

15
Изготовление
основания корпуса
Проверка
герметичности
Изготовление крышки
Нанесение
технологического
Герметичное крепление
проходных изоляторов, откачных трубок
Нанесение |
|
Проверка |
|
|
технологического |
|
герметичности |
|
|
покрытия |
|
|
|
|
|
|
|
|
|
Сборка и монтаж конструктивов МЭА в корпусе
Размещение прокладок и др. деталей;
закрепление крышки на основании корпуса
Герметизация корпуса пайкой, сваркой
или другими методами
Термовакуумная тренировка и проверка
герметичности
Заполнение корпуса инертным газом или др.
и заделка штенгеля
Контроль качества герметизации
Отделка, маркировка
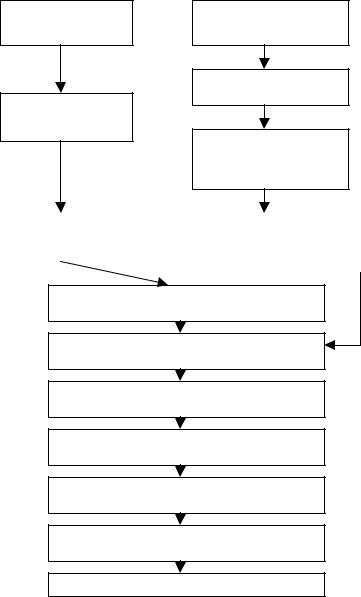
Рис. 14.8. Основные этапы изготовления деталей вакуумплотных корпусов, сборка, монтаж и герметизация в них.
Герметизацию герметичных корпусов выполняют с применением уплотнительной резиновой прокладки и стяжки болтами с последующей защитой герметиком (клеем) мест уплотнения; прокладки и проволоки с пайкой; различных способов сварки (рис. 14.11) и др. Метод а (см. рис. 14. 11) применяется для аппаратуры с малым сроком хранения. При изготовлении МЭА наиболее универсальным и надежным методом является герметизация паянным либо сварным соединением. При реализации метода б (см. рис. 14.11) в зазор между крышкой и основанием сначала укладывается прокладка из термостойкой резины, которая препятствует проникновению паров припоя и флюса в герметизируемый объем во время герметизации пайкой. На прокладку по всему периметру накладывается стальная
16
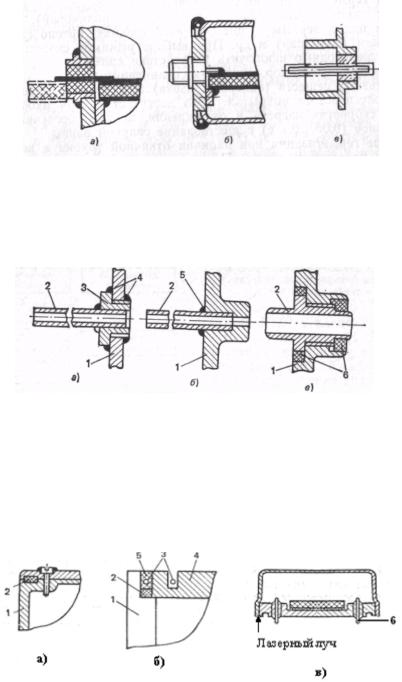
Рис. 14.9. Методы получения герметичных выводов в герметичных корпусах: а - сваркой; б - пайкой; в - спеканием.
Рис. 14.10. Методы закрепления узлов откачки: а - наиболее часто используемый вариант; б - применяется в литых корпусах; в - в блоках со значительным внутренним объёмом: 1– корпус; 2 – трубка (штенгель); 3 – втулка; 4 – паянный шов; 5
– сварной шов; 6– компаунд.
Рис. 14.11. Методы герметизации вакуумплотных корпусов: с применением прокладок (уплотнителей), стяжки болтами и герметика (а); прокладки, проволоки и пайки (б); лазерной сварки (в); 1- корпус; 2 - уплотняющая прокладка; 3 - проволока; 4 - крышка; 5 - припой; 6 - гермоввод.
17
облуженная проволока, диаметр которой выбирается на 0,1...0,2 мм меньше ширины зазора в пазах основания и крышки корпуса. Пайка выполняется низкотемпературным припоем (ПОС-61 или др.) с применением соответствующего флюса. Для удобства разгерметизации на концах проволоки делаются петли, которые выводятся из зазора через предусмотренный паз в крышке корпуса. Для герметизации корпусов широко используются также методы сварки: контактная (конденсаторная, роликовая), электронным или лазерным лучом (см. рис. 14.11, в), аргоно-дуговая, давлением (холодная) и др. При выборе режимов сварки плавлением необходимо исключить воздействие сильного нагрева на ЭРК и образование пор в сварном соединении за счет выделения газообразных веществ (водорода, азота и др.) из основного материала и технологических покрытий. Это достигается работой на малых скоростях нагрева и охлаждения объекта, либо за счет использования импульсного режима сварки.
После герметизации при наличии откачной трубки в корпусе создают разрежение до 1,3 Па и проверяют его герметичность. Если корпус герметичен, то его заполняют сухим азотом или аргоном до давления 0,1...0,15 МПа. Откачную трубку обжимают и запаивают или заваривают (заделка штенгеля, см. рис. 14.8).
Заготовки металлостеклянных корпусов изготавливают прессованием стекломассы (порошок стекла и пластификатор) с последующим спеканием в графитовых или керамических тиглях в конвейерных печах с контролируемой атмосферой. Металлическая арматура, используемая для гермовыводов и последующего герметичного соединения отдельных их частей, а также деталей металлостеклянных корпусов, изготавливается обычно из ковара, имеющего ТКЛР, близкий к ТКЛР стекла. Арматура заливается стекломассой с последующим прессованием, либо спекается со стеклом в специальных формах в результате частичного растворения оксида металла и стекла.
Керамические корпуса отличаются от металлостеклянных большей химической устойчивостью и легко поддаются металлизации. Их изготавливают аналогично металлостеклянным, но с использованием специальных токопроводящих паст на основе Мо-Мn, благородных металлов, которые наносят на детали через трафареты. После высокотемпературного (700...1000°С) обжига на поверхности керамики образуется металлический слой, обеспечивающий герметичное соединение основания с металлической крышкой корпуса пайкой. Соединения деталей получают также при помощи стеклоцемента.
Стабилизация параметров внутрикорпусной среды.
Стабилизация параметров внутрикорпусной среды (давления, состава и его содержания, температуры и др.) необходима для стабильной и надежной работы МЭА в экстремальных условиях и для избежания преждевременной разгерметизации корпусов, и, тем самым, различных видов отказов изделий. Средствами стабилизации параметров внут-
рикорпусной среды являются: термообработка конструктивов перед их сборкой и монтажом в герметичном корпусе (с целью удаления паров воды и других составляющих газовыделений); проведение самого процесса герметизации в строго контролируемых условиях (например в специальных скафандрах с осушенной атмосферой); продувка внутреннего объёма изделия осушенным инертным газом перед его герметизацией; размещение во внутреннем объёме герметизируемого изделия расчётного количества предварительно обезвоженного влагопоглотителя - геттера (цеолита, силикагеля и др.); проведение термовакуумной тренировки собранных и смонтированных в корпусе всех конструктивов МЭА в контролируемом и заданном для данного изделия режиме.
Контроль качества герметизации.
Важным условием получения высокого качества герметизации является хорошо организованный технический контроль этих работ. Он включает систематическую провер-
18
ку состояния герметизируемых материалов, автоматическое поддержание оптимальных технологических режимов отдельных операций, операционный и выходной контроль, а также определение герметичности. Методы выходного контроля разделяются на две группы: визуальный (обычно с применением микроскопов) и аналитический (с применением специального оборудования для поиска возможных течей, оценки остаточных напряжений в герметизирующем шве, оценки функционирования изделия и др.). К первой группе относятся: контроль внешнего вида на отсутствие пор, трещин, сколов, газовых и других инородных включений в месте герметизации, определение геометрических параметров и др. при необходимости.
Для оценки герметичности разработан ряд методов (жидкостной, массспектрометрический, галогенный, радиоактивный, электронного захвата и др.), каждый из которых характеризуется своей чувствительностью. Выбор метода контроля определяется требованиями к степени герметичности, направлением и величиной газовой нагрузки на оболочку, веществами для контроля (пробными), допустимыми к применению, и экономичностью.
Процедура испытания строится на последовательной отбраковке изделий с большими течами и переходе на контроль малых течей. Определение больших течей с чувствительностью 10-6 м3·Па/с производится жидкостным методом. Контролируемое изделие погружается в жидкость (керосин либо этиленгликоль), находящуюся в рабочей емкости с прозрачными стенками, затем создают в емкости разрежение (давление 0,3 – 3 Па) и по окончании откачивания воздуха из емкости наблюдают появление пузырьков из корпуса изделия. По скорости образования и размерам пузырьков судят о нахождении течи и ее размерах.
Более высокой чувствительностью (порядка 5·10-13 м3·Па/с) обладает массспектрометрический метод. Он основан на обнаружении, с помощью массспектрометрической установки, газа (гелия), вытекающего из корпуса, содержащего течи и предварительно заполненного этим газом под давлением (4...6)·105 Па. Выпускаемые гелиевые течеискатели (ПТИ-7,-9,-10, ТИМ-1П и др.) имеют возможность работы с различными пробными газами, легко встраиваются в автоматические установки разбраковки изделий по герметичности. Повышение производительности достигается введением микропроцессорного управления.
Испытания позволяют в реальных (или имитирующих реальные) условиях оценить и прогнозировать качество герметизации. Выбор режимов испытаний определяется техническими требованиями к изделию. Для ПП (с защитным покрытием) ответственных конструкций используются следующие разновидности испытаний, осуществляемые в последовательности:
-температурный цикл (-55°С, в течение 30 мин; 25°С - 10...15 мин; +85 °С - 30 мин; 25°С - 10...15 мин), который повторяется 3 - 5 раз;
-проверка сопротивления изоляции на тестовых образцах после10 - 14 циклов
пребывания в условиях влажной атмосферы. Во время циклов к контактным площадкам прикладывается постоянное напряжение 100 В;
- испытание диэлектрика на пробивное напряжение проводится до и после термоциклов и циклов пребывания во влажной атмосфере. На тестовые образцы подается синусоидальное напряжение 1500 В частотой 50 Гц в течение 60 с;
-контроль вибростойкости при воздействии ударных нагрузок, низко- и высокочастотных вибраций. После каждого испытания покрытие исследуется на растрескивание;
-испытания на износоустойчивость и гибкость.