

2.2. Сварочные материалы
При автоматической сварке под флюсом металл шва определенного химического состава можно получить путем соответствующего выбора флюса, электродной проволоки и режимов сварки. Это в свою очередь, позволит получить металл шва, обладающего заданными механическими свойствами.
Роль флюса в образовании качественного сварного соединения велика. Сварочные флюсы должны обеспечивать:
а) надежную защиту расплавленного металла от воздействия кислорода и азота воздуха;
б) устойчивое стабильное горение дуги;
в) необходимые механические свойства металла шва;
г) хopoшеe формирование шва, хороший внешний вид и отсутствие внутренних дефектов;
д) легкое отделение шлаковой корки от поверхности металла;
е) отсутствие выделения пыли и вредных газов в процессе сварки.
В зависимости от назначения условно флюсы делят на три группы:
для сварки углеродистых и низколегированных сталей;
для сварки легированных сталей;
для сварки цветных металлов и сплавов.
Химический состав некоторых флюсов в зависимости от их назначения приведен в табл.1.
Указанные марки флюсов выпускаются отечественной промышленностью согласно ГОСТу 9087-69. Наиболее распространенными являются флюс марки АН-348, который применяется для сварки низкоуглеродистых и низколегированных сталей.
Таблица 1.
Химический состав флюсов
|
Содержание компонентов флюса в % | |||||||
|
Марка флюса |
SiO2
|
MnO |
MgO |
CaO |
CaF2 |
Al2O3 |
Назначение флюсов |
|
АН-348 |
41,0-44,0 |
34,0-38,0 |
5,0-8,0 |
6,5 |
4,0…5,5 |
4,5 |
для углеродистых, низколегированных сталей |
|
АН-26 |
30,0-32,0 |
2,5-3,5 |
16,0-18,0 |
5,0-6,5 |
20,0-24,0 |
20,0-22,0 |
для высоколегированных сталей |
1.3.Сварочное оборудование
В комплект сварочного оборудования входит:
1. Сварочная головка (сварочный трактор или полуавтомат);
2. Аппаратура для управления и регулирования сварочного процесса.
3. Источник питания сварочной дуги.
По степени механизации процессы сварки подразделяются на автоматическую и полуавтоматическую. При автоматической сварке подача электродной проволоки в зону горения дуги и перемещение дуги по свариваемым кромкам изделия осуществляется механизированно, а при полуавтоматической сварке механизируется только подача сварочной проволоки, перемещение же дуги в направлении сварки осуществляется вручную.
Для автоматической сварки под флюсом широко используется сварочный трактор марки ТС-17.
Сварочный трактор марки tc-i7
Техническая характеристика:
Пределы регулирования сварочного тока, А …………600÷1200'
Род тока - постоянный и переменный
Скорость подачи сварочной проволоки, м/час 52÷403
Скорость сварки, м/час 16÷126
Диаметр электродной проволоки, мм 1,6÷5,0
Габариты, мм 730х350х590
Масса, кг 42
Сварочный трактор (конструкцию изучить в лабораторных условиях) состоит из следующих основных узлов (рис.2): электродвигателя I, механизма подачи сварочной проволоки 2, механизма передвижения 3, мундштука 4,бункера для флюса 5, направляющего ролика 6, пульта управления 7, корректировочного механизма 8, кассеты 10 и шасси трактора 11.
Электродвигатель, имеющий два выходных конца вала, приводит в движение механизм подачи сварочной проволоки и механизм передвижения трактора.
Механизм подачи сварочной проволоки состоит из двухступенчатого редуктора, валы которого соединены сменными шестернями, подающего ролика и прижимного ролика, между которыми зажата проволока. При вращении роликов проволока подается в зону сварки. Скорость ее может меняться за счет сменных шестерен.
Механизм передвижения служит для перемещения трактора в процессе сварки. Вращение колесам передается от электродвигателя через двухступенчатый редуктор и пару сменных шестерен.
Питание сварочной дуги производится, как привило, от трансформатора марки ТСД-1000 (ТДФ-1002), а управление - от аппаратного шкафа. Управление осуществляется дистанционно.
Р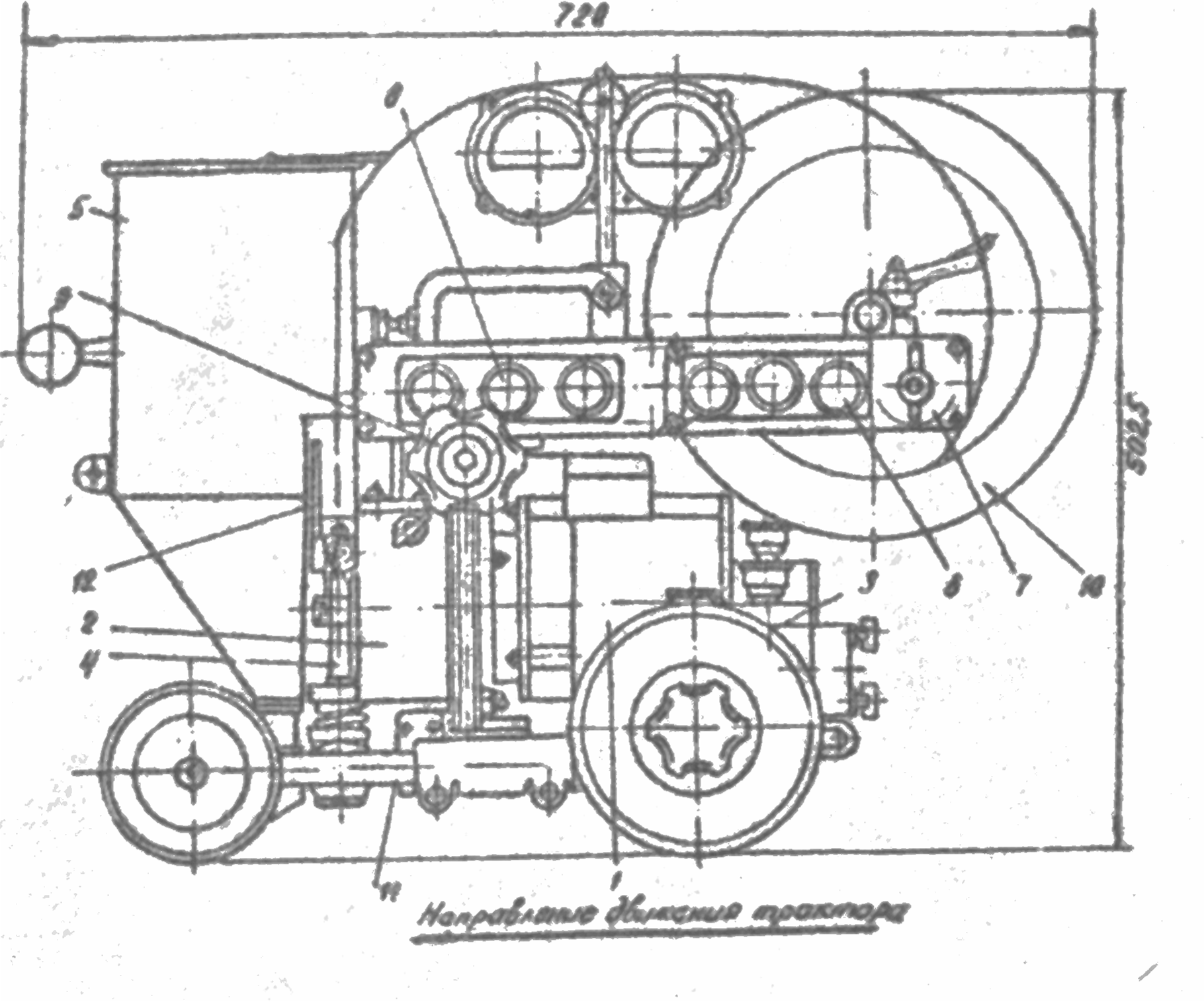 ис.2.
Общий вид сварочного трактора ТС-17М.
ис.2.
Общий вид сварочного трактора ТС-17М.

Рис.3. Кинематическая схема трактора ТС-17М: 1- электродвигатель, 2,4,7,8 и 9 –червячные пары, 3, 10 – цилиндрические пары, 5- подающий ролик, 6 – прижимной ролик, 11- ходовые бегунки.