

Лекция 11
Автоматизация групповых технологических процессов пайки при внутриузловом монтаже электронных устройств
Требования миниатюризации с одновременным возрастанием функциональной сложности ЭВС неразрывно связаны с освоением и повсеместным внедрением в сферу их производства техники поверхностного монтажа (ТПМ), обеспечивающей высокоплотный монтаж ячеек как основных структурных единиц, в которые преимущественно закладываются функциональные возможности ЭВС. Однако, высокоплотный монтаж, реализуемый только приемами ТПМ, отличается от традиционного отсутствием монтажных отверстий в коммутационных платах (КП), малыми размерами навесных компонентов (так называемых поверхност- но-монтируемых компонентов (ПМК)), особенно их выводов, и соответствующими им размерами присоединительных элементов КП, очень узкими промежутками (зависящими от шага выводов ПМК) между элементами КП и малыми расстояниями между компонентами. При таких условиях монтажа традиционные технологии микроконтактирования не только нецелесообразны, но и в большинстве своем непригодны для использования. Эффективность высокоплотного монтажа определяется главным образом применением групповых, поддающихся автоматизации безинструментальных методов микроконтактирования. Автоматизация микроконтактирования в ТПМ является не только средством повышения производительности и технологичности изготовления ячеек электронных устройств (ЭУ), но и одним из основных гарантов обеспечения качества и надежности получаемых при этом электрических соединений. Только в условиях автоматизации реализуем на должном уровне встроенный контроль выполнения процесса прецизионного монтажа, обычно осуществляемого методом пайки.
Основные требования к автоматизируемому процессу микроконтактирования в ТПМ могут быть сформулированы следующим образом:
−неподвижность соединяемых элементов КП и ПМК должна быть обеспечена до микроконтактирования;
−высокоточное дозирование припойных материалов для большинства способов реализации групповой пайки (рис. 11.1) должно осуществляться до выполнения сборки и монтажа ПМК;
−необходимые свойства контактирующих поверхностей материалов должны быть обеспечены до микроконтактирования;
−чистота процесса микроконтактирования должна обеспечиваться применением высокочистых технологических и защитных сред, а также соответствующего прецизионного тех-
нологического оборудования (например, кластерных систем, гибких производственных систем (ГПС) и др.);
− затрачиваемая энергия должна быть достаточной для осуществления процесса микроконтактирования с учетом неизбежных потерь тепла при реализации конкретного метода и способа микроконтактирования;
− все средства реализации автоматизированного технологического процесса (ТП) монтажа, включая контроль, технологическую среду (ТС) и транспортную систему, должны быть технологически совместимы между собой и с объектом производства.
Таким образом, ТПМ по способам реализации и культуре производства максимально приблизилась к технике изготовления гибридных сверхбольших микросборок (СБМСБ) и превзошла их по уровню автоматизации.
Важно отметить, что симультанные автоматизированные способы пайки (то есть реализуемые одновременной пайкой оплавлением дозированного припоя (ПОДП) всех контактов ПМК на КП) обеспечивают самый высший уровень автоматизации монтажа (см. под-
1
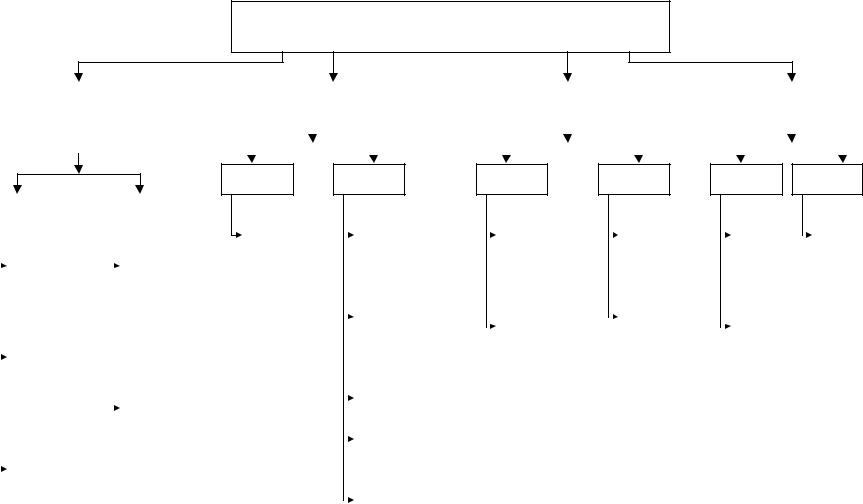
Способы автоматизированной групповой пайки при монтаже модулей 1-ого уровня
1. С контактным нагревом |
|
2. С использованием |
|
3. С использованием |
|
4. С использованием |
||||||||
либо комбинацией |
|
|
жидкой ТС |
|
|
газообразной ТС |
|
|
облучающей ТС |
|||||
контактного нагрева со |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
специальной ТС |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.1. ПГП |
|
1.2. СП |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а) ПОДП с |
|
|
|
а) ПОДП на |
||
|
|
|
помощью |
|
|
|
нагретой |
||
|
|
|
|
|
|
||||
|
|
|
ГТИ |
|
|
|
плите или |
||
|
|
|
|
|
|
|
|
ленте |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
б) ПОДП с |
|
|
|
|
|
|
|
|
|
|
|
|
б) ПОДП на |
|||
|
|
|
помощью |
|
|
|
|||
|
|
|
|
|
|
нагретой |
|||
|
|
|
ГТИ и |
|
|
|
|||
|
|
|
|
|
|
плите (или |
|||
|
|
|
УЗ (или |
|
|
|
|||
|
|
|
|
|
|
ленте) и со |
|||
|
|
|
др. ТС) |
|
|
|
|||
|
|
|
|
|
|
специальн |
|||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
ой |
|
|
|
|
в) ПОДП с |
|
|
|
(например, |
||
|
|
|
помощью |
|
|
|
газообразн |
||
|
|
|
ГТИ с |
|
|
|
ой) ТС |
||
|
|
|
импульсн |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
ым |
|
|
|
|
|
|
|
|
|
нагревом |
|
|
|
|
|
|
2.1. ПГП |
2.2. СП |
3.1. ПГП |
3.2. СП |
4.1. ПГП |
4.2. СП |
а) Струей |
|
|
|
а) Погружением в |
|
|
|
а) ПОДП с |
|
|
|
а) ПОДП в |
|
|
|
|
а) |
|
|
|
|
а) |
|
припоя |
|
|
|
расплавленны |
|
|
|
помощью |
|
|
|
ПГС |
|
|
|
|
ПОДП |
|
|
|
|
ПОДП |
|
|
|
|
|
й припой |
|
|
|
термофен |
|
|
|
|
|
|
|
|
лазерны |
|
|
|
|
при |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ми луча |
|
|
|
|
ИК- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ми |
|
|
|
|
нагрев |
|
|
|
|
|
б) |
|
|
|
б) ПОДП |
|
|
|
б) ПОДП |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
е |
||||
|
|
|
|
Протягивание |
|
|
|
струей |
|
|
|
горячим |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
м по |
|
|
|
горячего |
|
|
|
воздухом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б) ПОДП |
|
|
|||||||
|
|
|
|
поверхности |
|
|
|
воздуха |
|
|
|
или |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
электронн |
|
|
|||||||
|
|
|
|
расплавленног |
|
|
|
или |
|
|
|
инертны |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ыми либо |
|
|
|||||||
|
|
|
|
|
|
|
|
инертног |
|
|
|
м газом |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ионными |
|
|
||||||
|
|
|
|
|
|
|
|
о газа |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
в) Волной припоя |
|
|
|
|
|
|
|
|
|
|
|
лучами |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
г) Двойной |
|
|
|
Рис.12.1. Классификация используемых в производствах |
|||||||||||||||
|
|
|
|
волнойприпоя |
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
ЭУ способов автоматизированной групповой |
||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
пайки при монтаже модулей 1-ого уровня; ТС – |
|||||||||||||||
|
|
|
|
д) ПОДП при |
|||||||||||||||||||
|
|
|
|
|
|
|
технологическая среда; ПГП – поочередно- |
||||||||||||||||
|
|
|
|
погружении в |
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
групповая пайка; СП – симультанная пайка; ПОДП |
||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
нагретую |
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
– пайка оплавлением дозированного припоя; ГТИ |
||||||||||||||||
|
|
|
|
жидкость |
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
– групповой термоинструмент; УЗ – ультразвук; |
||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
ПГС – парогазовая среда; ИК - инфракрасный. |
|||||||||||||||
2
группы 1.2; 2.2, г, д; 3.2; 4.2, рис. 11.1) и самую высокую плотность монтажа в ТПМ, в то время как автоматизированные поочередно-групповые способы пайки (см. подгруппу 1.1, рис. 11.1) обеспечивают не выше среднего уровня автоматизации при средней и низкой плотности монтажа в ТПМ (табл. 11.1). Кроме того, поочередно-групповые способы пайки требуют для монтажа разных конструкций ПМК различных приспособлений (в данном случае насадок для монтажных головок модулей пайки) или групповых термоинструментов
(ГТИ).
Таким образом, если появление автоматизированных поочередно-групповых способов пайки было связано с повышением качества паянных соединений при его воспроизводимости и увеличением производительности сборочно-монтажных операций, то разработка автоматизированных симультанных способов пайки для ТПМ была связана не только с перечисленными факторами, но и с повышением плотности монтажа, а главное – с обеспечением контролируемого и управляемого качества паянных соединений в процессе пайки (за счет встроенных средств контроля).
Вместе с тем, дефицитность либо слишком высокая стоимость некоторых ПМК и другие причины часто приводят к использованию смешанных наборов изделий электронной техники (ИЭТ) в составе ячеек ЭУ. То есть зачастую ячейки собирают и монтируют с применением ПМК и традиционно-монтируемых компонентов (ТМК) при различном их размещении с одной или двух сторон КП. Большинство групповых автоматизированных способов пайки, включая пайку контактным нагревом с помощью ГТИ, непригодны для монтажа ТМК главным образом из-за несовместимости температурно-временных режимов пайки ТМК и нагревостойкости слоистых пластиков, а также сложностей в обеспечении требуемых ТС для качественной пайки в условиях автоматизированного монтажа. Исключение составляют способы подгрупп 2.1, а; 2.2, а…г (см. рис. 11.1), основные разновидности реализации которых представлены на рис. 11.2 и по сути осуществляются при погружении концевых частей выводов ТМК (выступающих из отверстий с обратной стороны платы) в расплавленный припой, который находится в статичном либо динамичном состоянии (например, в виде струи, истекающего каскада, волны и др.). В последнем случае качество паянных швов получается лучшим, так как создаются благоприятные условия для улучшения смачивания мест паек и отвода летучих и других продуктов процесса пайки хотя при этом технологическое оборудование заметно усложняется, и несколько увеличивается скорость окисления поверхности расплава припоя в ванне.
Особенности реализации технологий групповой пайки в условиях автоматизации монтажа ячеек ЭУ
При пайке погружением плата с собранными на ней ТМК (со штыревыми выводами) на 2…4 с погружается в расплавленный припой на глубину 0,4…0,6 толщины основания платы, что способствует капиллярному течению припоя и заполнению им монтажных отверстий (см. рис. 11.2, а). Одновременное воздействие температуры на всю поверхность печатной платы (ПП) приводит к ее перегреву и термоудару. Это вызывает повышенное коробление ПП, что ограничивает их максимальный размер до 150 мм с соотношением сторон 1:2. Чтобы ограничить зону действия припоя, на ПП с монтажной стороны наносят специальную защитную маску (бумажную, эпоксидную), в которой предусмотрены отверстия под места паек. С этой же целью температуру пайки выбирают более низкой, что также уменьшает потери припоя из-за окисления. Продукты окисления скапливаются на поверхности расплава припоя, и перед каждой пайкой их удаляют металлическим скребком. Частицы растворителя флюса, попавшие в припой, интенсивно испаряются, и это приводит к локальным непропаям. Для уменьшения числа непропаянных соединений применяют пайку погружением с наклоном (5…7о) объекта (см. рис. 11.2, б), либо на объект подают механические колебания частотой 50…200 Гц и амплитудой 0,5…1 мм (см. рис. 11.2, г, д).
Наиболее удачным способом реализации пайки с использованием жидкой статичной ТС является пайка протягиванием (см. рис. 11.2, в), при которой ПП с ТМК укладывается в
3
Таблица 11.1 Применимость групповых автоматизированных способов пайки при монтаже ячеек ЭВС с использованием ТМК и ПМК
|
|
|
|
|
ПМК |
|
|
|
|
Способ пайки (в соответ- |
ТМК |
Чип- |
Дискрет- |
Простые корпуса |
Кристаллодержатели |
Кристаллодержа- |
Кристаллодержа- |
Плотность |
Объем |
ные полу- |
ИС с 2-х сторон- |
с L- и J-образными |
тели с утоненны- |
тели мелкошаго- |
|||||
ствии с рис. 11.1) |
|
компо- |
пров. ЭРК |
ними выводами |
выводами |
ми выводами |
вые и др. сложной |
монтажа |
выпуска |
|
|
ненты |
|
|
|
|
конструкции* |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Волной припоя (2.2, в) |
+ |
+ |
0 |
− |
− |
− |
− |
Низкая |
Высокий |
Двойной волной (2.2, г) |
+ |
+** |
+ |
О*** |
− |
− |
− |
Средняя |
Высокий |
Двойной волной с дешун- |
+ |
+** |
+ |
+*** |
О*** |
− |
− |
Средняя |
Высокий |
тирующим ножом (2.2, г) |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
ПОДП с ИК-нагревом |
− |
+ |
+ |
+ |
+ |
+ |
+ |
Высокая |
Высокий |
(4.2, а) |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
ПОДП в ПГС (3.2, а) |
− |
+**** |
+**** |
+ |
+*** |
+ |
+ |
Высокая |
Средний |
ПОДП лазерными лучами |
− |
+ |
+ |
+ |
+ |
+ |
+ |
Высокая |
Средний |
(4.1, а) |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
ПОДП контактным нагре- |
− |
О |
О |
+ |
+ |
+ |
+ |
Высокая, |
Средний |
вом (на плите, ленте, либо |
|
|
|
|
|
|
|
средняя и |
и низкий |
ГТИ) (1.2, а; 1.1, а) |
|
|
|
|
|
|
|
низкая |
|
|
|
|
|
|
|
|
|
||
ПОДП горячим инертным |
− |
+ |
+ |
+ |
+ |
+ |
О |
Высокая |
Средний |
газом (3.2, б) |
|
|
|
|
|
|
|
и средняя |
|
* В том числе: безвыводные; на гибком носителе; с матричными выводами или выводными площадками; бескорпусные кристаллы с жестко-организованными выводами и др.
**Возможны ограничения с уменьшением типоразмера.
***Возможны обеднения припоем мест пайки.
****Возможны опрокидывания компонентов.
Условные обозначения: приемлема (+); неприемлема (−); применение ограничено (О).
Сокращения: полупров. ЭРК – полупроводниковые электрорадиокомпоненты; ПОДП – пайка оплавлением дозированного припоя; ИК – инфракрасный; ГТИ – групповой термоинструмент; ТМК– традиционно-монтируемые компоненты (с использованием монтажных отверстий); ПМК – поверхностно-монтируемые компоненты.
4
держатель под углом около 5о, погружается в ванну с расплавленным припоем и протягивается по зеркалу припоя. Впереди держателя имеется закрепленный скребок, который очищает поверхность зеркала. В этом случае создаются благоприятные условия для удаления флюса и излишков припоя. Время пайки протягиванием увеличивается до 10 с.
Избирательная пайка (см. рис. 11.2, ж) обеспечивает выборочную пайку контактов через специальную фильеру (образующую (с помощью системы сопел)) селективную мультиструйную с малой высотой подачу припоя), изготовленную из нержавеющей стали. Между объектом и фильерой зажимается слой термостойкой резины. При избирательной пайке уменьшается температура платы, снижается нагрев ТМК и расход припоя. Применяют ее в условиях массового производства, когда изготовление специальной фильеры экономически целесообразно. Каскадная пайка отличается перемещением объекта против волнообразного течения припоя (см. рис. 11.2, з), что способствует обеспечению свободной от окислов поверхности припоя и, тем самым, улучшению качества пайки, но при этом усложняется конструкция привода объекта и возникают трудности закрепления ТМК. Хорошее качество пайки обеспечивает способ погружения объекта в заполненную сеткой (например, из никеля с
размером окон 0,2×0,2 мм) ванну (см. рис. 11.2, е), которая превращается в капиллярный питатель. При соприкосновении объекта с сеткой припой выдавливается через ее ячейки и вследствие капиллярного эффекта заполняет зазор между выводами ТМК и металлизированными отверстиями. При обратном движении объекта избыток припоя затягивается капиллярами сеточного набора, что предотвращает образование сосулек. Различие в длине выводов не сказывается на качестве пайки из-за гибкости сетки.
Пайка волной припоя является самым распространенным способом групповой симультанной пайки ячеек ЭУ. Она заключается в том, что объект монтажа перемещается через гребень волны припоя (см. рис. 11.2, и…п). Ее преимуществами являются: высокая производительность, возможность создания комплексно-автоматизированного оборудования, ограниченное время взаимодействия припоя с объектом, что снижает термоудар, коробление диэлектрика, перегрев ЭРК. Главным условием высокой разрешающей способности пайки волной припоя, позволяющей без перемычек, мостиков и сосулек припоя паять ячейки с малыми зазорами между печатными проводниками (до 150 мкм), является создание тонкого и равномерного слоя припоя на проводниках.
Процесс пайки волной припоя (ВП) состоит из трех этапов: вхождение объекта монтажа в припой; его контактирование с припоем и выход объекта из припоя. На первом этапе направление скорости истечения волны способствует удалению паров флюса из зоны взаимодействия волны припоя с объектом и смачивание его припоем. На втором этапе происходят все процессы взаимодействия припоя с сопрягаемыми металлами, обеспечивающие образование спая и собственно этот этап определяет время пайки в зависимости от скорости движения конвейера, формы волны и направления ее истечения (см. рис. 11.2, и…п), но при этом повышается толщина припоя в местах пайки. Окончательное формирование толщины паянного шва происходит на выходе объекта из волны припоя. При этом в односторонней волне предельная составляющая скорости истечения вычитается из скорости конвейера, смывает излишки припоя и утоньшает оставшийся слой припоя (см. рис. 11.2, к).
В двусторонней волне скорость истечения складывается со скоростью конвейера и способствует образованию наплывов припоя. Таким образом, в двусторонней волне необходимо стремиться к повышению угла наклона конвейера, увеличению крутизны волны и уменьшению скорости истечения припоя. При односторонней волне более благоприятными являются горизонтальное положение конвейера, пологая форма и возможно большая скорость циркуляции припоя.
Глубина погружения в волну обычно составляет 0,6…0,8 толщины платы, но может достигать 1,5…2 толщины с носовым козырьком в передней части кассеты.
Дельта-волна (см. рис. 11.2, л) характеризуется стоком припоя в одну сторону, для чего одна стенка сопла выполнена удлиненной. Это уменьшает окисление припоя, однако делает чувствительным изменение высоты волны от напора нагнетателя припоя. Более целесо-
5
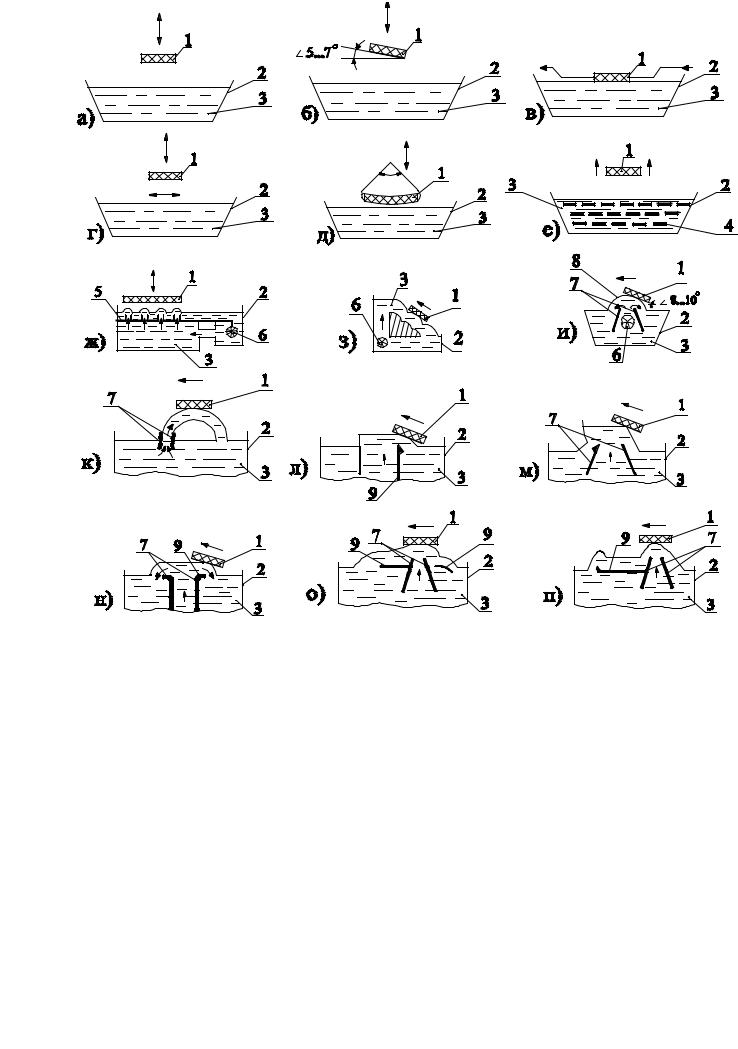
Рис.11.2. Основные разновидности групповой, безинструментальной пайки (с использованием жидкой технологической среды), применяемые для монтажа ТМК на ПП: а – пайка погружением с вертикальным перемещением объекта; б – пайка погружением с наклоном объекта; в – пайка протягиванием; г – пайка с применением колебательных движений объекта; д – пайка погружением с маятниковым движением объекта; е – пайка погружением в ванну с припоем и сеткой; ж – избирательная пайка; з – каскадная пайка; и – пайка симметричной волной; к – пайка односторонней волной (или струёй); л – пайка дельта-волной; м – пайка отраженной волной; н – пайка плоской волной; о – пайка лямбда-волной; п – пайка вторичной волной; 1 – плата с компонентами в держателе; 2 – ванна; 3 – расплавленный припой; 4 – гибкая сетка; 5 – фильера; 6 – нагнетатель (механический); 7 – сопло; 8 – симметричная (двухсторонняя) волна; 9 – специальные насадки; ТМК – традиционно (в отверстиях) монтируемые компоненты; ПП – печатная плата.
образна в этом отношении отраженная волна (см. рис 11.2, м), так как за счет применения наклонного отражателя с одной стороны сопла обеспечивается удержание большего количества припоя, чем при дельта-волне, а его сток регулируется изменением угла наклона отражателя и зазором между соплом и отражателем.
6
Поскольку увеличение ширины волны в направлении движении платы дает положительный эффект, то применяют плоскую, или широкую волну протяженностью до 70…90 мм (см. рис. 11.2, н), позволяющую добиться получения качественных соединений при меньшей температуре припоя, чем при пайке с волной параболической формы, и увеличить скорость пайки от 0,6…1,2 до 3 м/мин по сравнению с пайкой волной параболической формы.
Иногда вместо плоской волны используют вторичную волну (см. рис. 11.2, п) несколько меньшей высоты для оплавления образующихся сосулек. Температура во вторичной волне меньше, чем в основной. Однако увеличение открытой поверхности расплава способствует образованию оксидных пленок в нем.
Лямбда волна (см. рис. 11.2, о) получается при использовании насадки сложной формы и ее динамика позволяют получить на входе объекта в припой ускоренный поток припоя, обладающий хорошим смачивающим действием. В зоне выхода достигается нулевая относительная скорость объекта и припоя, а постепенное увеличение угла между объектом и поверхностью припоя исключает образование наплывов и сосулек. Такая форма волны позволяет вести качественную пайку ячеек на многослойных платах с плотным монтажом. На базе лямбда-волны получена вибрирующая волна припоя – омега-волна за счет размещения вибрирующего элемента в окне сопла, через которое подается припой. Вибрация элемента создается с помощью электромагнитного преобразователя, работающего на промышленной частоте с изменяемой амплитудой до 3 мм. Омега-волна при скорости конвейера 1,2 м/мин обеспечивает заполнение металлизированных отверстий ПП на уровне 99%.
На первых порах освоения техники поверхностного монтажа (ТПМ) пайку волной припоя (ПВП) пытались применить для монтажа ячеек ЭУ со смешанным набором ТМК и ПМК при реализации смешанно-разнесенного варианта (когда ТМК устанавливались с одной стороны платы, а ПМК (простейшей конструкции) – с обратной стороны ПП) их сборки и монтажа, что позволило бы использовать только один способ пайки для разнотипных конструкций компонентов. Для избежания появления типичных для ПВП дефектов при монтаже ПМК с обратной стороны ПП, например перемычек припоя между плотнорасположенными элементами ПП и др., сразу после ПВП (когда припой еще находится в расплавленном состоянии) стали применять специальный дешунтирующий нож, направляющий струю горячего инертного газа в место пайки с целью удаления излишков припоя.
Совершенствование оборудования и приспособлений (в частности сопел) для ПВП способствовало получению управляемой селективной высокоскоростной волны припоя (скорость движения 90 см/с), которая не оставляла перемычек между проводниками, расположенными с промежутками 0,2…0,3 мм. В этом случае волна формировалась с помощью специальной щели и магнитного поля, направленного вертикально по отношению к поверхности припоя, поэтому амплитуда волны, а, следовательно, и высота пайки регулировались автоматически.
Однако при увеличении плотности и разнообразия как конструкций, так и вариантов размещения ПМК на одной стороне ПП типичными дефектами ПВП становятся непропаи (вследствие экранирования корпусом компонента места пайки и передозировки припоя). Выделение газообразных продуктов взаимодействия флюса с припоем и паяемыми материалами также ухудшает качество пайки (газообразные продукты могут захватываться волной и в дальнейшем попадать в места паек, образуя раковины и непропаи, а также препятствуя равномерному дозированию припоя). Поэтому преобладающей становится пайка двойной волной припоя (ПДВП) (рис. 11.3) с регулируемыми скоростью истечения припоя, амплитудой и шириной волн, температурно-временным режимом, составом и уровнем припоя в анне, а также скоростью движения конвейера. Параметры волн подбираются таким образом, чтобы первая волна (узкая, высокая, скоростная и турбулентная) обеспечивала полную смачиваемость припоем всех монтируемых соединений на плате, а вторая (финишная, широкая, низкая, ламинарная, с малой скоростью истечения) удаляла излишки припоя, вынося их в общий поток и предотвращая наплывы и затекания припоя. Наклон конвейерной ленты с монтируе-
мыми изделиями под углом 7…12° обеспечивает лучшее смачивание припоем мест пайки
7
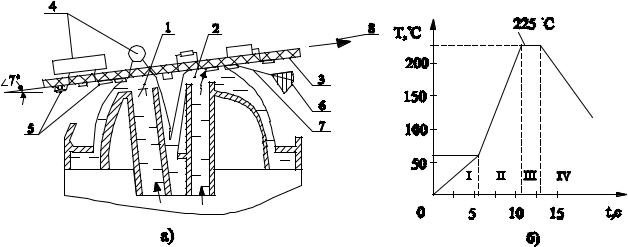
(рис. 11.3, а). На рис. 11.3, б приведен рекомендуемый температурно-временной режим всего цикла микроконтактирования.
Рис.11.3. Фрагменты процесса пайки двойной волной припоя; a – схема реализации процесса пайки двойной волной припоя (ДВП); б – температурновременной режим процесса пайки ДВП; 1 – турбулентная, скоростная, узкая первая волна припоя; 2 – ламинарная, плавная, широкая, низкая вторая волна припоя; 4 – ТМК; 5 – ПМК; 6 – дешунтирующий нож; 7 – струя горячего инертного газа; 8 – направление движения платы с ЭРК; I – этап предварительного нагрева; II – этап окончательного нагрева; III – этап пайки; IV – этап охлаждения.
При полном переходе к ТПМ ПДВП представляется малоэффективной особенно в случае монтажа компонентов с I-, J-образными и планарными выводами корпусов (при шаге выводов менее 1,25 мм), а также безвыводных кристаллодержателей. Кроме того, для всех разновидностей волновых паек качество паянных соединений зависит от размеров и конфигурации контактных площадок, на которых осуществляется пайка, что следует учитывать при проектировании. Для улучшения качества ПДВП рекомендуется:
−использовать предварительный подогрев при температуре 80 − 130 °С (это уменьшает термоудар монтируемого изделия и устраняет разбрызгивание припоя);
−применять автоматизированные модули пайки со встроенным дешунтирующим ножом и средствами контроля необходимых параметров (см. рис 11.3, а);
−тщательно подбирать параметры технологической среды, особенно для первой волны припоя с учетом типа и количества выводов ПМК;
−для улучшения смачиваемости паяемых соединений припоем, флюсование следует выполнять с применением смеси флюса с изопропанолом;
−для уменьшения шлакообразования и снижения поверхностного натяжения припоя во время пайки в ванну с припоем можно добавлять специальные масла (пальмовое и др.) либо мраморные шарики (диаметром не более 20 мм), однако их содержание должно быть
строго контролируемым;
− на этапе разработки КП учитывать специальные правила проектирования для ПДВП: на КП должны быть технологические отверстия для отвода газообразных продуктов пайки, а также технологические площадки (ловушки припоя) в конце знакоместа, «затягивающие на себя» излишки припоя; длина контактных площадок, выступающих за пределы выводов ПМК должна быть минимальной во избежание растеканий припоя между выводами; должно быть предусмортрено конформное покрытие; размещение ПМК по отношению к
8

движущейся волне должно соответствовать указанному на рис. 11.3, а;
−каждая волна должна иметь отдельные сопла, насос и блок управления, а также средства контроля ее параметров;
−для снижения растворимости материалов выводов ПМК и контактных площадок КП припоем в ванну следует добавлять 1…2% меди, если материалы выводов ПМК не содержат
никелевый барьерный слой.
Пайка оплавлением дозированного припоя в парогазовой среде (ПОДП в ПГС) (конденсационная пайка) (рис. 11.4) обеспечивает равномерный нагрев и оплавление всех мест пайки одновременно, независимо от геометрии ПМК, КП и контактных площадок на ней. Этот способ высокопроизводителен и в настоящее время не более дорогостоящ, чем ПДВП. ПОДП в ПГС осуществляется в парах жидкости-теплоносителя (фреона), нагретой до
температуры кипения, обычно равной 215 °С. Плата с установленными и зафиксированными на ней компонентами (как монтируемый объект) помещается в рабочую зону контейнера и предварительно нагревается. Далее объект перемещается в зону насыщенного пара кипящего
фреона, где температура объекта повышается до 215 °С. Пар в этом случае вытесняет из контейнера воздух (препятствуя тем самым окислительным процессам во время пайки), затем обволакивает объект и начинает конденсироваться на его поверхностях, отдавая при этом скрытую теплоту парообразования. Благодаря тепловому равновесию между жидкостью (теплоносителем) и ее паром, температура всей системы остается постоянной без применения терморегуляторов. Припой (в составе припойной пасты, предварительно сформированной на КП), находящийся в зоне насыщенного пара фреона, расплавляется и образует паянные соединения. Скорость передачи тепла при ПОДП в ПГС можно представить как
Q = h A(TÏ −T0 ), где h - коэффициент теплопередачи, который определяется коэффициен-
том теплопроводности, коэффициентом вязкости и плотностью конденсирующегося пара; A - площадь поверхностей объекта, принимающих тепло; TÏ и T0 - температура соответствен-
но пара (как источника тепла) и нагреваемого объекта.
Если сравнить температурно-временной режим для ПДВП (см. рис. 11.3, б) и для ПОДП в ПГС (рис. 11.4, г), то можно видеть, что в последнем случае плата с ПМК большее
время, чем при ПДВП, находится в условиях температуры 205 − 215 °С со скоростью ее из-
менения примерно 4 °С/с, хотя ПДВП проводится при большей температуре (около 230 °С). Для определения влияния температуры и скорости ее изменения на надежность ПМК были проведены испытания, при которых такие компоненты подвергались тысячекратному воздействию скачкообразно меняющейся температуры (за каждые три секунды в пределах от
150 °С до − 65 °С). Скорость изменения температуры при этом составляла 70 °C/c. По результатам испытаний была определена область безотказной работы ПМК (с учетом жестких (с более чем 10-кратным запасом) условий испытаний). Нижняя граница этой области проходит выше рабочих температур ПДВП и ПОДП в ПГС, и в то же время опасность поврежде-
ния ПМК, например при 215 °С со скоростью изменения температуры 70 °С/с, может наступить только после 40 мин испытаний их на устойчивость к термоциклам, что позволило сделать вывод о пригодности ПДВП и ПОДП в ПГС для микроконтактирования в ТПМ (с точки зрения безотказной работы ПМК). При общем рассмотрении ПОДП в ПГС (см. рис. 11.4, а) в сравнении с другими способами пайки – просто реализуемый симультанный прецизионный процесс, который в сущности протекает в равновесной системе (так как температура источника тепла и объекта пайки одинаковы), способной самоустанавливаться и самостабилизироваться (с высокой точностью выдерживания температурного режима пайки) при одновременном двустороннем монтаже на КП (из разных материалов и различной геометрической формы) любых конструкций ПМК, осуществляемом в бескислородной высокочистой, химически инертной, негорючей технологической среде, что может быть использовано для организации робастной* технологии. Однако практика показала, что для этого требуется решить
* Робастной можно назвать технологию, при реализации которой свойства изготавливаемого объекта не зависят от неконтролируемых факторов.
9
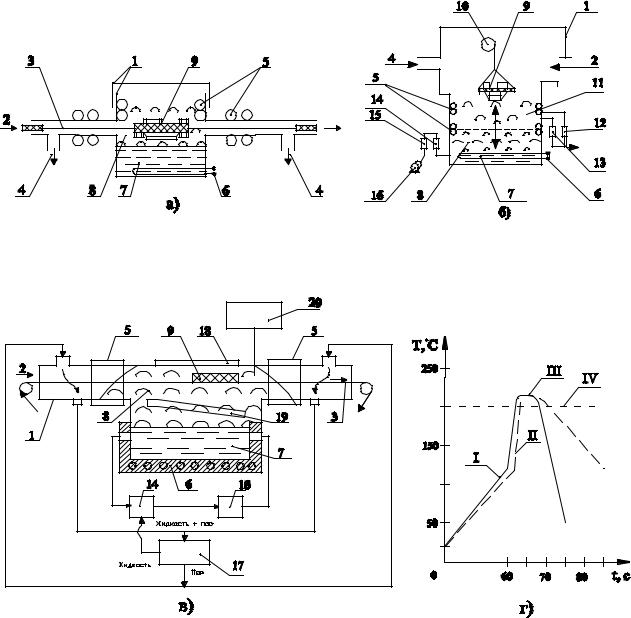
Рис.11.4. Схемы рабочих контейнеров для реализации пайки ОДП в ПГС; a – c однопаровой зоной; б – с двухпаровой зоной; в – c однопаровой зоной, непрерывного действия с замкнутым технологическим циклом; и температурно-временной режим ПОДП в ПГС (г); 1 – корпус контейнера; 2 – подача платы с ПМК; 3 – конвейер; 4 – вентиляция; 5 – охладитель; 6 – нагреватель; 7 – жидкость-теплоноситель; 8 – насыщенный пар жидкости-теплоносителя (первая паровая зона); 9 – плата с ПМК; 10 – подъемный механизм; 11 – вторая (защитная) паровая зона; 12 – удаление кислоты; 13 – осушитель; 14 – фильтр; 15 – теплообменник; 16 – насос; 17 – сепаратор; 18 – окно для наблюдения за процессом пайки; 19 – сборник продуктов флюсования; 20 – индикатор параметров технологической среды (уровня пара, температуры) и счетчик изделий; I, II – соответственно температурный профиль при нагреве ПМК(ИС) и основания платы; III – температура кипения рабочей жидкоститеплоносителя (215 ºС); IV – температура оплавления припойной пасты (196 ºС).
ряд весьма проблематичных задач, касающихся самого метода реализации конденсационной пайки в негерметичных системах. В частности, избежания утечки пара дорогого теплоноси-
10
теля, а также появления паров воды и различных загрязнений в составе технологической среды во время пайки (в противном случае возможно термическое разложение теплоносителя, что может в свою очередь вызвать коррозию и другие дефекты паянных соединений). Поэтому совершенствование технологического оборудования для ПОДП в ПГС направлено на разрешение этих проблем.
Во избежание потерь теплоносителя радикальным средством считается использование двухпаровых систем пайки (см. рис. 11.4, б), в которых дешевый низкомолекулярный фреон с меньшей температурой кипения, чем основной (рабочий) теплоноситель, создает верхнюю защитную паровую зону, предотвращающую утечку пара рабочего фреона. Разработка двухпаровых систем потребовала усложнения технологического оборудования для пайки как за счет увеличения числа контролируемых параметров, так и вследствие потребности в системе нейтрализации кислот, вероятность образования которых на границе двух парогазовых сред существенно возрастает по сравнению с одной ПГС. Вместе с тем применение защитной ПГС является не единственным способом минимизации потерь дорогостоящего рабочего теплоносителя (и соответственно уменьшения затрат на его приобретение и избежания экологических проблем). В современных промышленных технологических установках ПОДП в ПГС периодического и непрерывного действия используются усовершенствованные системы вентиляции (с регулируемой скоростью оттока воздуха из рабочей зоны) и конденсации (соответственно улавливающие и конденсирующие пары теплоносителя и возвращающие их в рабочую зону), а также системы рециркуляции жидкости-теплоносителя, низко располагаемые (по отношению ко входу и выходу конвейерной ленты) рабочие паровые зоны и другие средства, которые в комплексе позволяют свести к минимуму утечки фреонов (см. рис. 11.4,
в).
Появление инородных веществ в составе технологической среды (ТС) может происходить из-за неконтролируемого изменения относительной влажности в производственной среде и выделения летучих веществ из материалов конструктивов объекта производства во время пайки. Влажность воздуха производственной среды должна поддерживаться в определенных пределах. При низких значениях влажности происходит электризация и слишком быстрое высыхание припойной пасты, а также ускоряются процессы окисления частиц припоя. При повышенной влажности происходит насыщение парами воды материала КП, что приводит к ее короблению в процессе нагрева и десорбции паров воды в ТС. Повышенная влажность влияет также на вязкость припойной пасты, что, в свою очередь, изменяет толщину слоя пасты, осаждаемого на контактные площадки. И, наконец, из-за высокой гигроскопичности припойные пасты легко впитывают влагу, что приводит к образованию шариков припоя и разбрызгиванию пасты в процессе ее оплавления вследствие быстрого испарения содержащейся в ней влаги. Экспериментально установлено, что оптимальное значение относительной влажности воздуха производственной среды при монтаже ЭУ в ТПМ с применением ПОДП в ПГС лежит в пределах 35…45%.
Большинство используемых в составе припойных паст флюсов растворяются жидко- стями-теплоносителями. Растворимость лежит в пределах от 0,02 до 0,38%. Излишки флюса, попав в жидкость, накапливаются до точки насыщения, выше которой образуется эмульсия с содержанием капель флюса. Эти капли довольно быстро оседают на стенках оборудования и поверхности нагревателя. Последнее приводит к ухудшению теплового контакта нагревателя с жидким теплоносителем, перегреву нагревателя и разложению теплоносителя.
Одним из эффективных способов избежания термического разложения теплоносителя является его фильтрация с применением как минимум двух фильтров и системы автоматической очистки фильтров, степень которой зависит от количества попадающего в жидкость флюса. Новейшие установки ПОДП в ПГС снабжены системами непрерывной фильтрации (см. рис. 11.4, в), обеспечивающей регенерацию ТС, а также в них предусмотрен косвенный нагрев теплоносителя. Не менее важно для ПОДП в ПГС установить жесткий контроль условий хранения и применения припойных паст.
Более дешевые способы реализации симультанной ПОДП с конвекционным механиз-
11
мом теплопередачи, например, в среде нагретого воздуха либо инертного газа не получили широкого распространения в ТПМ для монтажа ячеек ЭУ по причине неудовлетворительной воспроизводимости показателей качества паянных соединений (из-за неконтролируемых процессов окисления во время пайки, особенно в среде нагретого воздуха, и трудностей реализации стабильного симультанного процесса пайки без ограничения материалов конструктивов по нагревостойкости). Пайка ОДП в среде нагретого инертного газа обычно осуществляется поочередно-групповым способом вручную (например, с помощью минитермофена)
при температуре 280 °С в течение 10…15 с с начала оплавления припоя и используется в ТПМ преимущественно при устранении дефектов монтажа с применением локального нагрева знакомест с ПМК.
Пайка оплавлением дозированного припоя с применением излучательного нагрева по своей природе отличается от конвекционной и кондукционной главным образом большей скоростью переноса тепла, отсутствием прямого контакта с источником излучения и управляемой проникающей способностью излучения в материалы конструктивов ЭУ. Если
площади излучателя и объекта соизмеримы, то количество тепла QИ , передаваемого от источника излучения к нагреваемому объекту можно представить в виде выражения:
QИ =σ E A KV (T14 −T24 ),
где KV - поправочный коэффициент, учитывающий геометрические факторы поля видимости объекта для конкретного вида излучения; σ - постоянная Стефана-Больцмана; E - излучательная способность источника излучения; A - площадь излучаемой поверхности; T1 -
температура излучателя; T2 - температура нагреваемого объекта. Таким образом, при излуча-
тельном нагреве передача тепла прямо пропорциональна температуре в 4-й степени (см. ПОДП в ПГС, для которой передача тепла парами теплоносителя пропорциональна температуре в 1-й степени), следовательно, излучательный нагрев объекта происходит быстрее, чем все прочие. С повышением температуры источника мощность излучения возрастает, а доля коротковолнового излучения в спектре увеличивается. При соответствующем подборе спектра излучения, а также материалов конструктивов объекта, способных поглощать, отражать либо пропускать излучение, можно изменять проникающую способность излучения во время его взаимодействия с нагреваемым объектом, тем самым управлять процессом излучательного нагрева. И все же ПОДП с излучательным нагревом – термодинамически неравновесный процесс, так как температура излучателя существенно отличается от температуры объекта
(например, для ТС с ИК-излучением T1 ≈300 − 800 °С, а T2 ≈ 210 − 230 °С), что требует
прецизионного контроля технологических параметров процесса пайки и управления ими. В ТПМ для симультанной пайки используется преимущественно ПОДП с ИК-нагревом (в
диапазоне длин волн ИК-излучения 1,3− 5,0 мкм). Пайка в этом случае осуществляется в негерметичной системе (рис. 11.5, а) с применением двух типов источников ИК-излучения: плоских керамических панельных (в количестве от 4 до 20), работающих в режиме средневолнового рассеянного ИК-излучения (при этом 60% тепла передается объекту за счет естественной конвекции (так как в рабочей камере присутствует газообразная среда) и 40% при помощи излучения) и локальных концентрированных (ламповых) излучателей (в количестве 2…8), работающих в режиме коротковолнового ИК-излучения (при этом доля конвекционной составляющей в общем количестве тепла, передаваемого объекту, не превышает 5%, а
95% тепловой энергии доставляется к объекту излучением). Отношение излучательной QÈ к конвекционной Qc составляющей (называемое ИК-индексом; ИКИ = QИ /Qc ) в общем коли-
честве передаваемому объекту тепла выбирается как можно меньшим, если требуется избежать больших градиентов температуры в нагреваемом объекте, и как можно большим для уменьшения времени облучения объекта, т. е. повышения эффективности процесса пайки.
Для качественной ПОДП при использовании ИК-излучения важно знать его длину волны, прозрачность остаточной газообразной ТС, а также характер поведения материалов
12
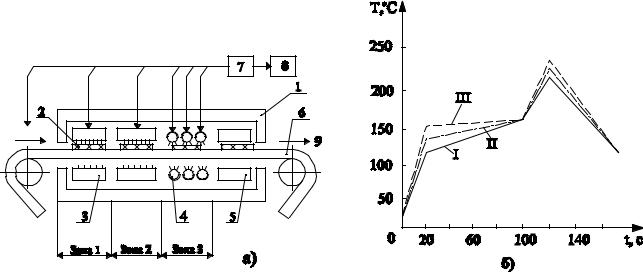
Рис 11.5. Схема реализации ПОДП при ИК-нагреве (а) и её температурно-временной режим (б); 1 – корпус установки; 2 – КП c ПМК; 3 – плоские керамические ИКизлучатели; 4 – кварцевые ИК-лампы; 5 – охладитель; 6 – конвейерная лента; 7 – микропроцессор; 8 – дисплей; 9 – направление движения конвейера; I – нагрев массивных ПМК; II – нагрев паяемых соединений; III – нагрев ПМК малой массы; ПОДП – пайка оплавлением дозированного припоя; ИК – инфракрасный; ПМК – поверхностно-монтируемые компоненты; КП – коммутационная плата.
конструктивов ЭУ в условиях облучения. Непосредственно для оплавления припоя, как правило, выбирается ИК-излучение с длиной волн в диапазоне 1,3…2,5 мкм, в котором органические вещества прозрачны, что позволяет излучению проникать в глубь припойной пасты, быстро и беспрепятственно удалять из нее остатки растворителей без разбрызгиваний припоя и вспышек растворителей, не повреждая защитное или маскирующее покрытие, а также материал КП. Наиболее эффективными источниками коротковолного ИК-излучения являются лампы с вольфрамовой нитью накала.
Если технология ПОДП с ИК-нагревом хорошо отработана, то в паянных соединениях, как правило, не возникают напряжения, как это бывает во время ПВП, ПДВП либо ПОДП в ПГС и др., когда нагреваются только поверхности материалов конструктивов монтируемых изделий. Однако быстрый разогрев объекта, что характерно для ПОДП с ИК-нагревом, может вызвать температурные градиенты в конструктивах ЭУ, в зависимости от скорости их нагрева и сложности геометрии, от места размещения компонентов на КП, от их теплопроводности и массы. Эффект «геометрии» (зависимость теплопередачи излучением от местоположения ПМК на КП) при ПОДП с ИК-нагревом проявляется в том случае, если облучаемые ПМК (даже однотипные) находятся на разных местах КП, например, в центре или на краю платы, так как в первом случае энергию излучения поглощает одна поверхность ПМК, а во втором – три поверхности. Кроме того, поглощающая способность материалов ПМК, нагреваемых ИК-излучением, может быть разной в зависимости от наличия на КП ПМК в корпусах с большой отражающей поверхностью либо сильно отличающихся степенью черноты (так называемый «теневой» эффект вследствие цветочувствительности ИК-излучения). В результате компоненты поглощают энергию излучения с разной скоростью (и в разном количестве), что также может привести к появлению температурных градиентов в монтируемых изделиях, и это важно учитывать при отработке ТП пайки.
Самым радикальным средством для избежания в конструктивах градиентов температуры является комплекс мер, обеспечивающих близкий к равновесному процесс пайки с выравниванием температуры объекта до оплавления припоя и с высокой стабильностью под-
13
держивания технологических параметров при монтаже изделий. В частности, ПОДП с ИКнагревом следует проводить в потоке инертного газа, выводящего из зоны пайки воздух и летучие продукты, выделяющиеся из паст и КП при нагреве (в противном случае летучие продукты осаждаются на поверхностях узлов и деталей рабочей камеры, включая нагреватели, что приводит к изменению параметров ТС (длины волны, мощности излучения и др.), к появлению дефектов пайки и существенно усложняет управление ТП монтажа ЭУ). Рабочее пространство установки ПОДП с ИК-нагревом должно иметь минимум три температурные зоны (в самом современном гибкоавтоматизированном оборудовании для данного способа пайки количество температурных зон может быть больше десяти с автономным контролем и управлением параметров нагревателей и ТС в целом) а температурно-временной режим пайки должен быть многоступенчатым (рис. 11.5, б).
В зоне 1 (см. рис. 11.5) нагрев КП с ПМК должен обеспечить быстрое удаление из них летучих ингредиентов при оптимальной скорости нагрева, не превышающей 7 град/с. Однако градиенты температуры, возникающие в монтируемом объекте при быстром ИК-нагреве, могут привести к повреждениям некоторых конструктивов, например ПМК, содержащих материалы с низкой теплоемкостью, термочувствительных ПМК и т.п. Поэтому для гарантии обеспечения качественной пайки и высокой эксплуатационной надежности ЭУ, в перспективном технологическом оборудовании для ПОДП с ИК-нагревом предусмотрена возможность чередования зон быстрого и медленного нагрева. Так, в зоне 2 осуществляется выравнивание температуры объекта при скорости его нагрева не более 0,5 град/с. Медленное из-
менение температуры, например от 160 до 170 °С (см. рис.11.5, б), обеспечивает равномерное распределение тепла в монтируемом изделии не только за счет ИК-излучения, но и свободной конвекции и теплопроводности при теплопередаче до достижения равновесного состояния ТС с объектом в этой зоне и минимизации градиентов температуры. Режим работы в зоне 3 подобен по скорости нагрева режиму зоны 1, но реализуется в диапазоне температур процесса пайки, начиная с температуры оплавления припоя (см. рис. 11.5, б), при этом контролируется и минимизируется время оплавления припоя и тем самым пребывания ПМК в высокотемпературной зоне быстрого нагрева. При большом разнообразии ПМК иногда целесообразно использовать перед быстрым нагревом предварительный плавно-ступенчатый
нагрев до температуры 50…70 °С, не вызывающий возникновения градиентов температуры в монтируемом изделии и заметно снижающий воздействия на ПМК температур в последующих зонах быстрого нагрева. Это требует использования как минимум пятизонной установки ПОДП с ИК-нагревом, что экономически всегда оправдывается за счет повышения качества пайки. Многозонные системы пайки с ИК-нагревом незаменимы для высокоплотного монтажа особосложных изделий (с многовыводными кристаллодержателями сложной конструкции), поскольку позволяют с учетом многофакторности процесса пайки подобрать оптимальный многоступенчатый температурно-временной режим, обеспечивающий высокое качество и надежность паянных соединений. Типичный цикл ПОДП с ИК-нагревом рассчитан на выдерживание ПМК в нагретом состоянии в течение 90…130 с, поэтому для обеспечения их безотказной работы необходим правильный выбор количества температурных зон установки пайки, экспериментальное определение и отработка температурно-временного режима бездефектной пайки для конкретного ЭУ при наличии прецизионного контроля технологических параметров процесса пайки автономно для каждой температурной зоны установки.
Проведение пайки в потоке очищенного, химически инертного газа, например азота, в значительной степени уменьшает содержание кислорода в рабочем объеме установки, но не устраняет полностью окислительные процессы во время пайки, поэтому рекомендуется в качестве защитной среды применять смесь азота и водорода (5% Н2 для восстановления металлов из оксидов). Использование данной смеси газов уменьшает расплывание флюса (предположительно из-за увеличения его поверхностной энергии в восстановительной среде) и растекание припоя при оплавлении, что способствует уменьшению смещению смещения ПМК в момент оплавления припоя и упрощает очистку смонтированных ЭУ.
Специфику применения ИК-излучения для симультанной ПОДП следует учитывать:
14
при выборе навесных компонентов (например, важно правильно выбирать их массу, габариты, оптические свойства материалов корпусов и т. д.); при разработке компоновочной схемы ячейки ЭУ (следует размещать ПМК в больших корпусах на краях КП и малых – в центре КП, оценивать потребности в теплоотводах и защите ПМК); при проектировании КП (надо иметь сведения об оптических свойствах материала основания КП, припойной пасты, защитных и отражающих покрытий, а также теплоотводящих, термокомпенсирующих и отражающих излучение элементов КП).
В производстве ЭУ на многослойных КП иногда используют ПОДП с комбинированным нагревом, т. е. комбинацию ИК-излучения и кондукционного (контактного) нагрева. Контактный нагрев осуществляется нагреваемой конвейерной лентой (реже – нагретой плитой) и позволяет в комбинации с излучательным несколько сократить время пребывания изделия в установке пайки и обеспечивает более эффективное выравнивание температуры объекта пайки по сравнению с применением только излучательного нагрева, хотя и используется в основном при монтаже ячеек ЭУ на платах с повышенной нагревостойкостью.
Сравнение способов ПОДП в ПГС и с ИК-нагревом позволяет рекомендовать первый для мелкосерийного производства и лабораторных применений (оборудование для ПОДП в ПГС имеет небольшие размеры и просто управляемо) при изготовлении преимущественно малогабаритных ЭУ с высокоплотным двусторонним ПМ и по возможности с однотипной конструкцией сложных корпусов ПМК; второй – в составе гибких автоматизированных поточных линий (технологическое оборудование, несмотря на более простое устройство рабочей камеры, чем в первом случае, имеет большие размеры, сложнее в управлении и требует частой автоматической подстройки параметров ТП во время монтажа) для изготовления ЭУ на КП с шириной от 50 до 500 мм с разнообразной конструкцией ПМК и разными вариантами их сборки на КП (одноили двухсторонней) при высоком выходе годных ячеек ЭУ после монтажа.
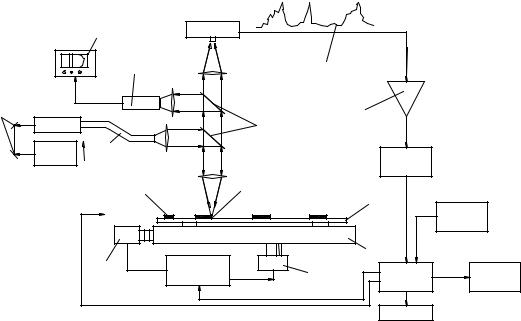
ПОДП с применением лазерного излучения характеризуется высокой когерентно-
стью, направленностью и плотностью потока в сравнении с ИК-излучением. При использовании самого современного технологического оборудования ПОДП лучом лазера можно назвать способом пайки с последовательно-групповым (т. е. средним) уровнем автоматизации, так как для реализации пайки на самом высоком уровне автоматизации (т. е. симультанной ПОДП) потребовалось бы количество лазерных лучей, как минимум равное числу паянных соединений (современные ЭУ могут содержать более 10000 паянных соединений). Большинство установок лазерной ПОДП выполняют монтаж последовательно по каждому отдельному контакту вывода ПМК с контактной площадкой КП, осуществляя точечный нагрев (рис. 11.6) как в непрерывном, так и в импульсном режимах. С помощью системы специальных оптических зеркал можно разложить лазерный луч на несколько и осуществлять многоточечную (групповую, по ряду контактов) пайку, хотя и с ограниченным количеством (не более 50) одновременно паяемых соединений. Однако, несмотря на невысокую производительность, лазерная ПОДП имеет следующие преимущества по сравнению с ПОДП с ИК-нагревом:
−в процессе пайки оплавляется очень малый участок, при этом КП в ПМК, расположенные на ней, могут не нагреваться;
−точечный нагрев направленным пучком лазерного излучения обеспечивает селективность процесса пайки, что позволяет осуществить, например, ремонт изделия, в том числе замену компонентов и т. д. (при ИК-нагреве это исключено);
−малое время пайки (0,1…4,0 с);
−простоту контроля и управления процессом пайки;
−источник лазерного излучения может быть вынесен за пределы рабочего пространства, поскольку пайку можно осуществить, например, через стекло; это упрощает выбор технологической среды для проведения пайки и позволяет добиться требуемой чистоты процес-
са, а также облегчает работу с оптической системой;
15
− с применением оптико-волоконных световодов (для передачи энергии излучения), ЭВМ и робототехники система для пайки становится компактной, гибкой (быстро перестраиваемой), высокопроизводительной;
|
2 |
|
1 |
|
|
|
|
|
|
3 |
4 |
|
|
|
|
7 |
|
|
10 |
5 |
|
|
9 |
6 |
8 |
|
11 |
|
|
||
|
|
|
|
|
|
14 |
12 |
23 |
|
13 |
|
|
|
21
|
|
|
15 |
|
17 |
18 |
16 |
19 |
20 |
|
||||
|
|
|
||
|
|
|
22 |
|
Рис. 11.6. Схема реализации процесса лазерной ПОДП со встроенным контролем качества паянных соединений; 1 – детектор ИК-излучения, выделяющегося при пайке; 2 – дисплей для оперативного отображения информации (в том числе при координатном программировании); 3 – видеокамера (указатель цели лазерному лучу); 4 – термическая сигнатура паянного соединения; 5 – твердотельный лазер (для пайки); 6 - газовый лазер (для вспомогательных операций); 7 – зеркала; 8 – оптико-волоконный световод; 9 – оптические
линзы; 10 - усилитель; 11 − АЦП; 12 – подача лазерного луча на вывод ПМК (в место пайки); 13 – КП; 14 – ПМК; 15 – координатный стол; 16 – перемещение по оси х; 17 – перемещение по оси y; 18 – сервисная система перемещения стола; 19 – цифровое преобразование ИК-излучения, идентификация, компьютерное управление перемещением координатного стола; 20 - периферийные устройства ЭВС; 21 – память ЭВС; 22 – маркировка изделий с дефектами; 23 - сенсорные устройства для определения и регулирования мощности лазерного излучения; ПОДП – пайка оплавлением дозированного припоя; АЦП – аналого-цифровой преобразователь; ПМК – поверхностномонтируемые компоненты; КП – коммутационная плата.
− паянный шов после лазерной пайки имеет самую мелкозернистую, высокооднородную структуру и минимальную толщину интерметаллических прослоек (из-за кратковременного действия тепла (20…30 мс) и высокой скорости кристаллизации расплава), что существенно повышает надежность паянных соединений;
− выбор материалов ТС, начиная с этапа, предшествующего сборке ПМК на КП, менее критичен, чем для других способов монтажа (пайка может проводиться в обычной атмосфере; нет потребности в специальных флюсах, адгезивах и очистителях, т. е. можно использовать обычные недорогие материалы ТС, так как за время пайки летучие вещества практически не выделяются, отсутствуют растекания припойной пасты (в том числе флюса), однако пайка не может выполняться одновременно с двух сторон КП);
16
− возможность фокусировки лазерного луча в пятно диаметром 25 мкм и менее обеспечивает высококачественную пайку многовыводных БИС (СБИС, УБИС) (т. е. пайку самых миниатюрных выводов с наименьшим шагом без перемычек и шариков припоя);
− возможность чередования монтажных операций со сборочными в любой задаваемой программой работы лазерного луча последовательности (что важно при наличии в составе изделия ПМ соединителей, шлейфов и других узлов);
− гибкая перестройка режима работы лазерного луча обеспечивает высококачественную пайку любых ПМК независимо от их массы, габаритов и термочувствительности без ограничений при выборе материала диэлектрического основания КП;
−возможность монтажа без применения флюсов и очистных процессов;
−наибольший выход годных изделий при наилучшем качестве паянных соединений после монтажа.
Современные установки лазерной ПОДП содержат, кроме конструктивов, приведен-
ных на рис. 11.6, блок питания, систему охлаждения и устройства, обеспечивающие безопасность работы. Однако в более перспективном оборудовании используется как минимум двухлучевая система с блоком сканирования и автономным управлением лучей, позволяющая производить пайку по двум противоположным рядам контактов ПМК – КП (лазерный луч сканирует вдоль контактных площадок КП для улучшения теплопроводности контактируемых элементов и уменьшения времени пайки).
Развивающаяся ТПМ предъявляет следующие требования к установкам лазерной ПОДП:
−способность монтировать все типы ПМК независимо от их размеров, формы, поворота и места размещения на КП;
−использование одновременной работы как минимум двух лучей (для предотвращения опрокидываний чип-компонентов);
−независимое программирование работы каждого луча (для пайки ассиметричных ПМК, а также возможности изменения (при необходимости) энергии излучения, передаваемой каждому монтируемому контакту);
−согласование программного обеспечения установки с характеристиками САПР ЭУ для использования данного оборудования в составе ГПС, в том числе компьютерноинтегрированнных производств.
Вбольшинстве случаев для лазерной ПОДП используется лазерное излучение с плотностью энергии 105 …107 Вт/см2 в импульсном режиме при фокусировании излучения в пят-
но с диаметром 10…100 мкм. Мощность излучения в лазерном пучке не превышает 200 Вт,
а температура в месте пайки – 240 °С. Характерным для такой пайки является образование зоны нагрева вокруг места расплавления припоя вследствие отражения части энергии оптического излучения в первый момент времени, но это не оказывает существенного влияния на качество пайки, если контактируемые материалы имеют хорошую теплопроводность. В противном случае выбирают корпуса с планарными выводами либо технологические средства защиты элементов ПМК от перегревов. Возможными дефектами лазерной ПОДП являются шарики припоя (если происходит разбрызгивание припоя) вследствие перегрева и испарения припойной пасты, что может наблюдаться преимущественно в импульсном неоптимально подобранном режиме работы лазера либо в случае неоптимального режима подсушки припойной пасты), а также разрушения основания КП лазером (при сбое механизма фокусировки лазерного луча либо отсутствии технологических средств зашиты КП (использовании флюсов, отражающих покрытий) при работе с СО2-лазерами в режиме повышенной плотности энергии излучения).
При разработке ЭУ следует знать, что металлы лучше поглощают коротковолновое, а органические диэлектрики – более длинноволновое оптическое излучение, а также понимать специфику процессов ПОДП в непрерывном и импульсном режимах работы лазеров для правильного выбора соответствующего типа оборудования и средств его автоматизации.
17
Таким образом, лазерная ПОДП не является альтернативой другим способам ПОДП, а скорее их удачно дополняет, например, при монтаже (и демонтаже) особо сложных ЭУ с повышенной плотностью монтажа и сложными конструкциями ПМК (в том числе термочувствительными), существенно отличающимися массой и габаритами. А главное – лазерная ПОДП незаменима для монтажа специальной высоконадежной аппаратуры, когда главным является качество и надежность паянных соединений, а не производительность технологического оборудования.
Применимость групповых способов пайки, включая симультанные, представлена в табл. 11.1 для монтажа ячеек ЭУ с разными конструкциями компонентов.
Автоматизация симультанных процессов монтажа ячеек с преобладанием ТМК
Технологический процесс (ТП) автоматизированного симультанного монтажа ячеек ЭУ с ТМК включает этапы: нанесения флюса; подсушивания флюса; предварительного нагрева объекта; пайку; обрезку выводов; очистку смонтированного изделия. Если монтаж осуществляется для смешанно-разнесенного варианта (т. е. с одной стороны ПП установлены и закреплены ТМК, а с другой – ПМК простейшей конструкции), то обрезка выводов ТМК выполняется после их фиксации на этапе сборки; ПМК фиксируются с помощью клея также на этапе сборки без использования припойной пасты. Нанесение флюса осуществляется способом, выбор которого определяется составом флюса, степенью автоматизации и экономичностью. Наибольшее распространение для групповых технологий получили способы: погружением в ванну с жидким флюсом, протягиванием, распылением, вращающимися щетками для мелко- и среднесерийного производства, а для массового применяют пенное или волновое флюсование.
Способ вспенивания широко применяется в автоматизированных поточных линиях вследствие своей экономичности и простоты реализации, но нанесенный тонкий слой флюса при последующей пайке может быть полностью удален расплавленным припоем. Поэтому такое нанесение не гарантирует полное смачивание флюсом всех выводов компонентов, особенно установленных в отверстиях ПП. Кроме того, большая поверхность и хорошие условия для испарения в процессе работы изменяют процентный состав флюсующего раствора и ухудшают качество пайки. Более полное и надежное нанесение флюса на поверхность ПП (или МПП) собранного узла при уплотненной коммутации достигается использованием волнового флюсования. В этом случае флюс не только равномерно покрывает нижнюю поверхность платы, но и проникает в металлизированные отверстия (в том числе и монтажные) под действием гидродинамического давления и капиллярного эффекта. К недостаткам данного способа относятся увеличенный расход материалов, усложнение технологического оборудования, повышенные требования к коррозионной стойкости флюсуемых деталей и точности поддержания высоты волны.
Перед пайкой флюс подсушивается при температуре 80…100 °С, а объект монтажа подогревается. Это вызвано тем, что при соприкосновении жидкого флюсующего состава с расплавленным припоем происходит бурное кипение растворителя с образованием значительного количества газов и паров, которые оттесняют расплавленный припой от зоны пайки и приводят к пористости паяемых соединений. Контактирование расплавленного припоя с невысохшим флюсом охлаждает его поверхностные слои за счет отвода теплоты при испарении растворителя, что ухудшает качество пайки. Предварительный нагрев объекта также способствует установлению теплового баланса в системе объект – припой, уменьшает тепловой удар, внутренние напряжения в соединениях и коробление ПП.
Предварительная тепловая обработка объектов обычно проводится в два этапа: сначала постепенно удаляется растворитель флюса, а затем объект интенсивно нагревают до тем-
пературы 120…150 °С. Для этого применяют радиационные нагревательные плиты или трубчатые ИК-излучатели, которые располагают под движущимися объектами.
Групповая пайка компонентов со штыревыми выводами проводится волной припоя на автоматизированных установках модульного типа, которые оснащают конвейерами с посто-
18

янным или регулируемым углом наклона относительно зеркала припоя. В зависимости от типа модуля ширина конвейеров составляет 230, 300, 380, 455, 610 мм.
Обычно в состав автоматизированной линии монтажа (АЛМ), кроме конвейера входят: подогреватель флюса; пенный и волновой флюсователь; подогреватель объекта монтажа; модули волновой пайки (как минимум два модуля); модуль обрезки выводов; модуль очистки смонтированных объектов; модуль контроля качества монтажа, а также устройства управления конвейером и модулями. Работа всех модулей синхронизирована с движением объекта по конвейеру, что обеспечивает экономичность работы всей линии. При наличии с обратной стороны КП (ПП) простейших ПМК обычно используют модули пайки двойной волной припоя, что позволяет монтировать ТМК и ПМК одновременно за 1 цикл процесса пайки.
После пайки, как отмечалось ранее, на поверхности плат объекта всегда остается некоторое количество флюса и продуктов его взаимодействия с контактируемыми материалами при монтаже, поэтому в состав АЛМ, для избежания ухудшения электрофизических характеристик объекта, чаще всего включают 3…5-ти камерный модуль (с программируемыми манипуляторами) для очистки объектов в различных технологических средах, определяемых степенью и характером загрязнений, а также требуемым качеством и надежностью выполнения операций монтажа. В простейшем случае остатки водорастворимых флюсов удаляют путем промывки объектов в проточной горячей воде с использованием мягких щеток или кистей. Следы канифольных флюсов удаляются промывкой в течение 0,5…1 мин в таких растворителях, как спирт, а чаще в азеотропных смесях, например бензина и спирта (1:1) или фреона и ацетона (7:1), либо в трихлорэтилене, четыреххлористом углероде и др. Отмывка выполняется в специальных вибрационных камерах, колеблющихся с частотой 50 Гц и амплитудой 1…2 мм, на волне моющего раствора со щетками или струйным методом. Если объект монтажа способен выдержать температуру паровой обработки, то эффективна очистка в паре очистной жидкости, который, конденсируясь на поверхности холодного изделия, растворяет остатки флюса. Перспективной является очистка с применением УЗ-колебаний частотой 20…22 кГц и амплитудой 0,5…1 мм в спирто-бензиновой или спирто-фреоновой смеси. Для исключения повреждений в смонтированном объекте обработку проводят в докавитационных* режимах при интенсивном образовании монотоков.
Одной промывкой часто не удается удалить все загрязнения с поверхности объекта, поэтому применяют многократную обработку с изменением способа и реагента. При больших объемах производства применяют обработку на конвейере с синхронно действующими струйными или вибрационными (и совместимыми с АЛМ) линиями очистки (рис. 11.7). Такие линии включают финишные модули сушки и компонуются по тому же принципу, что и модули подготовки конструктивов к сборке и монтажу.
Обеспечение качества и надежности процесса монтажа
Качество** изделий как совокупность потребительских свойств определяется обширной номенклатурой показателей, систематизированных по этим свойствам в одиннадцать групп (например, по функциональному назначению, надежности, технологичности, экономичности, эргономичности и др.). Наиболее важными из всех групп являются показатели на значения и надежности, причем первые закладывают качество (т. е. являются определяющими), а вторые – формируются по количественным характеристикам показателей назначения с учетом их изменения во времени. Количественно качество на этапе производства оценивается степенью дефектности*** объекта и ТП, а также через вероятностные и жестко нормированные показатели, задающие качество в соответствии с техническими условиями и нормативной документацией.
*До образования пузырьков в движущейся жидкости (в растворителе).
**Качеством изделия называется совокупность свойств, определяющих пригодность изделия для его использования по назначению. Качество характеризует степеньсовершенства годного к использованию изделия.
***Дефект – каждое отдельное несоответствие объекта производства установленным требованиям.
19
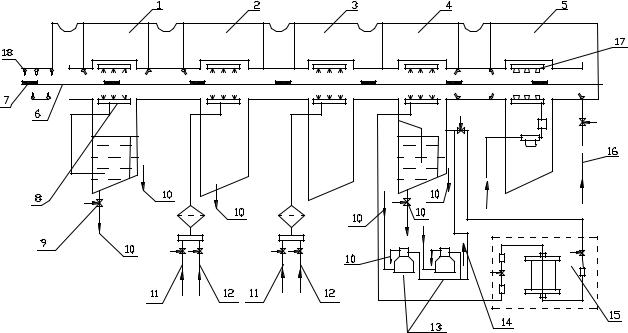
Рис.11.7. Схема технологической автоматизированной пятимодульной линии очистки смонтированных ячеек ЭУ; 1 – модуль основной очистки; 2, 3, 4 – соответственно модули начальной, промежуточной и финишной промывки; 5 – модуль просушки; 6 – конвейерная лента; 7 – объект очистки (смонтированная ячейка); 8 – подача очистителя; 9 – вентиль; 10 – слив; 11, 12 - соответственно подача горячей и холодной воды; 13 – аквадистиллятор; 14 – подача дистиллированной воды; 15 – система получения и очистки деионизированной воды; 16 – подача очищенного сжатого воздуха; 17 – осушитель.
Таким образом, надежность – одно из фундаментальных свойств качества изделий, проявляющееся во времени. Поэтому неслучайно одно из определений представляет надежность как свойство изделий сохранять свое качество во времени. Причем это свойство носит комплексный характер, так как затрагивает схемотехнические, конструкторские, технологические, физико-химические, экономические и организационные аспекты всего жизненного цикла изделия для обеспечения его безотказности, долговечности, ремонтопригодности и сохраняемости.
Для количественного описания всех свойств надежности используют пять групп показателей. Так, группа показателей безотказности включает: вероятность безотказной работы, интенсивность отказов, параметр потока отказов, среднюю наработку на отказ и др.; группа показателей долговечности включает: средний ресурс, средний срок службы и др.; группа показателей ремонтопригодности включает: вероятность восстановления, среднее время восстановления работоспособного состояния ЭУ, интенсивность восстановления и др.; группа показателей сохраняемости включает: средний срок сохраняемости и др.; группа комплексных показателей надежности включает: коэффициент оперативной готовности, коэффициент технического использования, коэффициент сохранения эффективности использования ЭУ и др. Эти показатели определяют с применением расчетных методов (в том числе моделирования); экспериментально (по данным испытаний в процессе изготовления ЭУ и при эксплуатации). А также расчетно-экспериментальными методами (например, интерполирования, экстраполирования и др.) с учетом условий эксплуатации.
Методы производственного контроля качества (количественных и качественных ха-
20

рактеристик свойств ЭУ) при изготовлении ЭУ должны обеспечивать выпуск каждого изделия с требуемым уровнем безотказности, долговечности и сохраняемости. Все параметры ТП, оказывающие влияние на надежность ЭУ, должны непрерывно контролироваться. Кроме того, необходимо учитывать, что характеристики качества и надежности тесно связаны с экономическими показателями изделий (например, с его себестоимостью) и чем выше качество и надежность ЭУ, тем обычно дороже они обходятся производителю и потребителю. В этой связи проще пользоваться дифференциальными критериями для оценки уровня качества продукции, являющимися относительными характеристиками качества, основанными на сравнении показателей качества оцениваемых объектов с соответствующими базовыми (нормативными) показателями.
Наиболее общая количественная мера надежности ЭУ – его средняя наработка до возникновения отказа*, а для более полной оценки надежности чаще всего определяют еще вероятность безотказной работы (ВБР) и интенсивность отказов** λ изделия (на этапе проектирования ЭУ – с помощью математического моделирования, а для готовых изделий – с применением теоретико-экспериментальных методов).
Поскольку ЭУ представляет собой систему с определенной схемотехнической и конструктивной иерархией, то ее ВБР и λ будут зависеть от этих показателей для каждого конструктива (включая каждое паянное соединение на КП) с учетом условий функционирования, например, в простейшем случае***
|
|
|
n |
|
|
|
|
|
|
ВБР(t)= ∏ВБРi (t), |
|
|
|
|
|
|
|
|
i =1 |
|
|
|
|
где n – количество конструктивов ЭУ; t – время; |
|
|
|
|
|
||
n |
m |
N |
M |
L |
|
|
|
λ(t)= ∑ni λi (t) KH i + ∑nj λj (t) K H j +...+ ∑NA + ∑NП + ∑NУ |
λПС (t) |
× |
|||||
i=1 |
j =1 |
A=1 |
П=1 |
У=1 |
|
|
|
× KН КВ КЭ КТ ;
где ni, nj – число типов конструктивов ЭУ (компонентов, узлов и т. д.); λ i λ j λ ПС - интенсивность отказов соответственно i и j типов конструктивов, а также паянных соединений;
KHi ,KH j ,KН ,КВ,КЭ,КТ - коэффициенты, учитывающие соответственно характер и длитель-
ность электрической нагрузки каждого типа конструктивов, тепловую нагрузку, а также условия приемки, эксплуатации и степени освоенности технологии их изготовления; NA ,
NП , NУ - количество выводов, соответственно компонентов (активных и пассивных) и узлов.
Таким образом, надежность ЭУ невозможно оценить, не зная надежности его конструктивов. Как отмечалось ранее, технологическая надежность ЭУ и его конструктивов должна обеспечиваться (закладываться в технологию) необходимыми средствами их контроля и испытаний, а также контроля параметров ТП по нормативным показателям качества. Поэтому при оценке качества компонентов, поступающих в производство ЭУ, можно выделить три аспекта: начальное качество (выражаемое через уровни AQL****); пригодность к использованию (описываемую вероятностью отказов до монтажа и при их монтаже на КП), а также надежность (выражаемую через интенсивность отказов или вероятность безотказной
*Отказ – случайное во времени событие, заключающееся в нарушении или прекращении функционирования объекта.
**Интенсивность отказов – условная плотность вероятности отказа невосстанавливаемого объекта, определяемая для рассматриваемого момента времени при условии, что до этого момента отказ не возникал.
***Приводимые выражения справедливы в случае простейшего потока отказов, характеризуемого свойствами ординарности, стационарности и отсутствия последействия, что присуще экспоненциальному закону распределения отказов.
****Acceptable Quality Level – приемлемый уровень качества.
21
работы).
Начальным качеством характеризуют изготовленные компоненты, которые, как правило, испытываются по установленным параметрам качества с оценкой уровня их дефектности. Формирование выборок и определение приемлемых уровней качества (AQL) осуществляется в соответствии с требованиями МЭК-410. Приемлемые уровни качества устанавливаются в зависимости от типа отказа, причем более серьезный отказ имеет более низкий AQL.
Пригодность к использованию является мерой качества компонента в промежутке от его изготовления до момента окончания монтажа ЭУ и характеризуется уровнем дефектности непосредственно перед сборкой, а также вероятностью отказов во время сборки и монтажа.
Надежность компонентов, выражаемую обычно через λ , определяют по результа-
там соответствующих испытаний, а прогнозируют ее, как правило, по количеству отказов на миллион часов работы компонента (с учетом электрической нагрузки и температурных условий применения).
Нагрузки (особенно тепловые), испытываемые компонентами за время их изготовления, хранения, использования при изготовлении ЭУ и эксплуатации, оказывают непосредственное воздействие на их долговечность. Продуманное или неудачное схемотехническое либо конструкторское решение может соответственно уменьшить или увеличить величину нагрузок. С повышением степени интеграции ИС роль тепловой нагрузки существенно возрастает. Ее влияние на надежность ИС можно упрощенно оценить, используя коэффициент
запаса надежности по температуре, определяемый как Ê ÇÍ = (Ò −25)/(Tmax −25), где Ò - рабочая температура кристалла и Tmax - предельно допустимая температура кристалла. Из
табл. 11.2 видно, что чем больше коэффициент запаса надежности, тем меньше (лучше) показатель интенсивности отказов. Кроме того, в составе специализированной аппаратуры (имеющей более высокий уровень схемо- и системотехнических решений, а также изготавливаемой и эксплуатируемой в контролируемых условиях) полупроводниковые приборы для ТПМ показывают лучшие значения интенсивности отказов.
Таблица 11.2
Интенсивность отказов полупроводниковых приборов в микрокорпусах с двусторонней разводкой выводов, монтируемых на поверхности КП
Коэффициент запаса |
λ для аппаратуры, ×10-9 ч-1 |
|
надежности по температуре |
специальной |
бытовой |
0,7 |
10 |
50 |
0,7 – 0,5 |
20 |
100 |
0,5 − 0,3 |
60 |
300 |
0,3 − 0,1 |
− |
1000 |
Создание прочных паянных соединений – одна из главных проблем высокоплотного монтажа ячеек ЭУ. Экспериментально определено, что в паянных соединениях при их формировании возникают напряжения, способствующие образованию и развитию дефектов в местах пайки, приводящих к отказам изделий в процессе эксплуатации. Причин появления напряжений несколько, связаны они со свойствами контактирующих материалов, геометрией контактов, технологическими факторами, функциональной нагрузкой и условиями эксплуатации изделия. Одной из основных причин, вызывающих напряжения в паянных соединениях при монтаже ЭУ являются механические деформации, возникающие из-за несогласованности по ТКЛР контактирующих материалов, образующих систему диэлектрическое основание КП – контактная площадка КП – припой – вывод ЭРК – тело корпуса ЭРК. Величины этих деформаций приобретают гораздо большую значимость для прочностных характеристик паянных соединений, полученных в ТПМ, в сравнении с техникой монтажа ТМК. Это
22
связано со спецификой ТПМ, например, с уменьшением размеров контактных площадок, соизмеримых с контактирующими элементами ПМК, возрастают касательные напряжения в местах контактов в условиях повышенных температур. По этой же причине действие сил поверхностного натяжения оплавляемого припоя в ТПМ нельзя не учитывать, так как оно тоже способствует появлению деформаций в контактируемых материалах, приводящих к смещениям ПМК на знакоместах, а иногда и к переворотам (вздыбливаниям) ПМК с самой малой массой (т. е. чипов).
Малые размеры выводов корпусов ПМК и элементов коммутации КП при высокой плотности монтажа делают ручную визуальную проверку качества паянных соединений неэффективной, а ремонт изделий – крайне затруднительным. Выход из этого положения - совершенствование организации системы контроля на этапе проектирования ЭУ, а также привлечение новейших методов и средств технологического контроля. Первая мера должна быть ориентирована на бездефектное изготовление изделий при непосредственном воздействии средств контроля на технологический процесс (ТП). В соответствии с общей тенденцией к интеграции дискретных ТП в ГПС либо в интегрированные производственные системы (на основе ЕИБД и современных компьютерных сред) получили распространение локальные сети контроля, позволяющие повысить эффективность технологического контроля. Локальная сеть контроля, в сущности, представляет собой гибкий технологический комплекс с многоуровневой иерархической системой управления, который состоит из различных автоматизированных постов контроля и при необходимости – постов ремонта, а также терминалов, взаимосвязанных каналами передачи данных. Выходная информация отображается на терминале диспетчера в реальном масштабе времени и удобном для интерпретации виде. Она содержит сведения о нарушениях в ТП, результаты технологического контроля, сведения о выходе годных изделий, данные анализа отказов, т. е. обширный массив сведений (включая данные о состоянии технологического оборудования), полученных от встроенных в общую систему средств входного, внутриоперационного, межоперационного (послеоперационного) и выходного контроля (например, средство контроля, представленное схематично на рис. 11.8). Вместе с тем уже стало очевидным, что значительная часть проблем контроля качества ЭУ при возрастающей плотности монтажа в ТПМ может решаться путем встраивания в изделия, начиная с уровня элементной базы, средств самоконтроля, саморегулировки и самодиагностики, осуществляемого на этапе проектирования перспективных ЭУ. Наиболее эффективно средства самоконтроля реализуются в составе ЭУ в виде индивидуальных для каждого изделия схем самотестирования обычно на основе базового матричного кристалла либо программируемых логических матриц специализированной БИС, проектируемых одновременно с ее основной (функциональной) схемой, что не требует такой дополнительной площади на КП, как тестовые схемы, реализуемые прямо на плате.
Совершенствование методов и средств контроля ЭУ направлено на повышение информационной емкости, быстродействия и точности контрольно-измерительной аппаратуры (КИА); широкое использование в КИА микропроцессорной техники, позволяющей управлять измерениями, обработкой и индикацией их результатов, устройствами сопряжения (например, с более мощным ЭВС) и обеспечивать интерактивный режим работы КИА, отключать ее при перегрузках, сообщать о неисправностях и т. д.; широкое внедрение систем контроля, позволяющих сочетать параметрический и функциональный контроль изделий; разработку новых аналитических методов проверки качества конструктивов ЭУ, упрощающих решение проблемы их контролепригодности; разработку методов контроля с помощью подвижных зонтов на базе микро-ЭВМ, а также зондового тест-контроля (в том числе бесконтактными методами); роботизацию контроля для повышения его точности и воспроизводимости при сокращении числа операторов и затрат времени на измерительные операции; упрощение процесса контроля изделий; использование новых, сочетаемых с проверкой качества методов поиска дефектов и восстановления (регенерации) изделий, имеющих устранимые дефекты (включая «скрытые» дефекты).
Исследования показали, что 50% всех дефектов в смонтированных ячейках ЭУ
23
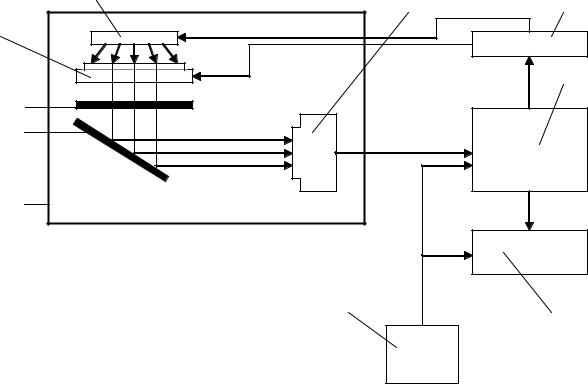
(например, короткие замыкания, обрывы, токи утечки и др.) могут быть выявлены еще до проведения монтажа изделий. Поэтому в настоящее время выпускается большое разнообразие КИА, обеспечивающей выявление дефектов на всех этапах изготовления КП, сборки и монтажа ЭУ (включая промежуточные подготовительные операции в ТП). В частности, гибкоавтоматизированные модули технологического контроля качества монтажа, разработанные на принципах интерферометрии и ИК-микроскопии (с удобной визуализацией дефектов и формой представления результатов контроля), позволяют определить и выявлять на разных этапах ТП большую часть дефектов, в том числе некоторые скрытые дефекты до пайки ЭУ, что во многом способствует избежанию дефектности паянных соединений.
1 |
3 |
4 |
2 |
|
|
10 |
|
5 |
|
|
|
9 |
|
|
8 |
|
|
|
7 |
6 |
|
|
Рис. 11.8. Схема установки контроля качества паянных соединений в ячейках с ПМК; 1 – источник рентгеновского излучения; 2 – двухкоординатный стол с КП и ПМК; 3 – телекамера; 4 – контроллер; 5 – процессор изображений; 6 – дисплей; 7 – оператор; 8 – экранированный кожух; 9 –зеркало; 10 – люминесцентный экран; ПМК – поверхностно-монтируемые компоненты; КП – коммутационная плата.
Проведение многофакторного эксперимента с использованием современной методики оценки остаточных напряжений в местах пайки и вероятностно-статического анализа в целом подтвердило результаты машинного моделирования и позволило минимизировать остаточные напряжения в паянных соединениях по выбору соотношения площадей припойной площадки под выводом ПМК и за его пределами, а также определить оптимальную форму галтели паянного соединения по этому критерию. Лучшие результаты получены для галтели типа «вогнутый шарик», когда большая часть припойной площадки находится под выводом ПМК.
Неплоскостность (некопланарность) выводов ПМК также ухудшает прочность паянных соединений, внося дополнительный разброс в прочностные характеристики, что следует учитывать при проектировании знакомест КП и припойных покрытий для конкретной конструкции корпуса ПМК, включая форму выводов. Для предупреждения в ЭУ дефектов, свя-
24
занных с термоударами, обычно происходящими во время пайки, иногда пользуются критерием проверки сопрягаемых материалов на устойчивость к температурным градиентам ТП
∆TТП , называемым параметром температурного скачка Ï Ò , который определяется как
ПТ = К σ /(α E),
где К - температуропроводность материала; σ - сила растяжения; α - ТКЛР материала; E - эффективный модуль упругости. Материалы с ПТ > ∆TТП выдерживают ТЦ нагрузки без по-
явления дефектов (включая скрытые), вызванных усталостными процессами.
Таким образом, для обеспечения требуемого качества паянных соединений необходи-
мо:
−оптимальное проектирование элементов КП с учетом предела выносливости конструкционных материалов используемых ПМК и КП, а также припойных материалов (включая оптимизацию их дозированного нанесения на КП);
−применение гибких контрольно – испытательных средств для предупреждения и выявления дефектов пайки, слежения за прецизионным выполнением ТП и своевременным
внесением в него коррективов при необходимости;
−учет контролепригодности ЭУ на этапе его проектирования (в том числе для тестконтроля паяемости элементов конструктивов и припойных паст до и после сборки);
−использование методик и средств диагностирования и прогнозирования условий выполнения операций в ТП, обеспечивающих бездефектность изготовления ЭУ (включая экспресс-моделирование, исследовательско-технологические ускоренные испытания и т. д.);
−минимизация либо исключение человеческого фактора в контрольных и контроль- но-испытательных операциях;
−прецизионный контроль материалов ТС и программируемая аттестация гибких технологических модулей перед каждым процессом формирования припойных покрытий, сбор-
ки и монтажа с помощью средств автоматического тестирования;
− внедрение средств статистического контроля (контрольных диаграмм, причинноследственных диаграмм, Парето-анализа и др.).
Наряду с рассмотренными средствами обеспечения качества паянных соединений, для производства высоконадежных ЭВС и их конструктивов необходимы наиболее эффективные организационно-технические и научно-методические мероприятия, в частности:
−организация и освоение гибких интегрированных производственных систем с комплексной системой управления качеством изготавливаемых объектов и аттестацией производства;
−разработка интегрированных технологических маршрутов с использованием новых информационных технологий;
−использование имеющихся интегрированных дискретных компонентов и суперкомпонентов, а также разработка новых, позволяющих уменьшить число паянных и сварных со-
единений в конструктивах ЭУ;
−разработка робастных технологий и изделий, рассчитанных на любые реальные условия эксплуатации;
−развитие теории надежности с учетом физических, физико-химических, биофизических, биохимических явлений и процессов с применением машинного моделирования с целью получения исходной информации как для проектирования ЭУ (в том числе о биокон-
структивах новейших ЭВС), так и для прецизионного управления ТП (включая прогнозирование качества и надежности, экспресс-контроль качества объекта, диагностирование состояний объекта и ТП), а также для проведения исследований фундаментальной проблемы времени (с целью управления им в задачах надежности);
− совершенствование имеющихся и разработка новых методов и средств бесконтактного технологического контроля (в том числе аналитического) для оценки качества объекта производства на всех его этапах;
25
−разработка общих и индивидуальных встроенных в ЭУ средств (например, схем) самоконтроля, самотестирования и саморегулирования;
−проектирование отказоустойчивых конструкций ЭУ с использованием оптимизации методов резервирования (в том числе структурно, временного функционального, смешанного, информационного и др.) по функциональным, технологическим, конструктивным и
надежностным критериям, а также минимизации либо исключения потенциально низконадежных конструктивов;
−использование новых схемотехнических и конструкторско-технологических решений для регулирования тепломассообмена в ЭУ;
−широкое использование статистического контроля и моделирования для оценки проектируемой, технологической и эксплуатационной надежности;
−разработка и внедрение кластерных ГПС для изготовления перспективных ЭВС.
Контрольные вопросы к лекции 11
1.Перечислите и охарактеризуйте автоматизированные способы групповой пайки, используемые при монтаже ячеек ЭУ.
2.В чем состоят отличия поочередно-групповой и симультанной автоматизированной пайки и каковы их возможности?
3.Назовите особенности реализации высокоплотного монтажа.
4.Перечислите основные требования к автоматизированному процессу микроконтактирования (в частности, методом пайки в том числе для ТПМ) и поясните с какими факторами (определяющими качество пайки) они связаны.
5.Охарактеризуйте разновидности способов пайки погружением в статичную жидкую ТС (в расплавленный припой).
6.Дайте краткую характеристику волновым способом пайки, пользуясь рис. 11.2.
7.Укажите основные недостатки пайки волной припоя с учетом тенденций к повышению плотности монтажа.
8.Каковы особенности пайки двойной волной припоя? Поясните назначение волн, возможности повышения качества паянных соединений и применимость ПДВП при монтаже ячеек ЭУ.
9.Охарактеризуйте способ ПОДП в ПГС, приведите температурно-временной режим и укажите возможности применения данного способа.
10.Каковы особенности ПОДП с применением излучательного нагрева?
11.Охарактеризуйте ПОДП с ИК-нагревом, ее температурно-временной режим, возможности повышения качества монтажа и особенности использования комбинированного нагрева.
12.Дайте сравнительную характеристику способов ПОДП с ИК-нагревом и лазерным лучом.
13.Приведите схему установки лазерной ПОДП, укажите назначение основных ее узлов и поясните принцип реализации встроенного контроля качества паянных соединений.
14.Что представляет собой автоматизированная линия монтажа (АЛМ)? Укажите
состав АЛМ, особенности ее компоновки при наличии в собранных узлах ТМК, а также ТМК и простейших ПМК (т.е. для смешанно-разнесенного варианта сборки и монтажа ячеек ЭУ.)
15.Дайте определения качества и надежности ЭУ. Какими показателями определяются качество и надежность?
16.Какими оценочными критериями характеризуют начальное качество, пригодность к использованию и надежность компонентов ЭУ?
17.Поясните смысл и необходимость использования коэффициента запаса надежности (КЗН ) по температуре.
26
18.Каковы основные причины появления дефектов в паянных соединениях?
19.Перечислите мероприятия повышения эффективности методов и средств технологического контроля.
20.Назовите и поясните мероприятия, обеспечивающие требуемое качество паянных соединений.
21.Какие наиболее эффективные мероприятия необходимы для производства высоконадежных ЭВС?
27
1
Лекция 12. Лекция 13.
Общие сведения о технологическом процессе регулировки электронных устройств.
Современные электронные вычислительные средства (ЭВС) представляют собой в большинстве случаев сложные изделия с многомодульной архитектурой. Поэтому обычно, не зависимо от типа ЭВС, отдельные их модули могут изготавливаться в разных цехах, на разных участках предприятия, а при кооперировании – на самых различных предприятиях. Чаще всего, комплектующими изделиями являются электрорадиокомпоненты (ЭРК) дискретные и интегральные, а также печатные платы, периферийные устройства и другие конструктивы. Несмотря на то, что все комплектующие конструктивы (перед их сборкой и монтажом в узлы на предприятии-изготовителе ЭВС) подвергаются входному контролю, всегда существуют производственные погрешности, порождаемые колебаниями физикохимических параметров материалов, процессов; допусками на размеры технологической оснастки и др.; а также ошибки, вносимые на разных стадиях жизненного цикла изделия (в частности, на стадиях проектирования, производства, эксплуатации), существенно влияющие на выходные параметры смонтированных объектов. Следовательно, после выполнения сборочных и монтажных технологических операций полученные модули должны быть приведены в такое состояние, при котором они могут нормально (правильно) работать как в отдельности, так и в сопряженной системе в соответствии с их назначением.
Для нормальной работы смонтированного электронного устройства (ЭУ) необходимо , чтобы функциональные параметры (ФУ) всех его узлов, блоков и прочих конструктивов соответствовали техническим условиям (ТУ) или другой нормативной документации, а входные и выходные параметры каждого конструктива сопрягались с выходными параметрами предыдущего и входными – последующего конструктива. Определение правильного взаимодействия конструктивов ЭВС (включая все структурные единицы) и доведение их функциональных параметров и параметров изделия в целом до соответствующих требованиям ТУ осуществляется на этапе регулировки ЭУ. Важно отме-
тить, что именно на этапе регулировки, без изменения схемотехнических решений и конструкции ЭУ, должны быть не только согласованны входные и выходные параметры отдельных модулей между собой, но и скомпенсированы (с применением разных методов и средств) как разброс выходных параметров компонентов, так и погрешности изготовления модулей разного уровня при наименьших затратах труда и времени.
Таким образом, применительно к современной электронной аппаратуре, регулировкой (от латинского regulare – налаживать, приводить в нормальное рабочее состояние)
называют технологический процесс, направленный на оценку способности смонтиро-
ванного изделия выполнять заданные функции и доведение функциональных параметров до величин, соответствующих требованиям ТУ или другой нормативной доку-
ментации, либо образцу готового ЭУ, принятому за эталон. Естественно, термин "регулировка", оставшийся в технологии ЭУ по традиции и применявшийся ранее к радиоаппаратуре (содержащей частотно-избирательные и другие узлы с переменными регулировочными и подстроечными ЭРК), следует понимать значительно шире, чем совокупность настроечных, контрольных и ремонтных операций. Несмотря на то, что в настоящее время для этапа регулировки в производстве ЭУ традиционно существует квалификация "регулировщик", процесс регулировки современных сложных многофункциональных ЭВС с развитой периферией все чаще называют процессом наладки (по аналогии со сложными технологическим оборудованием, включающим электронные, электромеханические, кинематические, оптические и другие узлы). Это свидетельствует о возрастающем разнообразии технологических операций на данном этапе и позволяет пользоваться обоими терминами.
2
Процесс регулировки (наладки) в условиях производства ЭУ обычно осуществляют многократно, сначала для сборочных единиц (например, ячеек), затем блоков, систем и т.п., то есть в конечном итоге – всего изделия в целом. В условиях эксплуатации процесс регулировки может проводиться преимущественно при нарушении нормальной работы ЭУ, либо при отказах изделий. Однако, наибольший объем работ для налаживания нормальной работы ЭУ и отдельных его конструктивов осуществляется на стадии разработки изделия (при налаживании опытной аппаратуры), когда неизвестно может ли вообще налаживаемое устройство в данном схемном и конструкторском оформлении надежно функционировать. В общем случае объем технологических операций, используемых на этапе регулировки, может зависеть не только от функциональной и конструкторской сложности ЭУ, но и стадии жизненного цикла изделий, а также их контролепригодности, надежности, технологичности. В частности, если в составе ячейки ЭУ используются компоненты с жесткими допусками, то на этапе регулировки смонтированного узла выполняется наименьшее количество технологических операций (рис. 12.1, а), то есть налаживание в данном случае может быть сведено преимущественно к проведению контрольноизмерительных операций. Это не всегда может оказаться экономически оправданным, так как высокопрецизионные технологии создания как компонентов, так и узлов их использующих, значительно дороже обычных. На практике чаще реализуются операции, представленные на рис. 12.1, б, осуществляемые в условиях серийного производства, в том числе и доводочные операции, позволяющие компенсировать различные погрешности и ошибки, вносимые при изготовлении ЭУ.
Таким образом, для ЭУ различного назначения и конструкторской сложности с разными допусками на выходные параметры, ТП регулировки (наладки) представляет собой совокупность большей части специфических операций, требующих самых разнообразных контрольно-измерительных и программных средств. Упрощенно схему основных операций типового ТП регулировки (наладки) ЭУ можно представить в виде схемы, изображенной на рис.12.2.
Назначение и особенности выполнения операций ТП регулировки (наладки) ЭУ.
Основными техническими документами, используемыми регулировщиками для наладки ЭУ в единичном и мелкосерийном производстве являются: ТУ, технологические инструкции (ТИ) и реже – маршрутные карты (МК). Регулировщик должен хорошо знать не только основную документацию на изделие, но и четко представлять работу изделия (объекта регулировки (ОР)), а также требования, предъявляемые к ОР в процессе эксплуатации. Для качественного выполнения технологических операций на данном этапе важно правильно организовать ТП, включая оборудование рабочего места регулировщика. В частности, точность применяемой измерительной аппаратуры (или контрольноизмерительных средств (КИС)) должна быть на порядок выше точности измеряемых параметров; при оценке точности измерения необходимо правильно выбирать диапазон измерения контролируемого параметра и учитывать дополнительные ошибки, вносимые в результате измерений, вследствие влияния подключаемых приборов на налаживаемое ЭУ. Подключение измерительных приборов создает новую систему, процессы и режимы в которой отличны от процессов и режимов до подключения приборов. Любой измерительный прибор с соединительными проводами имеет входное сопротивление. Соединительные провода емкостно и индуктивно связаны между собой и с компонентами проверяемого ЭУ. Для уменьшения влияния подключаемых приборов надо ослаблять их связь с проверяемой схемой. Это можно сделать, например, путем подключения приборов через небольшие емкости, но при этом нарушается градуировка приборов и необходима их
3
|
|
|
|
|
|
КЦМС |
|
|
ОКК = ОКТУ(ТИ) |
КЦЭЦ |
|
ОКК = ОКТУ(ТИ) |
КФП |
|
ФПК =ФПТУ(ТИ) |
|
а) |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
ОР |
|
|
|
|
и |
|
|
|
|
|
|
|
|
|
и |
|
|
|
|
|
и |
|
|
|
|
ПСИ |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
ИОК |
|
|
|
|
|
|
|
|
|
ИОК |
|
|
|
|
|
ИФП |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ОР |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ДУ |
|
|
|
|
КЦМС |
|
|
ОКК = ОКТУ(ТИ) |
КЦЭЦ |
|
ОКК = ОКТУ(ТИ) |
КФП |
|
ФПК =ФПТУ(ТИ) |
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
и |
|
|
|
|
|
|
|
|
|
и |
|
|
|
|
|
и |
|
|
|
|
ПСИ |
б) |
||||
|
|
|
|
|
|
ИОК |
|
|
|
|
|
|
|
|
|
ИОК |
|
|
|
|
|
ИФП |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ОКК ≠ ОКТУ |
|
|
|
|
|
ОКК ≠ ОКТУ |
|
|
ФПК ≠ ФПТУ(ТИ) |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Поиск причин несоответствия |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
Анализ и устранение |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
дефектов (в том |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
числе доводка ЭП) |
|
|
Рис.16.1. Схематическое представление основных операций ТП регулировки ЭУ; а – |
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
без использования доводочных операций; б – с использованием доводочных и |
||||||||||||||
|
|
|
|
|
|
|
|
Неустранимые |
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
им сопутствующих операций; ОР – объект регулировки; КЦМС – контроль |
|||||||||||||||||||||
|
|
|
|
|
|
|
|
дефекты |
|
|
|
целостности механических соединений; ИОК – идентификация оценочных |
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
критериев; КЦЭЦ – контроль целостности электрических цепей; КФП – |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
контроль функциональных параметров; ПСИ – приемо-сдаточные испытания; |
||||||||||||||
|
|
|
|
|
Изолятор брака |
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
ОКК |
– оценочный критерий при контроле; ОКТУ(ТИ) – оценочный критерий |
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
по техническим условиям (ТУ) или по технологической инструкции (ТИ), |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
либо по другому нормативному документу; ФПК ,ФПТУ(ТИ) – соответственно |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
функциональные параметры, контролируемые и заданные в ТУ (ТИ); ДУ – |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
дефекты устранены; ИФП - идентификация функциональных параметров; ТП |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
– технологический процесс; ЭП - электрические параметры. |
|
|||||||||||||
3
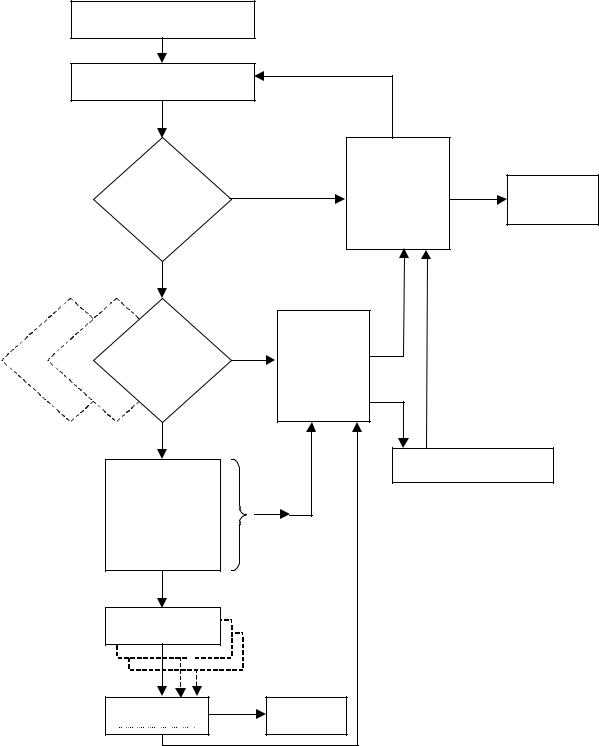
4
|
|
ОР |
|
|
|
|
|
|
|
Вибротряска |
|
|
ДУ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Анализ и |
|
|
|
|
КЦМС |
|
|
устранение |
|
|
|
|
|
ЕН |
дефектов |
НД |
Изолятор |
|
|
|
и |
|
||||
|
|
|
(в том числе |
|
брака |
||
|
|
ИОК |
|
|
|||
|
|
|
доводка ЭП) |
|
|
||
|
|
|
|
|
|
||
|
|
НН |
|
|
|
|
|
|
|
|
|
|
ПО |
|
|
|
БТ |
КЦЭЦ |
|
Поиск |
|
|
|
ТЭВМ |
ЕН |
причин |
ПО |
|
|
||
|
|
и |
несоответ- |
|
|
||
и др. |
|
ИОК |
|
ствия |
|
|
|
|
|
|
ПН |
|
|
||
|
|
|
|
|
|
|
|
|
|
НН |
|
|
|
|
|
|
|
КФП и ИОК |
|
|
К разработчикам ЭУ |
||
|
|
|
|
|
|
|
|
|
|
……………… |
|
ЕН |
|
|
|
|
|
……………… |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
……………… |
|
|
|
|
|
|
|
……………… |
|
|
|
|
|
|
|
|
|
|
ЕН |
|
|
|
|
НН |
|
|
|
|
|
|
|
ТОИ и др. |
|
|
|
|
|
|
|
ПИ |
|
|
|
|
|
|
|
КФП и ИОК |
НН |
На ПСИ |
|
|
|
Рис.16.2. Схема основных операций типового ТП регулировки ЭУ; ОР – объект регули- |
|||||||
ровки; ДУ – дефекты устранены; КЦМС – контроль целостности механических |
|||||||
соединений; КЦЭЦ – контроль целостности электрических цепей; ИОК – иден- |
|||||||
тификация оценочных критериев; КФП – контроль функциональных парамет- |
|||||||
ров; ТОИ – технологические отбраковочные испытания, чередуемые с КФП и |
|||||||
ИОК; ПСИ – приемо-сдаточные испытания; ЕН – есть несоответствия после |
|||||||
ИОК; НД – неустраняемые дефекты; ЭП – электрические параметры; ТЭВМ – |
|||||||
тестирование с применением технологической ЭВМ; ТП – технологический |
|||||||
процесс; БТ – бесконтактное тестирование; пунктиром показаны возможные до- |
|||||||
полнительные этапы ТП регулировки; под многоточием следует понимать раз- |
|||||||
нообразие ФП и режимов их контроля; ПО – причина определена; ПН – причина |
|||||||
не определена; ЭУ – электронное устройство; НН – несоответствий нет. |
|||||||
5
юстировка. Внешние паразитные связи и наводки можно уменьшить правильным расположением приборов и измеряемой схемы. Приборы для измерения сигнала надо располагать соответственно его распространению. Например, если измеряют входное и выходное напряжения, то выходной вольтметр должен быть расположен ближе к выходу, а входной
– ко входу.
Точная аналитическая оценка погрешностей измерения, вносимых вследствие подключения измерительных приборов, практически трудно выполнима, но даже примерные расчеты, обычно приводимые в ТИ, помогают их оценить.
Перед наладкой необходимо установить степень влияния отдельных ЭРК на выходные параметры схемы. В общем случае контролируемый параметр изделия А является функцией ряда ЭРК и параметров схемы:
А =ϕ(x1;x2 ,...,xn ). |
(1) |
Значение абсолютной погрешности ∆A контролируемого параметра можно получить разложив уравнение (1) в ряд Тейлора:
∆А = |
∂A |
∆x |
+ |
∂A |
∆x |
2 |
+...+ |
∂A |
∆x |
|
, |
(2) |
||
∂x |
∂x |
|
∂x |
|
|
|||||||||
|
1 |
|
2 |
|
|
n |
|
n |
|
|
||||
|
1 |
|
|
|
|
|
|
|
|
|
|
|
||
где ∂А/ ∂x1 – коэффициент влияния, который можно считать постоянным во всем диапа-
зоне возможных вариаций.
Схема и конструкция изделия должны обеспечивать возможность независимых регулировок. Изменение параметров с помощью переменных ЭРК или других методов должно действовать автономно и не проводить к изменению других выходных параметров, вариация которых данной доводочной операцией не предусмотрена. Взаимозависимость доводочных операций резко увеличивает время, необходимое для их проведения.
Наладку схемы проводят в следующем порядке (см. рис. 12.2). После сборки и монтажа ЭУ подвергают тряске на вибростенде в течение нескольких минут с последую-
щим контролем целостности механических соединений с применением (либо без при-
менения) средств визуализации. Это необходимо для выявления плохих контактов, либо обрывов электрических цепей, получившихся вследствие небрежной работы монтажников, а также удаления случайно попавших при сборке предметов (винтов, шайб, капель припоя и др.). Затем проверяют правильность (целостность) электрических цепей в со-
ответствии с контрольными картами (картами с таблицами сопротивлений и (или) напряжений), в которых указывают, между какими точками схемы какое должно быть сопротивление; допустимые границы изменений режимов и параметров ЭРК, уровней сигналов и др. Простейшим прибором, служащим для проверки цепей, является пробник. Если оценочные критерии соответствуют заданным в таблицах контрольных карт, то ЭУ подвергают функциональному контролю (контролю функциональных параметров (ФП)) в заданных режимах. В противном случае осуществляют поиск причин несоответствия и устранения вызванных ими дефектов (если это возможно).
Функциональный контроль может оказаться более трудоемкой операцией, если на предыдущей операции не оптимально выбран объем проверяемых параметров, либо электрическая принципиальная схема налаживаемого ЭУ слишком сложна и наладка на данной операции требует выполнения большого объема работ, таких, например, как:
согласование выходных и входных каскадов модулей;
контроль и идентификация выходных параметров в требуемых режимах;
поиск и устранение причин несоответствия измеряемых функциональных параметров требуемым;
настройка отдельных каскадов с использованием переменных R, C, L - компонентов, либо доведение выходных параметров до требуемых значений другими методами (или способами);
калибровка;
юстировка и др.
6
Регулировку аппаратуры в зависимости от типа производства осуществляют универсальной измерительной аппаратурой или специальной заводской оснасткой, которая представляет собой различные имитаторы, эквиваленты нагрузок, пульты управления и автоматические стенды. При работе с ВЧ-ЭУ регулировку производят в экранированной камере, которая способствует устранению помех от внешних электромагнитных полей. Нередко в условиях серийного производства нецелесообразно оборудовать рабочие места регулировщиков аппаратуры некоторыми индивидуальными измерительными средствами, например, применение индивидуальных генераторов стандартных сигналов (ГСС) на каждом рабочем месте вызывает ряд неудобств, связанных с затратой лишнего времени на перестройку генератора. Помимо этого, частые перестройки индивидуальных ГСС при наладочных работах увеличивают погрешности установки частоты. Чтобы избежать указанных недостатков, применяют централизованную подачу сигналов стандартных частот от кварцевого генератора по ВЧ-линиям на рабочие места, расположенные вдоль конвейера.
Если идентификацию измеряемых параметров осуществляют по ТУ (или ТИ, либо по другому документу), то измерительные схемы (или стенды)на рабочем месте регулировщика оснащаются необходимым набором измерительной аппаратуры (ИА) (рис. 12.3, а), а при использовании базы данных ЭВМ для идентификации – измерительная схема может включать и технологическую ЭВМ. В случае применения в качестве идентификатора – образца кондиционного ЭУ (налаженного аналога регулируемого объекта), принятого за эталон, измерительная схема, кроме ИА, содержит и эталонный образец (рис.12.3, б), обеспечивающий при выполнении наладочных работ сравнение электрических параметров регулируемого объекта с эталоном (то есть электрическое копирование).
При использовании в процессе наладки переменных ЭРК (с регулировочными или подстроечными элементами) и схемы рис. 12.3,а, то есть когда известны (из ТУ) значения напряжений на входе и выходе регулируемого объекта (или абсолютные значения измеряемых величин), общая погрешность доведения ФП до требуемых значений определяется выражением
∆1= (ε1 +ε2 +ε3 +ε4 ) K1 ,
где ε1 – ошибка измерительных приборов в определении ФП налаживаемой ЭУ; ε2 – ошибка в измерении ФП из-за отличия температуры при наладке от нормальной; ε3 –
ошибка, вызванная старением прибора (она зависит от числа циклов измерения параметра, прошедших до момента наблюдения); ε4 – ошибка, вызываемая неточностью поддержа-
ния режима питания; К1 – коэффициент, учитывающий одновременное действие всех
факторов.
В случае применения электрического копирования производится сравнение эффекта воздействия источника возбуждающего напряжения определенной частоты как на регулируемый объект, так и на объект, принятый за образец. Следовательно, при использовании схемы рис.12.3,б, общая погрешность доведения ФП до эталонных будет определяться выражением
∆2 = (∆'1 +ε2" +ε3" +ε4" +ε5" ) К3 ,
где ∆'1 = (ε1' +ε2' +ε3' +ε4' ) К2 – погрешность образца (эталона); ε5" – ошибка, идентификации (сравнения); К2 , К3 – коэффициенты, учитывающие одновременность действия всех
факторов.
Таким образом, выполнение доводочных работ при идентификации ФП по эталонному образцу характеризуется большей погрешностью по сравнению с применением других способов идентификации.
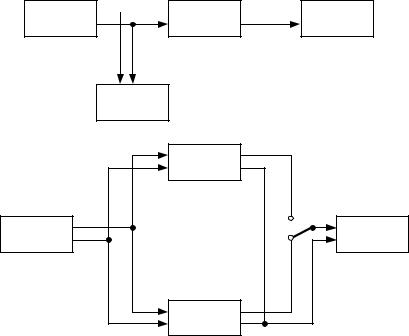
7
ГСС  ОР
ОР  ИА
ИА
ИА а)
ЭО
ГСС |
ИВ |
ОР
б)
Рис.12.3. Простейшие структурные схемы измерительных стендов, используемых при выполнение регулировочных работ для ЭУ (модулей 1-ого и 2 -ого уровней); а – идентификатором являются данные ТУ, ТИ и другие документы; б – идентификатором являются ЭО; ОР – объект регулировки; ЭО
– эталонный объект; ГСС – генератор стандартных сигналов; ИА – измерительная аппаратура; ИВ – индикатор выхода; ТУ – технические условия; ТИ – технологическая инструкция.
Поиск причин несоответствия контролируемых параметров требуемым (т.е.
причин неисправности ЭУ). Изменения контролируемых параметров (налаживаемого ЭУ), выходящие за допустимые пределы, обычно вызваны наличием в изделиях различного рода дефектов и ошибок (вносимых на разных стадиях жизненного цикла ЭУ). Дефекты, как и ошибки, не могут быть обнаружены до тех пор, пока не будут созданы условия для возникновения из-за них наблюдаемых (или фиксируемых другими способами) неисправностей ЭУ. Процесс определения причин появления ошибок и наличия (или возникновения) дефектов в ЭУ называют диагностикой неисправностей.
Причинами неисправностей, например ячеек ЭУ, могут быть:
несовершенство материалов ЭУ (в том числе наличие скрытых дефектов);
дефекты сборки и монтажа (в том числе скрытые дефекты);
дефекты изготовления печатных плат (в том числе скрытые дефекты);
дефекты компонентов (в том числе скрытые);
ошибки, допущенные при разработке схемы электрической принципиальной и др., а также трассировки платы;
ошибки, вносимые на этапе регулировки ЭУ (например, при использовании измерительных схем и средств, нарушающих электрические и тепловые режимы объекта регулировки; при использовании неоптимально разработан-
ного или недостаточно отлаженного программного обеспечения для параметрического и функционального контроля и др.).
Поиск причин неисправностей – наиболее сложный процесс налаживания ЭУ и во многом зависит от уровня подготовки и опыта работы регулировщика. Объем работы в этом случае может быть разным для аналоговых, цифровых, аналого-цифровых и других

8
ЭУ и определяться их сложностью, а также возможностями используемых измерительных и программных средств.
Существуют различные методы поиска причин неисправностей ЭУ, но большое распространение в условиях производства получили следующие методы:
с использованием таблиц (в составе, например, технологической или другой нормативной документации), содержащих разновидности и причины неисправностей;
с использованием классификаторов дефектов (с указанием направления их поиска);
с применением анализа физических принципов функционирования устройства и поиска причин неисправности логическим путем, либо постепенным приближением к дефектному участку (или месту) конструктива с использованием измерительных средств;
за счет исключения нормально функционирующих каскадов и других частей электрической принципиальной схемы с применением технологических карт электрических сопротивлений и напряжений;
при помощи дополнительного сканирующего тестирования с целью локализации дефектного участка электрической цепи;
при помощи тестирующих программ, локализующих дефектные участки электрической схемы устройства;
с применением эвристической имитации (поисковой замены) отдельных каскадов схемы, узлов ЭУ и т.п., в том числе при использовании технологи-
ческих ЭВМ.
Каждому из методов присущи свои достоинства и недостатки, возможности применения в конкретных условиях производства (или в условиях эксплуатации при сбоях
или отказах ЭУ) для изделия разной степени сложности и точности. Однако, использования программного контроля (т.е. преимущественно тестирования – проверки работоспособности ЭВС путем воздействия на него тестовых (испытательных программ)) в большинстве случаев может оказаться наиболее рациональным при поиске неисправностей, особенно для цифровых ЭУ.
Доведение контролируемых параметров до требуемых значений осуществляет-
ся после определения причин неисправности ЭУ. В зависимости от характера дефекта, вызвавшего неисправность, а также от особенностей функционирования ЭУ, доведение оценочных параметров может выполняться с применением методов:
использования регулировочных (и подстроечных) элементов в составе переменных компонентов (обычно R, C, L), если они имеются в составе ЭУ;
замены компонентов на их аналоги с параметрами, обеспечивающими заданные оценочные критерии и нормальное функционирование ЭУ (с и с- пользованием операций демонтаж – монтаж);
использования функциональной подгонки пленочных элементов микросборок (МСБ), если они имеются в составе ЭУ (например, с помощью лазерного луча (рис.12.4) или другим способом);
использования топологических подгоночных пленочных элементов (обычно для МСБ (рис. 12.5, а…в));
использования резервных элементов, компонентов, перемычек, если они предусмотрены в составе ЭУ (обычно в МСБ (рис.12.6));
устранения дефектов пайки, микросварки, очистки с применением специальной ремонтной технологической оснастки (например, микротермофена,
Сбой, то есть кратковременное нарушение работы ЭУ (например, ЭВМ) происходит, если дефекты в конструктиве носят временный характер, а
отказ – если они постоянны.
9
вакуумных прецизионных приспособлений с наконечниками для отсоса излишков припоя и т.п., микродозаторов и др.);
репрограммирования (для полупроводниковых БИС, СБИС).
Использование регулировочных элементов в составе навесных компонентов
заключается в получении заданных выходных параметров ЭУ путем изменения величины сопротивления (индуктивности, емкости) специально введенного в схему переменного навесного компонента с помощью вращения (или перемещения) подвижного контакта (например, движка, ползунка, ротора, сердечника и т.п.) в его конструкции. Переменные регулировочные, обычно дискретные, ЭРК допускают изменение величины своего основного параметра как при наладке, так и при эксплуатации ЭУ (для операций настройки определенных схем) и чаще всего выносятся на лицевую панель блока. Подстроечные (также переменные дискретные) ЭРК используются при разовой или периодической регулировке ЭУ и не допускают изменения основного параметра в процессе эксплуатации ЭУ (т.е. устанавливаются на плате ячейки с фиксацией подвижного контакта после выполнения настройки (по завершении регулировочных работ)).
Достоинства метода:
возможно получение высокой точности выходных параметров изделия при широких диапазонах допусков на параметры компонентов схемы;
возможно поддержание работоспособности схемы и заданных режимов работы компонентов при старении материалов ЭУ, включая ЭРК, или резких изменениях условий эксплуатации;
в большинстве случаев обеспечивается наименьшее время выполнения до-
водочных операций. Недостатки метода:
наличие регулировочных элементов в составе навесных компонентов несколько снижает надежность ЭУ, заметно увеличивает массогабаритные показатели и стоимость изделий;
требует обеспечения надежной фиксации подстроечных компонентов;
затрудняет выполнение операций по влагозащите и усложняет сборочномонтажные операции при изготовлении ЭУ.
Метод замены компонентов состоит в том, что соответствие измеряемых параметров заданным выходным параметрам ЭУ достигается удалением (демонтажом) компонентов (параметры которых не обеспечивают требуемые выходные параметры ЭУ) и последующим монтажом на их месте (т.е. включением в схему) аналогичных компонентов, но обеспечивающих требуемые выходные параметры ЭУ.
Достоинства метода:
заданные параметры достигаются без использования переменных ЭРК;
можно первоначально использовать компоненты без жесткого отбора.
Кнедостаткам можно отнести возможность применения данного метода только в цифровой технике, а также потребность в подборе аналога-заменителя и дополнительного
времени на демонтаж-монтаж компонентов.
Метод функциональной подгонки (обычно лазерной), как и метод использования топологических подгоночных элементов состоит в том, что требуемая величина функционального параметра ЭУ достигается путем удаления участков пассивных пленочных элементов чаще всего лазерным лучом (см. рис. 12.4 и 12.5). При этом в первом сл у- чае лазерный луч воздействует непосредственно на пленочный (например, резистивный) элемент (изменяя (уменьшая) его топологическую ширину, см. рис. 12.4), а во втором – на топологические подгоночные элементы (спроектированные при разработке топологии, см. рис.12.5), прерывая нужную электрическую связь, для доведения выходных параметров ЭУ до требуемых значений.
10
Рис.12.4. Пример использования функциональной подгонки лазерным лучом (для плавно погоняемого сопротивления) пленочного резистора МСБ; 1 – прямой и Г-образный подгоночные резы на рабочем участке резистора; 2
– прямой подгоночный рез на дополнительном участке грубой подгонки; 3 – прямой подгоночный рез на дополнительном участке точной подгонки.
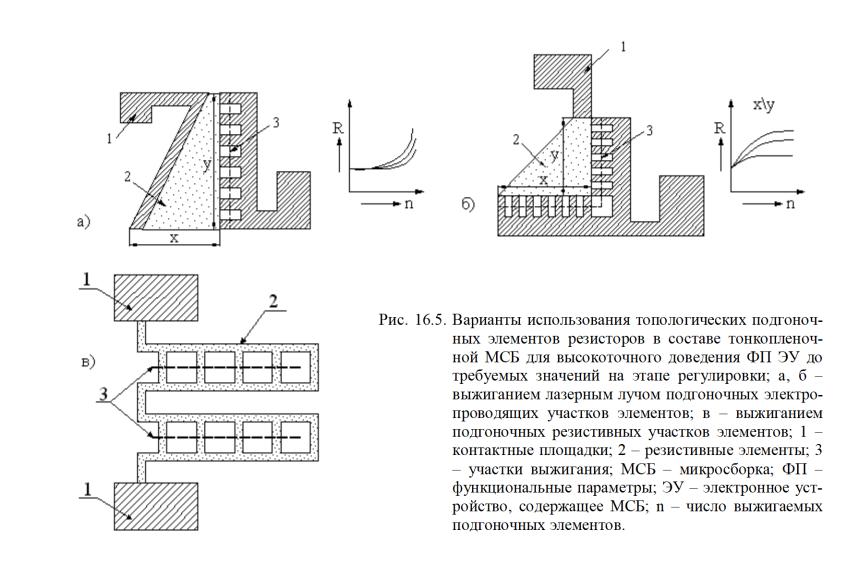
11
11
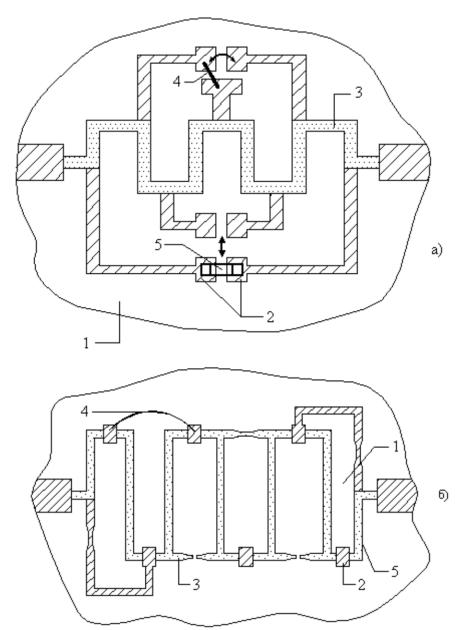
12
Рис. 12.6. Примеры вариантов использования резервных элементов, компонентов и (или) перемычек в составе пленочной МСБ для доведения ФП ЭУ до требуемых значений; а – при использовании резервных элементов, перемычек и компонентов; б – при использовании резервных элементов и перемычек; 1 – подложка; 2 – резервные контактные площадки; 3 – резистивные элементы; 4 – перемычка (проволочная или др.); 5 – резервный компонент; стрелками указаны возможные перемещения поз. 4 и 5.