

2. Методы формообразования поверхностей деталей машин
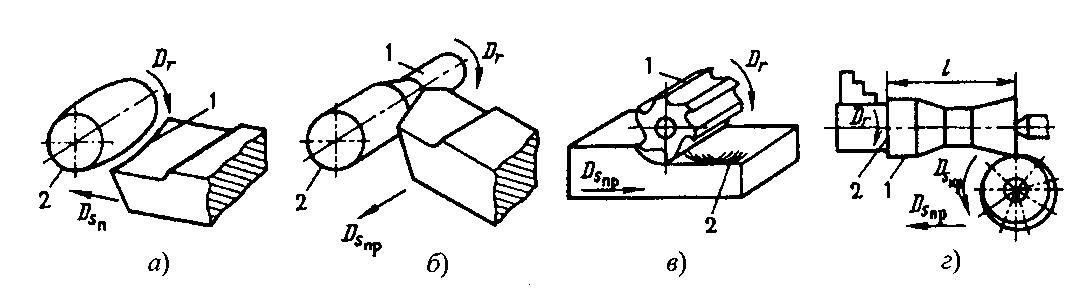
Рис.2.Методы формообразования поверхностей
Любую поверхность можно представить как совокупность последовательных положений (следов) одной производящей линией, называемой образующей (1), движущейся по другой производящей линии (рис.2), называемой направляющей (2).
Поверхности могут быть обратимыми (цилиндрические, плоскости) и необратимыми (конические, торовые, шаровые).
Образование поверхностей по методу копирования (рис.2,а) заключается в том, что форма режущего лезвия инструмента является образующей линией, совпадающей по форме с образующей линией поверхности или имеющая форму образующей. Направляющая 2 воспроизводится вращением заготовки или поступательным движением инструмента. Главное движение при методе копирования служит формообразованием.
Метод следов (рис.2,б) характеризуется использованием для формообразования обоих движений резания. Образующая – траектория движения точки (вершины) резца, а траектория движения точки заготовки - направляющая линия.
При методе касания (рис. 2,в) функцию формообразующего выполняет движение подачи. Образующая линия 1 – режущие лезвия инструмента, а направляющая 2 – это касательная линия к ряду геометрических вспомогательных линий, представляющих траектории движения точек режущего инструмента.
Согласование двух движений подачи при методе обкатки (рис.2,г) дает возможность получить образующую линию 1 как огибающую кривую к последовательным положениям режущей кромки инструмента. Направляющую линию 2 воспроизводит поступательное движение инструмента.
3. Режим резания
включает значения следующих технологических параметров управления процессом резания: t - глубины резания, V-скорости резания, S - подачи.
Глубина резания –расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренный перпендикулярно к последней (слой металла, снимаемый за один проход). При токарной обработке (рис. 3)

Рис.3.Основные поверхности заготовки и основные движения, осуществляющие процесс резания:
1 - обрабатываемая поверхность; 2 - поверхность резания; 3 -обработанная поверхность; 4 - ось вращения заготовки; 5 - продольная подача; 6 -поперечная подача; 7 - резец; 8 - заготовка; 9 - главное (вращательное) движение; t -глубина резания
t = ( D - d)/2 [мм], где
D - диаметр обрабатываемой поверхности,
d - диаметр обработанной поверхности.
Скорость резания – это путь, проходимый точкой режущего лезвия инструмента, относительно заготовки в направлении главного движения в единицу времени.
Если главное движение вращательное, то
V = D n /1000 [м/мин] или [м/сек ] при шлифовании и полировании, где
D - диаметр заготовки, мм;
n - частота вращения заготовки, об/мин.
Подача – путь точки режущего инструмента относительно заготовки в направлении движения подачи за один оборот или за один двойной ход заготовки или инструмента.
Подача может измеряться в мм/об, мм/дв.ход, мм/мин.
По направлению она может быть: Sпр –продольная подача, Sп - поперечная подача, Sв - вертикальная подача, Sн - нормальная подача, Sкр -круговая подача.
Основное технологическое время – время, непосредственно затрачиваемое на процесс изменения формы и размеров заготовки и получения требуемой шероховатости.

Рис.4.Схема к расчету основного технологического времени при точении цилиндров
При токарной обработке (рис.4)
То = L i / n Sпр [мин], где
L=l+l1 +l2 - расчетная длина пути режущего инструмента относительно заготовки в направлении подачи:
l - длина обработанной поверхности,
l1 - величина врезания инструмента,
l2 = 1-3мм - выход ( перебег ) резца;
i - число рабочих ходов инструмента, необходимое для снятия материала оставленного на обработку поверхности.