

1
Лекция 14 Лекция 16
Герметизирующие конструкции и методы их герметизации. Технологические требования, предъявляемые к качеству герметизации.
Микроэлектронная аппаратура (МЭА), в том числе ЭВС, эксплуатируется в различных климатических условиях. На надежность ее работы оказывают влияние температура, влажность, наличие микроорганизмов, пыли, радиации. Под действием температуры происходит деструкция изоляционных материалов, которая сопровождается снижением физико-механических характеристик, выделением летучих веществ, увеличением жесткости и хрупкости, а также усиливается влияние других факторов. Влага, содержащаяся в окружающей среде, проникает в микроскопические и субмикроскопические поры материалов и ухудшает их свойства. Она вызывает возрастание диэлектрических потерь, паразитных емкостей, снижение сопротивления изоляции, магнитных характеристик, а при продолжительном воздействии приводит к нарушению режимов работы ЭВС. Это связано с тем, что молекулы воды обладают способностью растворять в себе углекислый газ, сернистые и другие соединения, вызывающие химическую и электрохимическую коррозию металлических слоев. Существенный вклад в эти процессы вносят микроорганизмы (плесневые грибки, бактерии), которые выделяют продукты обмена. Находящаяся в атмосфере пыль легко распространяется в пространстве, оседает на поверхности материалов МЭА и проникает внутрь изделий через неплотные соединения. Она адсорбирует влагу, служит сборником органических веществ, которые ускоряют коррозию металлов.
Влияние солнечной радиации заключается в воздействии инфракрасного, ультрафиолетового и других видов излучения, приводящем к окислению, химическому разложению, различным структурным превращениям в полимерах и, тем самым, к изменению электрофизических свойств материалов.
Для защиты электронной аппаратуры от климатических воздействий широко применяется герметизация отдельных компонентов, сборочных единиц и всего изделия в целом. Герметизация позволяет стабилизировать процессы, происходящие на поверхности или в объеме изделия и его параметры при изменении состояния окружающей среды.
Герметизирующие конструкции с учетом методов герметизации можно условно разделить на две группы:
-бескорпусные (герметизируемые методами: пропитки, обволакивания, нанесения защитных покрытий из газовой либо жидкой фаз и др.);
-корпусные (герметизируемые методами: сварки, пайки, опрессовки, литья под
давлением, склеивания, механического уплотнения, заливки, капсулирования и др., включая комбинации отдельных методов).
Вне зависимости от метода герметизации для обеспечения качества и эффективности защиты электронных устройств (ЭУ) необходимо выполнять следующие условия:
-перед влагозащитой тщательно очищать изделия от всех видов загрязнений и полностью удалять присутствующую в них влагу;
-предпочтение при выборе отдавать материалам химически чистым, с низким значением влагопроницаемости и высокой нагревостойкостью, в которых отсутствуют ре-
лаксационные процессы, способствующие образованию поверхностных зарядов;
-материалы герметиков, герметизирующих корпусов и электропроводящих выводов должны иметь близкие по величине температурные коэффициенты линейного расширения (ТКЛР);
-режим отверждения герметизирующих полимерных (органических) материалов необходимо выбирать в зависимости от температуры эксплуатации ЭУ с учетом нагрево-
2
стойкости применяемых материалов и предельно допустимой температуры электрорадиокомпонентов (ЭРК);
- остаточные напряжения в герметизируемых конструктивах не должны превышать прочность на разрыв герметизирующих материалов. Конструктивы, чувствительные к механическим усилиям, возникающим при герметизации, рекомендуется покрывать демпфирующим слоем из эластичного материала;
- в процессе эксплуатации герметизированных изделий выделения летучих веществ должны быть минимальны, и должен б ыть обеспечен нормальный температурный режим работы ЭУ;
- процессы приготовления герметизирующих смесей не должны загрязнять исходные материалы. Растворители в составе защитных лаков и эмалей следует удалять полностью при полимеризации полученных покрытий.
Выбор оптимального технологического процесса (ТП) герметизации ЭВС зависит от степени устойчивости изделия к влиянию климатических факторов, от условий эксплуатации изделия и от экономических факторов.
Технологические характеристики и правила выбора материалов, применяемых для герметизации ЭВС.
Разработано огромное количество неорганических и органических герметизирующих материалов, сведения о которых можно найти в отраслевых стандартах и специальной литературе. Каждый из них характеризуется комплексом электрофизических, тепловых и механических свойств. Кроме того, герметизирующие материалы должны обладать приемлемыми технологическими свойствами. Для органических материалов к технологическим свойствам относятся: оптимальная скорость отверждения, прочность сцепления с сопрягаемыми материалами (адгезионная прочность), максимальная степень полимеризации при конкретных условиях, легкость извлечения из форм (вместе с изделием после формообразования), возможность полимеризации при невысоких температурах без приложения внешнего давления (либо при минимальном давлении), минимальные усадки, отсутствие летучих веществ после формообразования, длительная жизнеспособность, нетоксичность и др.; а для неорганических – технологичность формообразования, требуемая паяемость или свариваемость, устойчивость к окислению и разным видам коррозии и др.
Основную часть материалов, применяемых для герметизации, составляют органические полимеры и композиции на их основе: термопластичные и термореактивные. Они характеризуются доступностью сырья, простотой переработки, широким диапазоном свойств, возможностью автоматизации ТП, экономичностью. К термопластичным материалам относятся линейные полимеры, обычно используемые без добавок, получаемые преимущественно полимеризацией, например, полиэтилен, полистирол, полиэтилентерефталат, полиамиды и др., обладающие обратимостью свойств при циклических нагревах и охлаждениях. Термореактивные материалы – это обычно пространственные полимеры (либо линейные полимеры с добавками), они претерпевают при нагреве необратимое изменение свойств, имеют более высокую нагревостойкость по сравнению с термопластичными и находят более широкое применение при герметизации изделий. Они образуются на основе полимеризационных или поликонденсационных органических веществ, например, фенолформальдегидных, полиэфирных, эпоксидных, полиуретановых, кремнийорганических и других смол, материалов типа вулканизированного каучука, полиимида, политетрафторэтилена и др., а также их сочетаний.
Для герметизации используются и неорганические материалы, которые практически не адсорбируют влагу, обладают высокой нагревостойкостью и стойкостью к воздействию механических нагрузок, не выделяют летучих соединений. Из этих материалов изготавливают вакуумплотные корпуса (металлостеклянные, металлокерамические и др.) или наносят защитные покрытия (в виде легкоплавких халькогенидных стекол, окисных пленок
3
кремния или алюминия, либо нитрида кремния и др.). Использование вакуумплотных корпусов усложняет общую сборку и герметизацию изделий, вызывает повышенный расход материала, затрудняет механизацию процесса. По этим причинам герметизация в вакуумплотных корпусах с использованием неорганических материалов применяется в тех случаях, когда к изделиям предъявляются особенно жесткие требования. Пленочные защитные покрытия имеют малую толщину (0,5...10 мкм) и используются для стабилизации параметров полупроводниковых приборов и ИС на стадии их производства.
Герметизирующими полимерными материалами могут быть лаки, эмали и компаунды. Эмали и пропиточные лаки состоят из пленкообразующих веществ (масел, натуральных или синтетических смол) и растворителей, в которые при необходимости вводят разные добавки (пластификаторы, активаторы, катализаторы, сиккативы, антиоксиданты, фунгициды (противогрибковые вещества), тиксотропные добавки и др.), а в эмали, кроме того, вводят еще и красители (пигменты). Наибольшее распространение при пропитке катушек индуктивностей магнитопроводов, деталей из текстолита, гетинакса и стеклотекстолита нашли: алкидномеламиновый лак МЛ-92, алкиднофенольный лак ФЛ-98, кремнийорганический лак КЛ-835, полиэфирноэпоксидпый лак ПЭ-933 и др. Все перечисленные лаки могут применяться и как покровные. Но для влагозащиты печатных плат (ПП), гибких кабелей, высокочастотных ячеек разработаны специальные лаки УР-231, ЭП-9114, ЭП-730, ФЛ-582, ФП-525. Однако высокое содержание растворителей в лаках не дает возможности получить хорошее заполнение пор и пустот, вызывает трудности при сушке, усложняет ТП, делает его пожаро- и взрывоопасным. Поэтому в последнее время их заменяют маловязкими составами без растворителей. К ним относятся эпоксидные (ЭПК-5, ЭПК-6), эпок- сидно-метакриловые (КП-101, КП-103, ЭПМ-1, ЭПМ-2), полиуретановые (КТ-102) и другие пропиточные компаунды.
Компаунды представляют собой механические смеси, не содержащие растворителей, на основе полимерных материалов, отвердителей, наполнителей, пластификаторов, пигментов и других специальных добавок. Самое широкое распространение в электронной промышленности получили эпоксидные компаунды. Это связано с их высокими электрофизическими и физико-химическими свойствами: хорошей адгезией к различным материалам, малой усадкой (0,4...0,6%), высокой электрической прочностью, мало изменяющейся при увлажнении и нагревании, механической прочностью, малой влагопроницаемостью. При температуре 110 – 130°С у большинства эпоксидных компаундов ухудшаются электроизоляционные характеристики. Эластичные кремнийорганические компаунды типа Виксинт, Эластосил и другие имеют повышенную (до 250 °С) нагрево- и влагостойкость, низкие внутренние напряжения, многие из них отверждаются при комнатной температуре. Они применяются для влагозащиты полупроводниковых приборов, ИС, катушек индуктивности из микропроводов, магнитопроводов и др. Порошкообразные герметизирующие материалы на основе эпоксидно-кремнийорганических и полиэфирных смол обладают высокой технологичностью, могут наноситься высокопроизводительными автоматизированными методами (напылением, опрессовкой), быстро отверждаются (до 5 минут с последующей термообработкой), перерабатываются при малых удельных давлениях (0,5 – 5 МПа). Они поставляются в готовом к применению виде, имеют длительный срок хранения, обеспечивают получение покрытий с широким диапазоном толщин (0,2 – 3 мм). Для герметизации напылением используют порошкообразные компаунды ЭП-49С, ПЭП-177, ЭПВ-10, для опрессовывания – порошкообразные таблетированные компаунды УП-2193, ЭПК-5, ПЭК-19, КД-2, быстроотверждающиеся опрессовочные компаунды "премиксы" – КЭП-2, КФ-1, ЭКП-200, ЭФП-63. Герметизируют порошкообразными материалами гибридные ИС, трансформаторы, коммутационные и иные малогабаритные изделия, работающие в условиях тропического климата.
Пенокомпаунды – это газонаполненные полимерные материалы, имеющие ячеистую структуру, образованную замкнутыми порами. Вспенивание происходит под действием выделяющихся газов в результате взаимодействия компонентов полимера, после
4
чего гранулы спекаются при 60 - 180°С. Их применение позволяет повысить тепло-, звуко- и электроизоляционные свойства изделий, а также влаго- и вибростойкость, устойчивость к действию масел, щелочей, грибковой плесени. В эту группу входят пенополиуретан (ПУ-101Т, ППУ-ЗМ-1), вспенивающийся полистирол (ПСВ), кремнийорганический пенопласт (К-40), пеногерметики на основе кремнийорганических каучуков (Силпен, ВПГ-2), пеноэпоксиды (ПЭ-9, ПЭН-И-80К) и др.
Структура типового ТП герметизации.
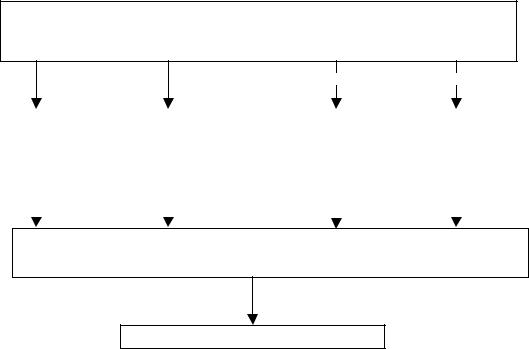
Общая структурная схема реализации ТП герметизации ЭРК, сборочных единиц и ЭУ приведена на рис.14.1. Важно рассмотреть входящие в состав ТП основные его этапы.
Входной контроль материалов, деталей корпусов, уплотнителей (при
необходимости), прессформ (или форм при необходимости) и герметизируемых
Подготовка |
|
Подготовка |
|
Приготовление |
|
Подготовка |
||||
герметизируемых |
|
|
герметизирующего |
|
прессформ |
|||||
конструктивов |
|
деталей корпусов |
|
состава |
|
(или форм) |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Герметизация ЭУ и их конструктивов
(при необходимости с предварительным размещением в корпусах или
Контроль качества герметизации
Рис. 14.1. Типовой технологический процесс герметизации ЭУ и их конструктивов; пунктиром показаны промежуточные этапы при герметизации с использованием жидких или порошкообразных органических материалов.
При входном контроле оцениваются технологические и другие характеристики и (или) параметры используемых материалов и конструктивов герметизируемых изделий.
Вязкость герметизирующего состава одна из главных его характеристик, она определяет степень заполнения щелей, зазоров, пор и капилляров герметизирующим веществом, и влияет на появление в нём воздушных включений. Если вязкость жидких композиций при заливке не превышает 5000 сП, а при пропитке – 100 сП, то процессы влагозащиты не вызывают затруднений. Малая вязкость обуславливает сильную усадку полимера, а значит и большие внутренние напряжения, хрупкость, снижение тепловых и электрических характеристик. Поэтому в производственных условиях необходимо не только определять, но и поддерживать вязкость в заданных пределах. Например, ультразвуковой вискозиметр, работающий на принципе измерения времени затухания УЗ-колебаний, возбуждаемых в среде электромагнитным вибратором, обеспечивает высокую точность в температурном интервале от 90 до 340°С.
Текучесть герметизирующего полимерного материала зависит от его состава, типа смолы, вида и количества наполнителя, режима полимеризации. Она определяется длиной
5
спирали литьевой прессформы (со спиралевидным каналом) температурой, давлением, массой жидкого герметика и скоростью его подачи. Для порошкообразных материалов текучесть измеряют длиной следа, полученного от таблетки вещества массой 1 г и диаметром 12 мм за время 5 мин на металлической пластине, установленной под углом 45° при температуре 150°С. Практика показывает, что конструктивы и монтажные соединения не повреждаются при герметизации жидкими композициями, если текучесть материала не менее 500...700 мм в прессформе со спиралевидным каналом, а скорость его подачи - не более 5...10 см/с. Усадка определяется измерением длины опрессованного изделия.
Отверждение компаунда часто носит экзотермический характер, т. е. проходит с выделением тепла. При наличии большой массы отвод тепла становится затруднительным, и композиция начинает интенсивно разогреваться. Это приводит к ее химическому разложению, образованию пор и пустот. Для оценки степени экзотермичности составляют график изменения температуры в зависимости от состава и массы композиции. Высокая прочность сцепления полимера с электропроводящими выводами герметизируемых изделий способствует обеспечению их влагозащиты, так как границы раздела материалов являются наиболее вероятным путем проникновения влаги. Контроль адгезионных свойств производится на пробных образцах по величине усилия, приложенного параллельно оси вывода для его извлечения из полимерного покрытия. Характеристики и параметры используемых материалов и герметизируемых конструктивов определяются при необходимости в соответствии с ТУ либо технологической документацией.
Подготовка прессформ. Используемые при герметизации прессформы (или просто формы) по назначению разделяют на съемные (снимаемые с изделия после отверждения компаунда) и несъемные. Первые обычно изготавливают из высококачественных инструментальных сталей или алюминиевых сплавов, вторые - как из металлов, так и из термореактивных пластмасс (кремнийорганических каучуков, полиуретанов и др.). Для того, чтобы заливочная масса не прилипала к разъемной прессформе, применяют полирование, хромирование или плакирование фторопластом внутренних полостей, а также обработку антиадгезионными смазками. В качестве разделительного слоя, снижающего адгезию компаунда к форме, используют растворы полиизобутилена, каучука, поливинилового спирта, кремнийорганических и других материалов. Смазка наносится кистью тонким слоем и высушивается при комнатной температуре в течение 15...30 мин. При многоразовом использовании форм с антиадгезионным слоем необходимо после воздушной сушки применять печную при температуре 180...200°С в течение 0,5...2 ч. Металлические формы используют в основном при заливке крупногабаритных изделий в условиях мелкосерийного и серийного производства. Многоячеечные прессформы более экономичны, их используют для герметизации ИС пластмассами (получая ИС в пластмассовых корпусах).
Приготовление герметизирующего состава. Герметизирующие составы чаще всего представляют собой многокомпонентные системы, которые необходимо перед использованием смешать в определенном соотношении. Качество приготовленной смеси определяется точностью дозирования компонентов и однородностью их перемешивания. В настоящее время созданы серии ручных приспособлений (шприцев) и автоматизированного оборудования для дозирования жидких материалов. Они обеспечивают минимальную дозу до 0,005 г с точностью 0,5...1 % и производительность 0,005...8000 м3/ч. Дозированные компоненты поступают в сборник, где происходит их перемешивание до получения гомогенного состава. Перемешивание осуществляется при помощи приспособлений, один из вариантов которого приведен на рис. 14.2. Оно состоит из металлической трубы, изготовленной из нержавеющей стали или алюминия, внутри которой укреплены от 15 до 27 лоп а- ток из тонкой жести с одним или несколькими отверстиями. Угол скручивания лопаток определяется вязкостью составных частей композиции и в различных вариантах изменяется от 60 до 210°. Лопатки установлены таким образом, что концы одной и начало второй смещены на угол 30...150°. Смешивание компонентов из дозаторов происходит за счет последовательного разделения поступающей массы на два потока и придания ей вращатель-

6
ного движения вдоль трубы. На конце трубы помещается несколько сит для повышения однородности жидкого потока.
Рис. 14.2. Устройство для перемешивания жидких герметизирующих составов: 1 – труба; 2 – дозатор; 3 – лопатка; 4 – соединение лопаток; 5 – отверстие в лопатках; 6 – сито.
Рис. 14.3. Вакуумная камера для удаления газа из герметизирующих композиций:
1 - пневмодвигатель; 2 - клапан внутренний;