

А) с поворотным столом:
1-4 – силовые головки; 5 – поворотный стол; I,VI – загрузочная и разгрузочная позиции; I – V – рабочие позиции
Б) со сменными агрегатными головками:
1-6 – сменные агрегатные головки, 7 – револьверная головка, 8 – поворотный стол с изделием, 1 – рабочая позиция
ПРЕИМУЩЕСТВА агрегатных станков
1.высокая производительность (8-10 раз);
2.возможность перенастройки;
3.быстрота проектирования и изготовления;
4.низкая себестоимость;
5.простота монтажа и демонтажа;
6.более быстрый ремонт из-за блочного строения.
9.Обрабатывающие центры
Современные требования точности обработки и гибкости производства привели к созданию многоцелевых обрабатывающих центров (ОЦ), предназначенных для выполнения большого числа различных технологических операций без переустановки обрабатываемых деталей (рис.21, ).
Особенности (ОЦ)
1.высокая концентрация операций (по чистоте обработки и по технологии);
2.оснащенность большим количеством режущих инструментов;
3.высокая точность обработки (6-7 квалитет)
4.оснащенность устройствами для автоматической смены инструмента и заготовок.
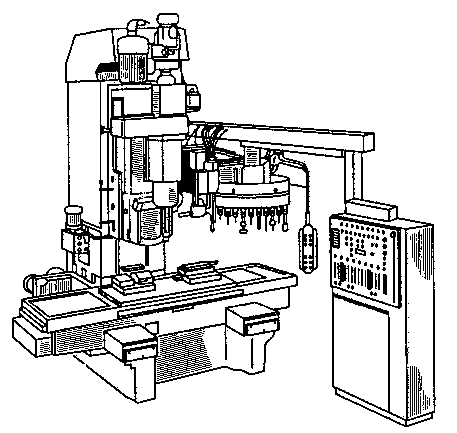

Рис. 21. Общий вид многоцелевого станка
10.Производительность и выбор режима резания
Критерием выбора метода обработки является производительность и себестоимость. Производительность характеризуется числом деталей, изготовленных в единицу времени.
Q = 1/Т , где
T – штучно-калькуляционное время, то есть время изготовления одной детали.
Т = Топ + Тобсл + Тотд + Тпз/ N (мин), где
Топ – оперативное время
Топ = То +Твсп
Твсп – вспомогательное время на установку и снятие заготовки, подвод и отвод инструмента, измерение и т.п.
Тобсл – время на обслуживание станка (регулировка, подналадка, заточка и замена инструмента, удаление стружки, уборка рабочего места, смазка и осмотр станка и т.д.)
Тотд – время отдыха
Тобсл – 4% от Топ
Тотд – 2% от Топ
Тпз – подготовительно-заключительное время на изучение чертежа, наладку станка, подбор режущего инструмента и т.д.
N – число деталей в партии
Алгоритм выбора режима резания
t---------i--------S-------------V-----n---------[n] cт ---To----------T
Параметры режима резания рассчитываются по соответствующим формулам в последовательности, указанном алгоритмом .
Глубина резания определяется припуском и числом проходов.
Ограничением для выбора величины подачи является шероховатость поверхности: чем больше подача, тем хуже качество поверхности, а производительность выше.
Ограничением для скорости резания является стойкость – время непосредственного резания между переточками. Стойкость должна быть не менее 15мин для резцов не менее 1,5час для фрез. Производительность и, как правило, качество обработанной поверхности с увеличением скорости повышается.
По рассчитанному числу оборотов n=1000V/D производят выбор частоты вращения на станке n<[n]cт и определяют действительную скорость резания.