии с таблицей 1.33); величину a8 находим по формуле (1.61)
a8 = 1173 т/сут;
д) наполнение накопительных бункеров для зерна, отгружаемого в железнодорожные вагоны (операция 13 в соответствии с таблицей 1.33); величину a13 определя-
ем по формуле (1.62), учитывая положения, принятые в 1.7.4.3, об обработке в сутки максимальной работы железнодорожного маршрута величиной 3000 т,
|
a13 = 3000 т/сут. |
|
||||||||||
Далее осуществляем расчет |
|
|
для |
паспортной производительности норий |
||||||||
Qн = 175 т/ч. |
|
|
|
|
|
|
|
|
|
|
|
|
Необходимое число часов работы норий Нч для каждой из указанных операций |
||||||||||||
рассчитываем по формуле (1.67) |
|
|
|
|
1877 ×1 |
|
|
|||||
Нч1 |
(операции 1,15) = |
|
|
|
= 15,77 ч; |
|||||||
175× |
0,85× 0,8×1 |
|||||||||||
|
|
|
|
|
||||||||
Нч2 |
(операция 2) = |
|
|
1173×1 |
|
= 7,89 ч; |
||||||
175 |
× 0,85×1×1 |
|||||||||||
|
|
|
|
|
||||||||
73

Нч3 |
(операция 7) = |
|
|
1056 ×1 |
|
= 7,10 ч; |
||||||
175 |
× 0,85 |
×1×1 |
|
|||||||||
|
|
|
|
|
|
|||||||
Нч4 |
(операция 8) = |
|
|
1173×1 |
|
= 7,89 ч; |
||||||
175 |
× 0,85 |
×1×1 |
||||||||||
|
|
|
|
|
||||||||
Нч5 |
(операция 13) = |
|
|
3000 ×1 |
|
|
|
= 22,86 ч, |
||||
175× 0,75×1× |
1 |
|||||||||||
|
|
|
|
|
||||||||
здесь Kп1 = 1 (для одноступенчатой |
принципиальной схемы); Kи нашли по |
|||||||||||
таблице 1.18; Kвз – по таблице 1.5 с учетом качества зерна; Kк – по таблице 1.4. Расчетное число норий для одновременного выполнения внутренних операций
Nнр определяем по формуле (1.68)
Nнр |
= |
15,77 + 7,89 + 7,10 + 7,89 + 22,86 |
= 2,56 шт. |
||
|
|
||||
|
|
|
|
24 |
|
Необходимое число норий для одновременного выполнения внутренних опера- |
|||||
ций Nн внутр находим по формуле (1.69) |
|
|
|||
|
Nн внутр = |
2,56 |
= 3,9 » 4 шт., |
|
|
|
|
|
|||
|
0,65 |
|
|
||
здесь Kt = 0,65 в соответствии с таблицей 1.34.
Учитывая, что в рассматриваемом варианте все операции, выполняемые основными нориями, отнесли к внутренним, делаем вывод, что в элеваторе необходимо установить четыре основных нории производительностью 175 т/ч.
Во втором варианте расчета норий принимаем, что приемка зерна с автомобильного транспорта ведется через накопительные бункера, а отгрузка зерна на железнодорожный транспорт осуществляется непосредственно из-под весов или из оперативных бункеров.
В этом случае операция по отгрузке зерна на железнодорожный транспорт относится к внешним и исключается из числа внутренних (см. предыдущий вариант расчета норий). Тогда расчетное число норий для одновременного выполнения внутренних операций Nнр составит
= 15,77 + 7,89 + 7,10 + 7,89 =
Nнр 24 1,61 шт.
Необходимое число норий для одновременного выполнения внутренних операций Nн внутр находим по формуле (1.69)
= 0,651,61 = 2,5 » 3 шт.,
здесь Kt = 0,65 в соответствии с таблицей 1.34.
Число норий для одновременного выполнения внешних операций Nн внеш определяется необходимым числом транспортных потоков по отгрузке на железнодорожный
транспорт. В соответствии с 1.7.4.3 для производительности норий 175 т/ч |
Nпж = 2 |
шт., следовательно, Nн внеш = 2 шт. |
|
74
Общее необходимое число основных норий Nн в соответствии с формулой (1.55) при этом составит
Nн = 3 + 2 = 5 шт.
Таким образом, в первом варианте принципиальной схемы элеватора необходимо установить четыре, во втором варианте – пять основных норий производительностью
175 т/ч.
Результаты расчета показывают, что нории производительностью 175 т/ч обеспечивают выполнение необходимого суточного объема операций и пересчет норий на большую или меньшую производительность не требуется. Соответственно производительность приемных и отпускных потоков, связанных с основными нориями элеватора, также принимаем 175 т/ч.
Остальное оборудование (конвейеры, самотечное, весовое, для обеззараживания и др.), бункера и силосы подбирают и рассчитывают в соответствии с вышеизложенной методикой.
1.8 Применение САПР в технологических расчетах элеваторов
Системы автоматизированного проектирования (САПР) – один из наиболее прогрессивных методов проектирования. Применение САПР повышает эффективность и качество проектных решений, сокращает время на проектирование, снижает трудоемкость проектирования, повышает производительность труда проектировщика.
Существующие САПР условно можно разделить на четыре группы:
-уникальные САПР, создаваемые для решения крупных межотраслевых задач общего назначения;
-универсальные САПР отраслевого назначения, обеспечивающие проектирование всей номенклатуры изделий отрасли или подотрасли;
-специализированные САПР проектной организации, ориентированные на выполнение наиболее массовых проектных работ;
-индивидуальные САПР, предназначенные для выполнения отдельных видов инженерных расчетов проектных работ.
В отрасли хлебопродуктов в настоящее время разрабатываются и эксплуатируются в основном САПР, относящиеся к двум последним группам (специализированные и индивидуальные).
Автоматизация технологических расчетов элеваторов является частной задачей проектирования и относится к индивидуальным САПР.
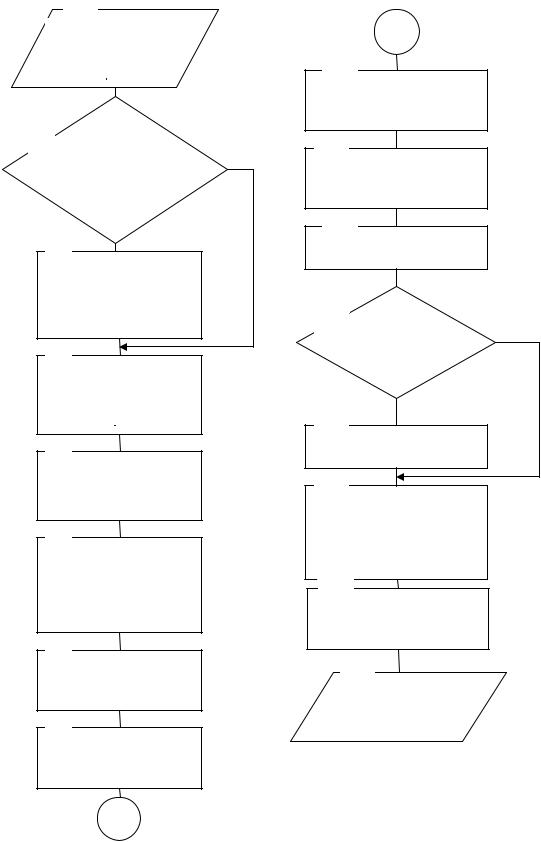
Программу расчета элеваторов на ЭВМ можно представить в виде краткой схемы алгоритма расчета. Причем именно с разработки алгоритма операции, т. е. ее систематизации, начинают создание САПР.
На рисунке 1.8 приведена укрупненная схема алгоритма технологического расчета элеваторов, описанного выше.
75
|
|
1 |
|
|
|
|
|
|
1 |
|
|
|
Ввод исходных |
|
|
|
|
|
|
||||||
данных по за- |
|
9 |
|
|
|
|
|
|||||
|
|
данию |
|
|
|
Расчет |
|
обору- |
||||
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
дования |
для обработки |
||||
2 |
|
|
|
|
|
|
отходов |
|
|
|
|
|
Годовой |
объем |
Да |
10 |
Расчет |
и |
подбор |
||||||
|
операций |
|
по |
|||||||||
|
|
|
|
|||||||||
|
приемке, |
отпу- |
|
транспортного |
|
обору- |
||||||
|
ску задан |
|
|
|
дования |
|
|
|
|
|||
3 |
|
|
|
|
|
|
11 |
Расчет |
и |
подбор |
||
|
Расчет годово- |
весового оборудования |
||||||||||
|
|
|||||||||||
|
|
|
|
|
|
|
|
|||||
го объема приемки и |
|
|
|
|
|
|
||||||
отпуска зерна |
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
12 |
Вместимость |
Да |
|||
4 |
|
|
|
|
|
|
|
элеватора |
|
|||
|
Определение |
|
|
|
задана |
|
|
|||||
объема работы элева- |
|
|
|
|
|
|
||||||
тора в наиболее на- |
|
|
|
|
|
|
||||||
пряженные сутки |
|
13 |
|
Расчет |
вме- |
|||||||
|
|
|
|
|
|
|
|
|||||
5 |
|
|
|
|
|
|
|
|
||||
|
Подбор |
|
уст- |
стимости элеватора |
|
|||||||
ройств |
для |
контроля |
14 |
Расчет |
|
вмести- |
||||||
качества зерна |
|
|
||||||||||
|
|
|
|
|
|
|
мости силосов и опре- |
|||||
6 |
|
|
Определение |
деление |
размеров |
си- |
||||||
|
|
лосных корпусов в пла- |
||||||||||
|
|
|
||||||||||
числа потоков и рас- |
не |
|
|
|
|
|
||||||
чет |
устройств |
для |
15 |
|
Расчет оборудо- |
|||||||
приемки, отпуска зер- |
|
|||||||||||
|
|
|||||||||||
на |
|
|
|
|
|
|
вания |
для |
обеззара- |
|||
7 |
|
|
|
|
|
|
живания зерна |
|
|
|||
|
Расчет |
обору- |
|
16 |
|
|
|
|
||||
|
|
|
|
|
|
|
||||||
дования |
для |
очистки |
|
Вывод ре- |
|
|||||||
|
|
|
||||||||||
зерна |
|
|
|
|
зультатов расчета |
|
||||||
8 |
|
Расчет |
обору- |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|||||
дования |
для |
сушки |
|
|
|
|
|
|
||||
зерна |
|
|
|
|
|
|
|
|
|
|
||
1
Рисунок 1.8 – Схема алгоритма технологического расчета элеваторов
76
2 Проектирование технологической схемы элеватора
Следующим после технологического расчета этапом в проектировании элеваторов является разработка технологической схемы (схемы движения зерна и отходов).
Технологическая схема представляет собой конкретизированную принципиальную схему элеватора. Отличие ее от принципиальной заключается в указании числа, нумерации, марок машин, механизмов и устройств, числа, взаимного расположения и нумерации силосов и бункеров.
Технологическую схему элеватора строят по принципу последовательной обработки зерна в потоке от момента его приемки до загрузки в силосы на хранение. Если производительность технологических машин не соответствует производительности транспортного оборудования, устанавливают оперативные бункера для зерна до и после его обработки. Оперативные бункера обязательны также в случае изменения коэффициента использования устройств по времени (например, при приемке или отпуске зерна на водный транспорт).
Для обеспечения количественного и качественного учета зерна на элеваторе в схему включают весы и предусматривают точки отбора проб.
При проектировании технологической схемы лист чертежа условно разделяют на три части. В средней части изображают с использованием условных обозначений оборудование рабочего здания (таблица 2.1) с учетом последовательности технологического процесса. Например, при выборе одноступенчатой принципиальной схемы оборудование на схеме вычерчивают в следующем порядке (сверху вниз):
-головки норий;
-надвесовые бункера;
-весы;
-подвесовые бункера (для автоматических весов);
-поворотные трубы (около этих труб в кружках дают все направления зернопровода; в кружках указывают номер бункера или номер конвейера, на который направляется зерно);
-надсилосные и отпускные конвейеры;
-надсепараторные (надсушильные, отпускные) бункера;
-сепараторы, зерносушилки;
-триеры, контрольные сепараторы, конвейеры для отходов;
-подсепараторные (подсушильные, приемные) бункера и бункера для отходов;
-подсилосные и приемные конвейеры;
-башмаки норий.
В левой и правой частях схемы (если элеватор двукрылый) вычерчивают надсилосные и подсилосные этажи с указанием сетки силосов.
Сетка силосов и сетка бункеров рабочего здания должны соответствовать точному их числу, расположению и форме.
На надсилосном и подсилосном этажах указывают конвейеры и стрелками – направление зерна с них в соответствующие силосы или из силосов на них.
Прием и отпуск зерна изображают раздельно с указанием вида транспорта, числа точек разгрузки и погрузки, средств механизации, числа бункеров.
Зерносушилки, представляющие отдельные сооружения, изображают отдельно и привязывают к рабочему зданию или силосным корпусам.
Технологическая схема рециркуляционной зерносушилки А1-ДСП-50 приведена на рисунке 2.1.
77
Все силосы и бункера должны быть пронумерованы. Нумерация силосов в левой части чертежа должна отличаться от правой. Обычно силосы нумеруют трехзначным числом (если в ряду больше девяти силосов, то четырехзначным числом), в котором первая цифра означает номер силосного корпуса, вторая – номер ряда, третья (третья и четвертая) – номер силоса в ряду. Возможно применение и другой нумерации.
Все оборудование на схеме должно быть изображено с указанием марок и пронумеровано. Обычно для изображения приемных бункеров, конвейеров, норий, весов, сепараторов, зерносушилок, а также надсепараторных и подсепараторных бункеров используют порядковую нумерацию.
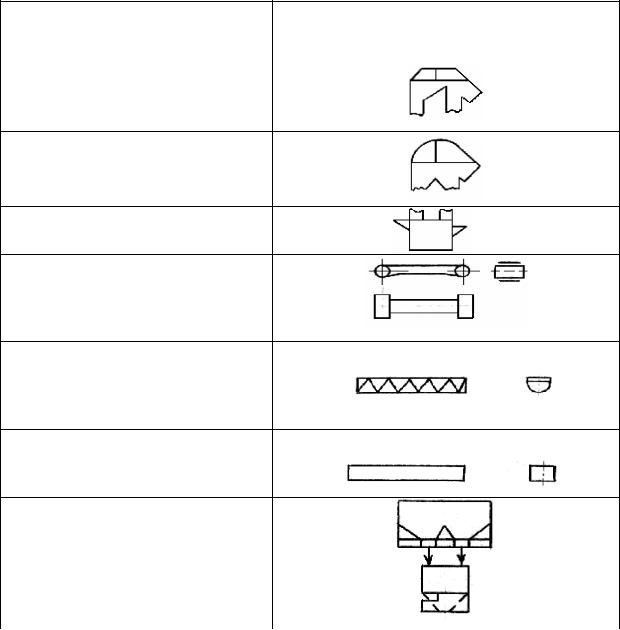
Зерноочистительное оборудование необходимо изображать схематически (см. таблицу 2.1) с показом движения зерна и отходов, принятых номеров сит или размеров ячеек триеров и т. п.
Таблица 2.1
Оборудование |
Условное обозначение |
|
|
1 |
2 |
1 Головка нории ленточной ковшо- |
|
вой (II-50; II-100/30; |
II-100/60; |
У21-II-100; II-175/30; |
II-175/60; |
II-350/30; II-350/60) |
|
2Головка нории с ковшами без дна
(У2-УН-175; У2-УН-250)
3Башмак нории
4Конвейер ленточный
5Конвейер винтовой (шнек)
6Конвейер цепной, конвейер ленточный безроликовый (волокуша)
7Весы ковшовые с надвесовым бункером
78
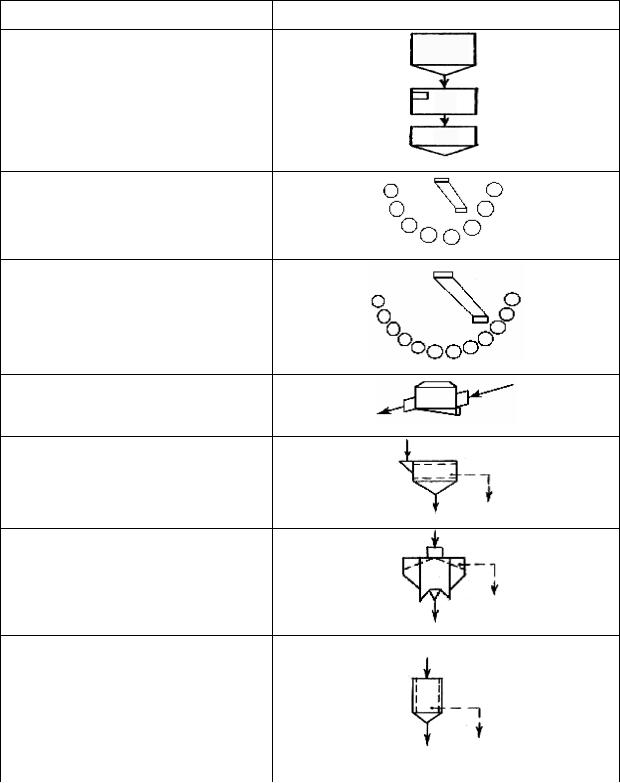
Продолжение таблицы 2.1
1 |
2 |
8Весы автоматические с надвесовым и подвесовым бункерами
9Поворотная труба на 8 направле-
ний (ТП8-1; ВШ-7)
10Поворотная труба на 12 направ-
лений (ТП-12-2; ВШ-8)
11Камера обеспыливающая
(У1-УОЗ; У1-УОЗ-01)
12Скальператор для предварительной очистки зерна (А1-БЗ2-О)
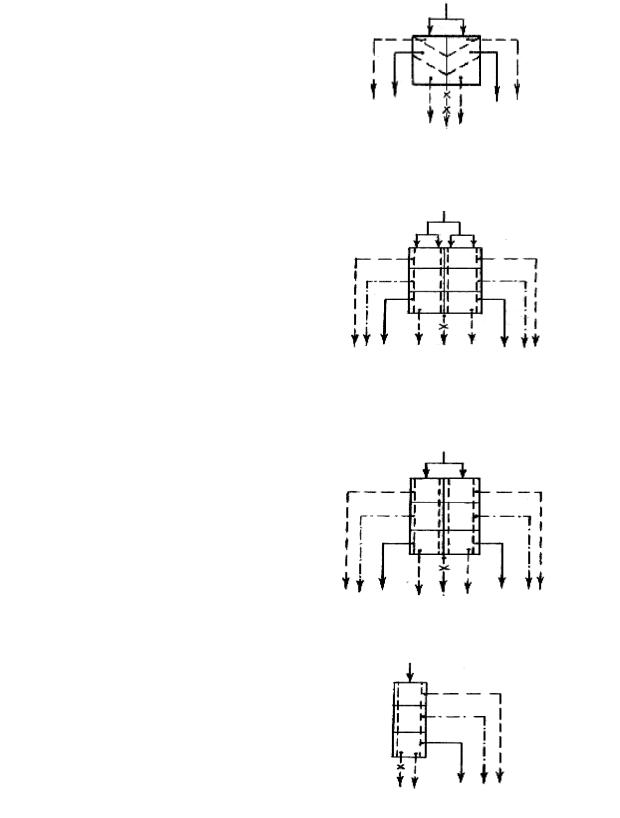
13Сепаратор для предварительной очистки зерна (А1-ДЗС)
14Нормализатор к сепаратору А1-БЦС-100
79
Продолжение таблицы 2.1
|
1 |
2 |
|
|
|
15 |
Сепараторы А1-БИС-100, |
|
|
А1-БЛС-100 |
|
|
|
|
16 |
Сепаратор А1-БЦС-100 |
|
|
|
|
17 |
Сепаратор Р8-БЦС2-С-50 |
|
|
|
|
18 |
Сепаратор Р8-БЦС-25 |
|
|
|
|
|
|
80 |